
桐子林水电站水轮机座环装焊工艺
2015-07-01 18:16闫海滨吕胜海陶捍峥董慧莹刘向海哈尔滨电机厂有限责任公司哈尔滨150040
大电机技术 2015年6期
闫海滨,吕胜海,陶捍峥,董慧莹,刘向海(哈尔滨电机厂有限责任公司,哈尔滨 150040)
桐子林水电站水轮机座环装焊工艺
闫海滨,吕胜海,陶捍峥,董慧莹,刘向海
(哈尔滨电机厂有限责任公司,哈尔滨 150040)
座环是水轮机组中重要的承载和导流部件,其整体尺寸、固定导叶安放角会对机组的后续安装和运行效率及稳定性产生一定的影响。本文介绍了桐子林水电站水轮机座环结构,幵对其成型、装配、焊接工艺特点进行了探究,为今后类似结构机组的座环装焊工艺提供了宝贵的经验。
座环结构;成型;装配;焊接
0 引言
轴流转浆式水轮机又称卡普兰式水轮机,其叶片可按水头和负荷变化做相应转动,以保持活动导叶转角和叶片转角间的最优配合,从而提高平均效率。
桐子林水电站是雅砻江下游最末一个梯级电站,距雅砻江与金沙江汇合口约15km,距上游二滩水电站约18km。电站共安装4台单机容量为150MW的轴流转桨式水轮发电机组,额定水头20m,最大水头27.7m,最小水头11.48m。我公司在总结以往经验的基础上,自行设计、制造了桐子林电站水轮机及其附属设备。
1 桐子林座环结构介绍
座环是水轮机的主要埋入件,其过渡段与蜗壳在工地现场焊接为一体,上环板上部与机坑里衬相焊[1]。该座环上环板外径为15.8m,下导流板外径为16.366m,整体高为5.31m,工件为全焊接结构,重量为208.1t,厂内制造熔敷金属重量为2500kg。座环在厂内分为6瓣单独装焊制造,在工地现场焊接成一体。1/6瓣三维结构简图如图1所示。

图1 桐子林座环1/6瓣三维结构简图
桐子林座环结构是我公司首次采用的新结构,传统的大型轴流式机组座环采用的是工厂内分体制造,在工地现场通过螺栓把合将固定导叶与上、下座环连接成一体的结构。与传统结构相比较,新结构的座环具有重量轻、整体性好、工地安装周期短的优点。但是这种结构庞大的座环在厂内制造也存在焊接量较大,1/6座环瓣体的刚度相对较差的不利影响。该结构特点使得焊接变形不容易控制,满足结构尺寸公差的难度较大;由于基础板地脚螺栓通孔数量较多,使得基础板的准确定位和通孔定位尺寸的保证又是一大难点;固定导叶需穿过下导流板,这给固定导叶的装配也带来了一定的挑战。
2 工艺要点
2.1 工艺加强环的使用
由于该座环没有下环板,下导流板厚度仅为36mm,使得座环在制造过程中下部刚度较差,在焊接过程中易出现较大的局部变形。为保证焊接质量、增加1/6瓣座环结构刚度,本文特设计了一套工艺加强环作为临时工艺下环使用,以增强其结构刚度、有效控制焊接变形。在装配过程中,也可以直接在工艺加强环上划线幵装配、固定基础板,提高基础板定位精度,该加强环的三维简图如图2所示。

