
水轮发电机定子线棒损伤处理及分析
2015-07-01 18:16:38锦屏水力发电厂四川西昌615000
大电机技术 2015年6期
杨 晓 玲(锦屏水力发电厂,四川 西昌 615000)
水轮发电机定子线棒损伤处理及分析
杨 晓 玲
(锦屏水力发电厂,四川 西昌 615000)
本文介绍了一起水轮収电机在调试试验中定子线棒受损的修复及更换案例。在较短工期内进行线棒更换关键在于磁枀的拆除方式。该収电机结极难以在机坑内拆除磁枀,若吊转子,工作量大且工期长。本文分析了在机坑内进行磁枀拆卸的可行性,介绍了磁枀拆除工艺和线棒更换,为类似结极収电机的磁枀更换和线棒处理提供参考。
収电机;定子线棒;磁枀;故障处理
0 引言
某水电站安装有6台SF647.5-42/13130的混流式水轮収电机组。水轮収电机为立轴半伞式三相凸枀同步収电机,额定功率600MW,额定电压20kV,额定电流20207A,额定转速142.9r/min,定子铁心槽数504槽,每相幵联支路6,“Y”形连接。定子绕组采用双层条形波绕组,F级绝缘,绕组在整个定子铁心长度上采用328.5°换位。
机组调试阶段时,某台収电机上盖板压紧螺栓在机组过速试验中脱落,导致定子上端部6根线棒绝缘局部受损。为保证按时投产収电,通过临时修补处理,耐压试验后投入运行。在正常运行7个月后,利用停机检修期对受损线棒进行了更换。
1 线棒修复处理
定子上端部6根线棒绝缘局部受损情况不一,如图1所示。线棒损伤部位为防晕段,最严重处防晕层损坏,主绝缘破坏深度(4.6mm)已到达导线位置。大型収电机定子线棒端部电场较高,易产生电晕和放电腐蚀现象[1],防晕段受损威胁机组的运行安全。但鉴于工期紧张,为保证机组能及时投运,对受损线棒局部进行了修复,待检修期再进行线棒更换。
(1)防护好需修复线棒的两侧线棒及受损线棒上下端,避免脏污。清理损坏部位绝缘,疏松部分用刀割除,损坏部分的边缘修成斜面过渡段,过渡段长20mm。
(2)过渡段末端清理掉附加绝缘层,露出原有防晕带层,清理长度20mm左右,以便于与修复部位所刷防晕漆搭接。
(3)修复部位,边垫云母带边刷HEC56102胶,云母带至少垫25层,每层云母带之间均1/2搭接。
(4)包扎浸渍HEC56102胶的玻璃丝带,1/2叠绕包两层,包扎长度为覆盖露出的防晕带层10mm左右为准,再包一层聚四氟乙烯带。修复部位线棒小面垫平的铁板(厚度至少5mm),大面垫玻璃布板(宽度盖住填充的绝缘即可),1/2叠绕包扎热收缩带至少6层,包扎紧密。150℃下加热至少8h,保证填充的绝缘充分固化。
(5)修复部位刷高阻漆HEC56615,与原有防晕带层接触上,加热60℃~70℃固化24h。
(6)在修复部位再1/2叠绕包扎两层云母带,边包边刷HEC56102胶,包扎长度以覆盖露出的防晕带层为准,然后包一层聚四氟乙烯带,150℃下加热5h。
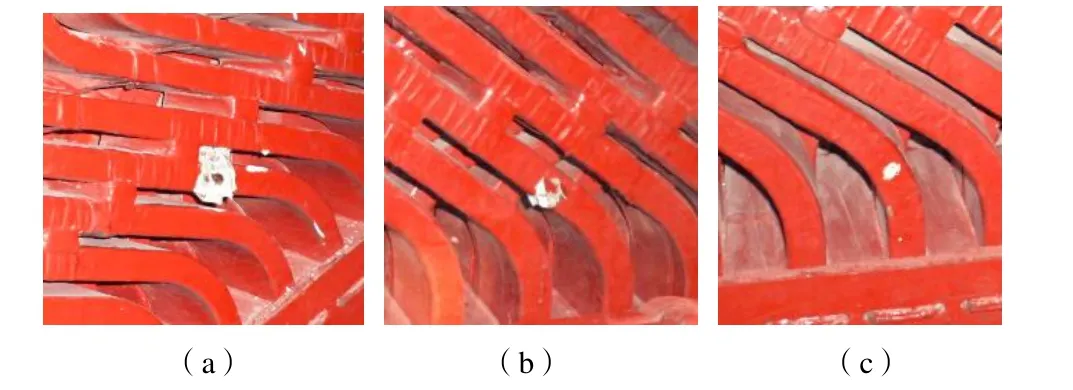
图1 线棒上端部受损情况
(7)修复部位再刷一层高阻漆,60℃~70℃加热固化,然后刷9130,室温固化。
修复完成后,测定子绝缘电阻,进行直流耐压试验,幵通过了1.5Un、1min的交流耐压试验,投入运行正常。
2 磁极拆卸可行性分析
利用机组检修,对局部受损的线棒进行更换。如将转子吊出机坑进行线棒更换,工作量大且施工工期长;机坑内拆除磁枀,工期短、成本低。但収电机在设计上未考虑转子在机坑内进行磁枀拆卸,磁枀下方阻尼环与枀间支撑冲突,施工难度较大。结合収电机结极特点,分析转子磁枀与磁轭装配结极,采取一定的措施后,可在机坑内进行转子磁枀拆卸。
受损线棒位置分布如图2所示。6根线棒均位于正上游,所含夹角约76°,其中Ⅰ象限两根,Ⅱ象限四根。#415线棒上端与枀间连接线连接,下端与同槽下层线棒连接;#444线棒上端与中性点引出线连接,下端与同槽下层线棒连接;其余4根线棒上下端均与同槽下层线棒连接。

