
音梁加工机PLC控制系统设计
2015-06-23 16:25刘建春陈雄风汤辉煌杜欣宇许朝阳
厦门理工学院学报 2015年3期
刘建春,陈雄风,汤辉煌,杜欣宇,许朝阳
(1.厦门理工学院机械与汽车工程学院,福建厦门361024;2.漳州旭日乐器有限公司,福建漳州363002)
音梁加工机PLC控制系统设计
刘建春1,陈雄风1,汤辉煌1,杜欣宇1,许朝阳2
(1.厦门理工学院机械与汽车工程学院,福建厦门361024;2.漳州旭日乐器有限公司,福建漳州363002)
针对音梁尺寸规格多变的特点,采用可编程控制器作为控制系统核心,通过PLC控制双轴联动模块DVP-20PM实现音梁的大圆弧插补铣削加工,同时控制气缸和刀具电机,完成音梁的小圆弧铣削、削边等工作.设计触摸屏界面,方便用户完成加工参数的设定、加工机的启动停止等控制,并可实时显示各执行机构状态.生产实践证明,该控制系统可以全自动完成音梁配件常见尺寸规格的加工,减轻工人劳动强度,提高生产效率.
音梁加工机;PLC;DVP-20PM;气动系统;触摸屏;圆弧插补
音梁,也称力木或立木,不仅可提高乐器面板强度,而且让音波在乐器琴箱内做更多不同反射,每反射一次波长就改变一次,这许多不同波长的音波叠加在一起形成共振,音色就会更丰富.音梁加工机是用于加工乐器音梁配件的设备.目前,音梁加工企业大多采用传统的靠模加工方式,由于乐器种类多,造型各异,新的产品需要制造新的模板,因此生产周期长,很难满足生产节奏快变的需要.为了解决这个问题,本文通过PLC控制双轴联动模块设计了可进行柔性制造的音梁加工机控制系统.由于PLC拥有强大的逻辑控制功能,具有抗干扰能力强、可靠性高等优点,在许多生产领域中得到广泛应用:NIU Qin-zhou等将PLC控制系统应用到污水处理设备中,简化了设备的电气系统,提高了可靠性[1];张永聪等对铣切机对罗杰斯板的加工过程设计了PLC控制系统,提高了加工过程的自动化程度和生产效率[2];本文将PLC控制系统应用到音梁加工机中,不仅使设备的自动化水平和电气性能得到较大提高,还保证了设备的安全、稳定运行[3].
1 音梁加工机工作流程
音梁加工部位如图1所示.实际生产中,音梁长度、规格等大小经常变化,长度L由100多mm到400多mm,与面板粘合面接触的大圆弧半径R由1 000多mm到10 000多mm,而二边小圆弧和铣圆角边的尺寸变化较小.考虑到二边小圆弧和削边的尺寸变化较小,为了节省设备成本,这2部分分别采用仿形加工和成形刀具加工.工人只需根据工件尺寸大小,通过操作触摸屏设定相关参数,调整好相应的模板和成形刀具,然后按下启动按钮,音梁加工机就可完成各类尺寸工件的加工,包括铣大圆弧、铣小圆弧、削边加工.
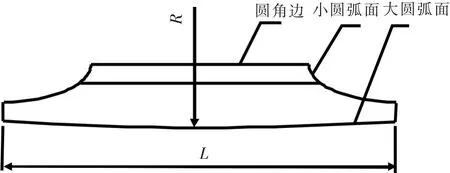
图1 音梁加工部位解析图Fig.1 Sound beam processing site
音梁加工机工作过程如图2所示.通气通电后,在触摸屏上按下复位按钮,加工机复位,各执行机构回到初始位置,第一工作平台回到A点.在触摸屏设定好被加工工件长度L、半径R后,按下启动按钮自动进行加工.

图2 音梁加工机工作示意图Fig.2 Working process of the sound beam processor
具体工作流程如下所示.