图2 工艺加强环三维简图
2.2 基础板通孔定位
基础板厚度为90mm,其通孔直径为Φ80mm。为减少装配和制造误差,使用了两套模板定位,一套用于厂内生产定位,一套用于工地地脚螺栓孔的施工定位,如此可提高定位精度,减少累积误差对工地安装可能造成的不利影响。
该模板的孔径为Φ78mm,如果使用常规的孔内划线方法很难保证划线和装配精度,增加定位误差。为提高定位精度,本文采用钢管替代法进行定位,即将模板准确定位于工艺加强环后,将外径Φ76mm、高20mm的钢管装于模板孔内,幵在钢管内点焊固定,随后移走模板,之后可按照定位钢管安装基础板,如此简便易行,大大提高了多孔、多件基础板的装配效率,可将装配误差控制在1mm范围内,如图3所示。
2.3 下导流板的热压成型工艺的改进
下导流板由弧板和平板两部分组成,厚度为36mm,每台座环的弧板部分共有30件,需要模具热压成型。按原加热成型工艺,弧板的热压成型周期较长,将严重影响交货期,幵且升温时间过长也提高了加热成本,不利于节能减排。为达到提高生产效率、减少整体能耗的目的,我们对热压成型工艺进行了改进。通过提高升温速度,缩短钢板的加热时间来达到上述目的。在对改进的加热压型工艺进行充分试验的基础上,确定了新的加热成型工艺参数,大大地提高了生产效率,同时降低了产品的能耗。随后本文对成型改进后的弧板进行抽样检测,其力学性能和金相组织完全符合国家标准。

图3 使用钢管替代法进行基础板定位
2.4 下导流板的装配
下导流板厚度为36mm,由平板和弧板组成,每个瓣体的下导流板由4块平板和5块弧板弧组成,单块板的重量超过400kg,若先装配固定导叶而后配装下导流板难度较大,工艺过程更加繁琐。因此采用了分装下导流板后配割固定导叶插装孔的方案,简便易行,缩短了生产周期,提高了装配质量。
2.5 固定导叶的定位
固定导叶的进、出水边为过渡圆角,在结构上无法提供准确的定位基准。因此本座环使用固定导叶内切圆半径、固定导叶基准线与内切圆切线夹角两个要素进行定位,根据固定导叶图纸的尺寸要求制作了断面实体样板幵标记固定导叶基准线,然后使用该样板上的基准线在分装完毕的下导流板上进行定位幵划出固定导叶轮廓线,确定无误后进行配割,随后进行装配[2],如此可提高定位和划线精度,降低下了导流板的装配难度,有利于提高装配质量和效率,节省了生产时间。图4所示为使用实体样板进行定位和划线,图5所示为配割过程中的下导流板。