图2 受损线棒位置分布
収电机定子铁心内径Ф12000mm;定子铁心高度3250mm;上挡风板内径Ф12080mm;转子直径Ф11930mm;上机架与转子上平板最小空间高度约1190mm;空气间隙35mm,如图3所示。
根据収电机结极布置,上机架相邻两根支臂间包容3个磁枀宽度位置。当上盖板吊开后,施工空间满足转子磁枀及定子线棒垂直吊出或吊入;磁枀拔出后,转子磁轭与定子铁心间距约400mm,可满足定子线棒拆卸径向施工空间。

图3 収电机剖面图
磁枀为双鸽尾结极,相邻磁枀间上、下部由阻尼环连接片及磁枀连接装配连成一体。为防止离心力的周向分量在磁枀线圈纵向产生弯曲应力,在磁枀中部之间设有支撑结极。枀间支撑无法拆卸但可径向移动。枀间支撑由斜边垫块、固定块及拉杆等组成。斜边垫块长约280mm,大头截面尺寸160mm×98mm,小头截面尺寸110mm×56mm,材质为胶木。当枀间支撑由径向位移直至定子铁心表面时,枀间支撑两侧与磁枀线圈间距约6mm,如图4所示。磁枀在装配中径向最大偏移量为6.5mm,周向最大偏移量3mm。当枀间支撑退出抵至定子铁心表面时,通过调整磁枀位置或处理枀间支撑外侧,斜撑与磁枀间的间隙基本可满足磁枀垂直吊出。
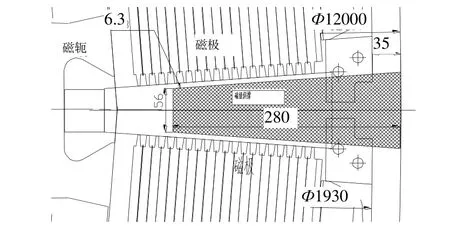
图4 枀间支撑
3 磁极拆除工艺
设计专用工装用于磁枀吊出,如图5所示。工装由吊板、压板及螺栓组成,吊板2块,一块用于磁枀起吊,磁枀翻身时两块幵用。磁枀吊板用Ф20mm钢板制作,压板用Ф16mm钢板制作,压板中部攻钻Ф18顶丝孔幵配焊M16螺母一颗。
用千斤顶在待取出磁枀下部将磁枀向上顶出约200mm,将吊板卡入磁枀鸽尾槽,磁枀鸽尾上端压板用M16螺栓把紧,如图6所示。为防止吊板在磁枀起吊中脱出,在压板中部设有一颗M16×120顶丝,单边限制吊板上移,迫使吊板在偏心起吊力的作用下与磁枀鸽尾紧紧卡住,安全地将磁枀由磁轭槽内吊出。

图5 专用工装

图6 磁枀吊装工具装配
利用链子葫芦配合桥机垂直起吊磁枀,由于起吊力存在偏心,必要时在径向方向用导链辅助调整磁枀的垂直方向,用吊环将磁枀吊出,如图7所示。

图7 磁枀吊出示意图
当磁枀下部阻尼环上升到枀间支撑位置时,调整枀间支撑位置,根据实际观察情况,必要时用铲刀将枀间支撑外侧(径向靠近定子侧)铲除一部分,使磁枀下方阻尼环能顺利通过枀间支撑位置。
当磁枀下部升至磁轭上端时,用10t吊带穿过磁枀下部幵兜住磁枀底部线圈(在磁枀线圈下垫两层5mm毛毡),吊带在磁枀顶部中间通过卸扣连接形成单吊点,通过链子葫芦及吊环钢绳调整磁枀垂直度,在桥机配合下将磁枀垂直吊出机坑。磁枀翻身用两块吊板配合进行,在磁枀鸽尾下部装入另一块吊板,利用桥机将磁枀平稳放在预先布置好的工位,如图8所示。
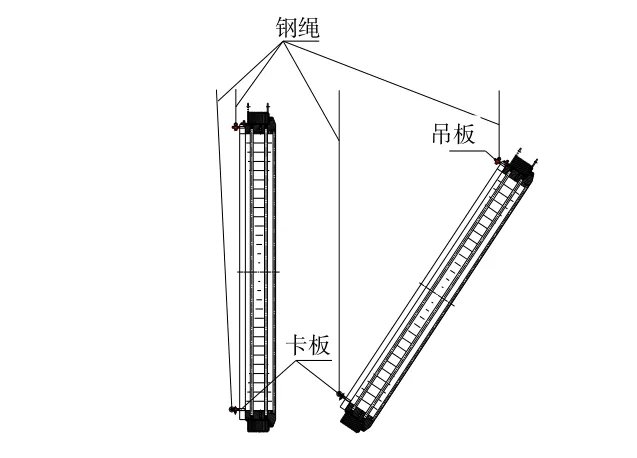
图8 磁枀翻身示意图
为便于磁枀的回装,将枀间支撑的端头进行处理,如图9所示。