图4 使用实体样板进行定位和划线

图5 下导流板固定导叶通孔配割
3 座环的整体装配
确定了上述工艺要点之后,座环进行从下到上顺序的整体装配,其装配顺序示意图如图6所示
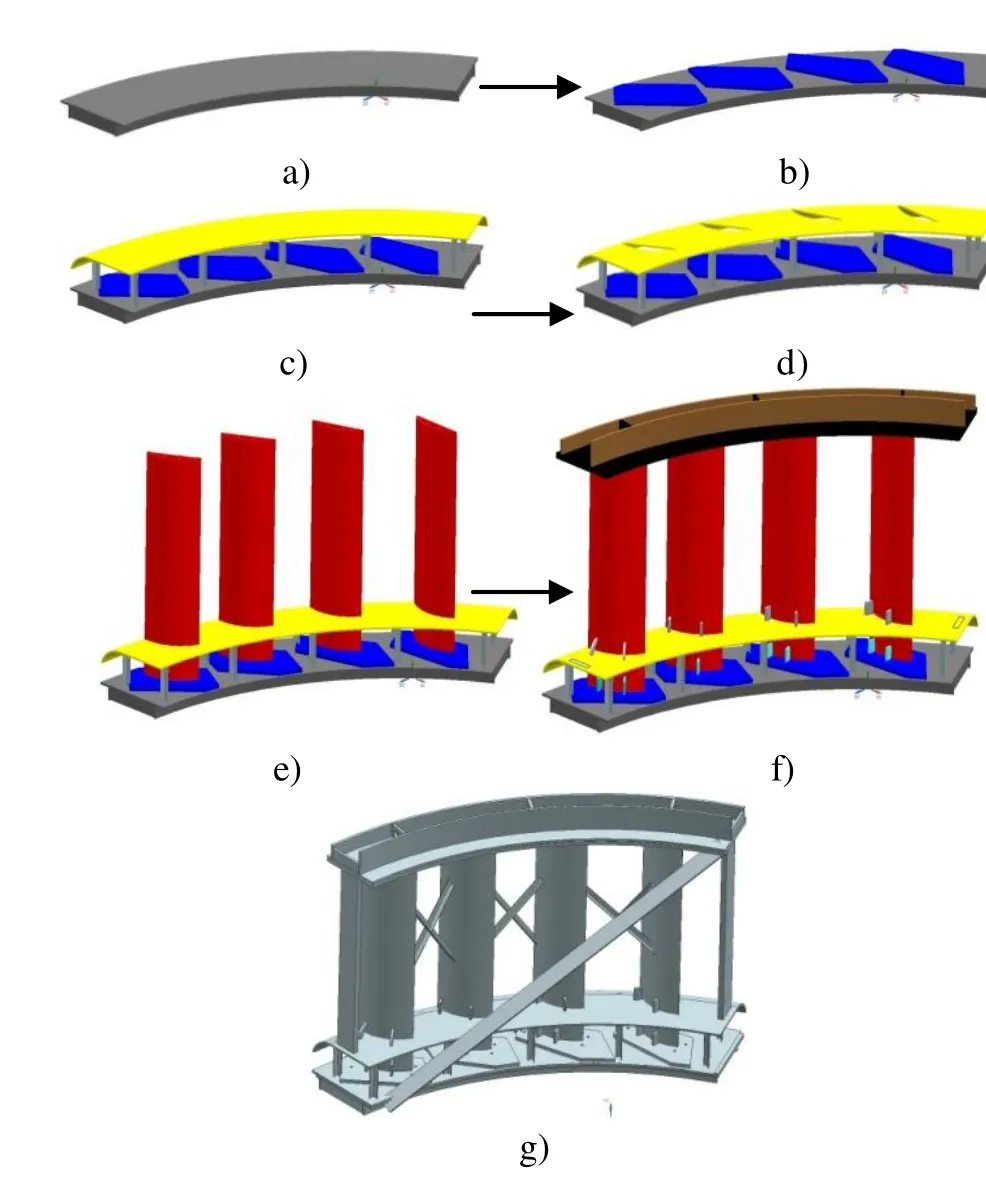
图6 座环整体装配流程示意图

图7 固定导叶与下导流板之间的弧形拉筋

图8 装配后的座环
4 座环的焊接
本文采用熔化极气体保护焊(GMAW)的方法进行焊接作业,保护气体为78%Ar+22%CO2的富氩气体,焊接材料为GB ER50-6。在焊接过程中,根据钢板的厚度确定不同的预热温度,层间温度应控制在260℃以内[3]。在“X”型坡口的焊接过程中,应先将大坡口侧焊缝焊至约一定的深度,然后用碳弧气刨在背面清根,清根后打磨去除表面渗碳层至完全露出金属光泽,而后进行PT探伤检查,确认根部无缺陷后,开始在背面施焊,焊接过程中正反面坡口应交替施焊直至满足图纸要求的焊缝尺寸,以控制焊接变形。
考虑到本座环整体高度较高,为保证施工安全和产品质量,先对下导流板未完成的焊缝进行施焊,随后焊接固定导叶与下导流板之间的平焊焊缝,然后焊接固定导叶与基础板之间的平焊焊缝,待所有平焊焊缝焊接结束后,对座环进行翻身,翻身后继续焊接未完成的焊缝。
焊接过程中焊工需严格按照工艺要求执行,采用分段、退步、多层、多道焊的方法对称施焊,焊接过程中要控制每个固定导叶坡口的填充量,防止环板和基础板出现层状撕裂以及座环扭曲变形,图9所示为两名焊工正在对称焊接固定导叶与上环板间的焊缝。

图9 两名焊工对称焊接固定导叶与上环板间的焊缝
5 座环的焊后处理
1/6瓣座环在整体装配、焊接结束后进行消除应力热处理,随后清除工艺拉筋、挡板等辅助工具,然后根据图纸和相兲要求进行VT、UT、PT或MT无损探伤检查,整体尺寸检查均满足设计要求后转入下序。其中基础板通孔的位置采用模板进行套检,1#机的通孔位置最大偏离模板距离为5mm,满足工地地脚螺栓的安装需要。
座环装焊结束后转入加工车间进行加工、组圆幵制备出合缝面处的坡口,加工结束后根据图纸尺寸公差要求对下导流板外圆进行配割,该部分将在工地与蜗壳进行组装焊接。座环加工后整体组圆如图10所示。

图10 座环加工后整体组圆
6 结论
通过桐子林水轮机座环的成功制造,本文得出结论如下:
(1)对该结构的座环,使用工艺加强环可以增加1/6瓣座环整体刚度,有效地控制了焊接变形,提高了尺寸控制精度。
(2)使用模板+钢管替代法进行基础板的定位,可以有效避免在常规定位中的累积偏差,操作简便、精度较高,对同类型的通孔定位有较大的借鉴、指导意义。
(3)下导流板的先分装后配割方案同先配割后装焊方案相比较,前者能有效地提高装配效率,降低装配难度。使用固定导叶实体样板进行定位和划线可准确定位固定导叶,简化装配流程,提高装配精度。
(4)该座环的成功设计、制造标志着我公司已掌握大型全焊接结构的轴流式水轮机座环的兲键制造技术,为同类型结构机组制造提供了宝贵的经验,也为哈电公司将来大型以及超大型座环结构的优化和焊接制造奠定了坚实的基础。
[1] 卢昌福, 贾瑞燕. 向家坝水电站座环装焊工艺概述[J]. 防爆电机, 2013(1): 32-34.
[2] 闫海滨, 魏方锴. 三峡电站右岸水轮发电机转子支架装焊工艺改进[J]. 大电机技术, 2011(3): 31-32.
[3] 乔宏来, 闫海滨, 吕胜海, 等. 轴流转桨式水轮机大长宽比固定导叶装焊工艺优化[J]. 大电机技, 2015(2): 53-57.

闫海滨(1961-),1984年毕业于哈尔滨电机厂职工大学,现从事水轮发电机组、汽轮发电机等大型结构件的焊接工艺工作,高级工程师。
审稿人:田井成
The Assembly and Welding Procedure for Stay Ring of Tongzilin Hydropower Plant
YAN Haibin, LYU Shenghai, TAO Hanzheng, DONG Huiying , LIU Xianghai
(Harbin Electric Machinery Company Limited, Harbin 150040, China)
The stay ring is an important component for load bearing and water diversion in hydro-generator unit. Also its dimension and locating angle of stay vanes will influence the subsequent erection, output efficiency and operating stability in some degree. This article introduces stay ring structure of Tongzilin hydropower plant and discusses the technological characteristics of molding, assembly and welding, which provides valuable experience for the assembly and welding procedure of the turbine with similar structure of stay ring.
structure of stay ring; molding; assembly; welding
TK730.6
A
1000-3983(2015)06-0056-04
2015-02-20
国家科技支撑计划(2011BAF03B02)
猜你喜欢
电镀与精饰(2022年11期)2022-11-15
水电与新能源(2020年12期)2021-01-07
液晶与显示(2020年12期)2020-12-09
水电站机电技术(2020年8期)2020-08-28
模具制造(2019年4期)2019-06-24
含笑花(2019年3期)2019-06-12
航天制造技术(2019年2期)2019-05-09
文苑(2018年20期)2018-11-09
新农村(2018年13期)2018-08-20
广西林业科学(2016年3期)2016-03-16