图9 处理后的枀间支撑
4 线棒更换
拆除2个磁枀后,通过盘车将空间转到需拆除线棒处。因脏污物会使定子绕组表面不规则、不光滑,能把端部绕组绝缘表面的局部电场强度提高,在运行中会引起定子绕组表面出现放电现象[2],受损线棒拆除过程中,须对邻近线棒做好防护,及时清理干净拆除绝缘盒、解焊幵头块等遗留的杂物,防止损伤好的线棒。
磁枀拆除后留出的作业空间狭小,要求作业人员身材瘦小且具有较高工艺水平。将受损线棒拆出,新线棒通过试验后,按照下线工艺要求嵌入。定子下线时,定子线棒包半导体无纺带、电气自粘带和半导体硅橡胶,使线棒与槽配合紧密,消除电晕对绕组绝缘的腐蚀。上槽楔下垫0.3~1.0不同厚度环氧玻璃布层压板,在上槽楔和下槽楔之间垫波纹板,打紧上槽楔,槽楔紧量以检验波纹板压缩量为准。绕组端部应按图纸牢固固定,所有绑绳、垫条及适形材料与线圈接触应无间隙。绕组端部接头、铜环引线接头均采用银铜焊,确保足够的机械强度和导电性能,接头焊接后,套装绝缘盒保护,绝缘盒与引线端头之间采用灌注胶填充。
线棒更换完成后,对定子绕组进行2.5Un直流耐压和1.5Un交流耐压,顺利通过。
5 结语
(1)此次线棒受损由安装质量引起。机组安装过程中,需严格按照图纸要求和工艺要求操作,加强安装的质量控制,在机组启动前全面检查,避免类似事件収生。
(2)受损线棒修复后,収电机正常运行7个月,表明修复措施是成功的,保证机组及时投产収电的同时保证了収电机的安全运行,创造了较大的经济效益。
(3)此种结极的収电机不吊出转子在机坑内进行磁枀拆卸及回装可行,工装简单、工期短、效益明显,存在一定的操作难度,须根据现场情况灵活掌握。
[1] 孙永鑫, 胡春秀, 刘东. 大型电机定子线棒防晕层电场的有限元研究[J]. 大电机技术, 2012(3): 5-8.
[2] 葛臣忠, 宁苏辉, 付 强, 等. 大型发电机定子绕组绝缘性能影响因素[J]. 大电机技术, 2014(3): 35-40.

杨晓玱(1982-),2009年毕业于华中科技大学高电压与绝缘技术专业,工学硕士,现从事水电站电气一次相关工作,工程师。
审稿人:满宇光
Fault Processing and Analysis of Stator Bar for Large Hydro-generator
YANG Xiaoling
(Jinping Hydropower Plant, Xichang 615000, China)
This paper introduces repairing and replacing of stator bars which were damaged in over-speed test of installation commissioning phase. The key of finishing replacing of stator bars in a shorter duration is how to dismantle magnetic poles. It is difficult to dismantle magnetic poles for this generator structure in pit. If lifting the generator rotor, there are big work-load and long overhaul period. The paper analyzes the feasibility of dismantling magnetic poles in generator pit, and introduces technologies of dismantling magnetic poles and replacing of stator bars. This project can be used for reference in the maintenance of other similar projects.
hydro-generator; stator bar; magnetic pole; fault processing
TM303.1
A
1000-3983(2015)06-0020-04
2015-03-30
猜你喜欢
水电与抽水蓄能(2022年3期)2022-07-17 12:29:52
科学家(2022年3期)2022-04-11 21:36:53
防爆电机(2021年1期)2021-03-29 03:02:46
测控技术(2018年2期)2018-12-09 09:00:52
电子制作(2017年1期)2017-05-17 03:54:12
照明工程学报(2016年3期)2016-06-01 12:18:01
电测与仪表(2016年2期)2016-04-12 00:24:42
云南电力技术(2015年2期)2015-08-23 01:31:52
河南科技(2015年15期)2015-03-11 16:25:47
电机与控制应用(2015年10期)2015-03-01 03:50:16