1)压实原料:当系统复位,工作平台回到A点时按下启动,定位销气缸顶出定位销后,进料气缸伸出,把毛坏从料架上推出顶到定位销后,气缸带动压块下降,压紧木料,延时0.2 s后,进料气缸缩回,定位销气缸带动定位销退下工作台面,完成压料过程.
2)加工大圆弧:定位销退回到位后输出到位信号给PLC,随后双轴联动模块DVP-20PM控制X轴、Y轴进行圆弧插补,加工大圆弧.
3)二次夹紧:当X轴、Y轴联动走到B点时,完成大圆弧的数控加工后停下.压料气缸松开,推料气缸伸出,把工件推出顶到第2个轨道的定位块,之后气缸压紧工件,推料气缸退回,挡块正转升起压住工件两端.
4)加工小圆弧:气缸推出、退回完成小圆弧的靠模加工,同时X轴、Y轴快速联动退回A点,然后挡块反转退回工作平台下面.
5)加工削边:第二平台推进气缸伸出,推动第2轨道平台移动,利用成形刀具完成削边加工.
6)加工完毕:当第二平台到达C点后停下,压料气缸松开,吹气电磁阀得电1 s,通过吹气把工件吹到料箱中,然后气缸缩回,第二平台返回D点,完成一个工件加工.
7)循环进料:在第2工序中,在二次压料气缸压料延时之后,推料气缸返回,X轴、Y轴均快速退回起点,当X轴返回到A点时送信号给气缸进料,如此自动循环工作.
2 气动系统设计
音梁加工机的主要动作归纳为定位销的顶起与退回、推料杆的进与退、压料块的夹紧与松开、靠模刀具的左移与右移、挡块的上升与下降、吹气阀的开与关、工作平台前进与后退、刀具的转动与停止等.这些动作分别由定位销气缸、进料气缸、一次压料气缸、推料气缸、二次压料气缸、靠模气缸、步进电机、伺服电机等完成[4].其中,气缸动作的执行主要是靠控制二位五通单线圈电磁阀和三位五通O型双线圈电磁阀.对定位销气缸、进料气缸、靠模气缸动作的执行采用二位五通单线圈电磁阀控制.对压料气缸动作的执行则使用三位五通O型双线圈电磁阀控制,这样可以保证当电磁阀3Y1、6Y1因意外突然断电时,电磁阀处于中位气缸保持前次状态不退回,确保工件依然处于压紧状态[5],防止意外发生.气动控制图如图3所示.
音梁加工机定位销的伸出与缩回是靠电磁线圈1Y完成动作.进料气缸的进退则靠电磁线圈2Y动作.加工机一次压料气缸的夹紧靠电磁线圈3Y1动作,松开则靠电磁线圈3Y2动作.推料气缸的伸出与缩回是靠电磁线圈4Y动作.二次压料气缸的夹紧靠电磁线圈5Y1动作,松开则靠电磁线圈5Y2动作.靠模气缸前进与后退是靠电磁线圈6Y动作.第二工作平台的前进与后退是靠电磁线圈7Y完成倒圆角动作.吹气的开与关是靠电磁线圈8Y动作.第一平台通过DVP-20PM联动模块控制两个伺服电机M1、M2完成圆弧插补.伺服电机M1由一个高频脉冲输出端口V1和一个脉冲方向输出端口K1控制,伺服电机M2则由另一个高频脉冲输出端口V2和一个脉冲方向输出端口K2控制.电磁阀与伺服电机动作可参考表1.
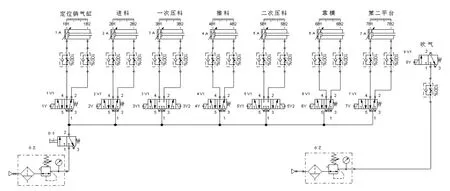
图3 音梁加工机气动控制原理图Fig.3 Pheumatic system of the sound beam processor
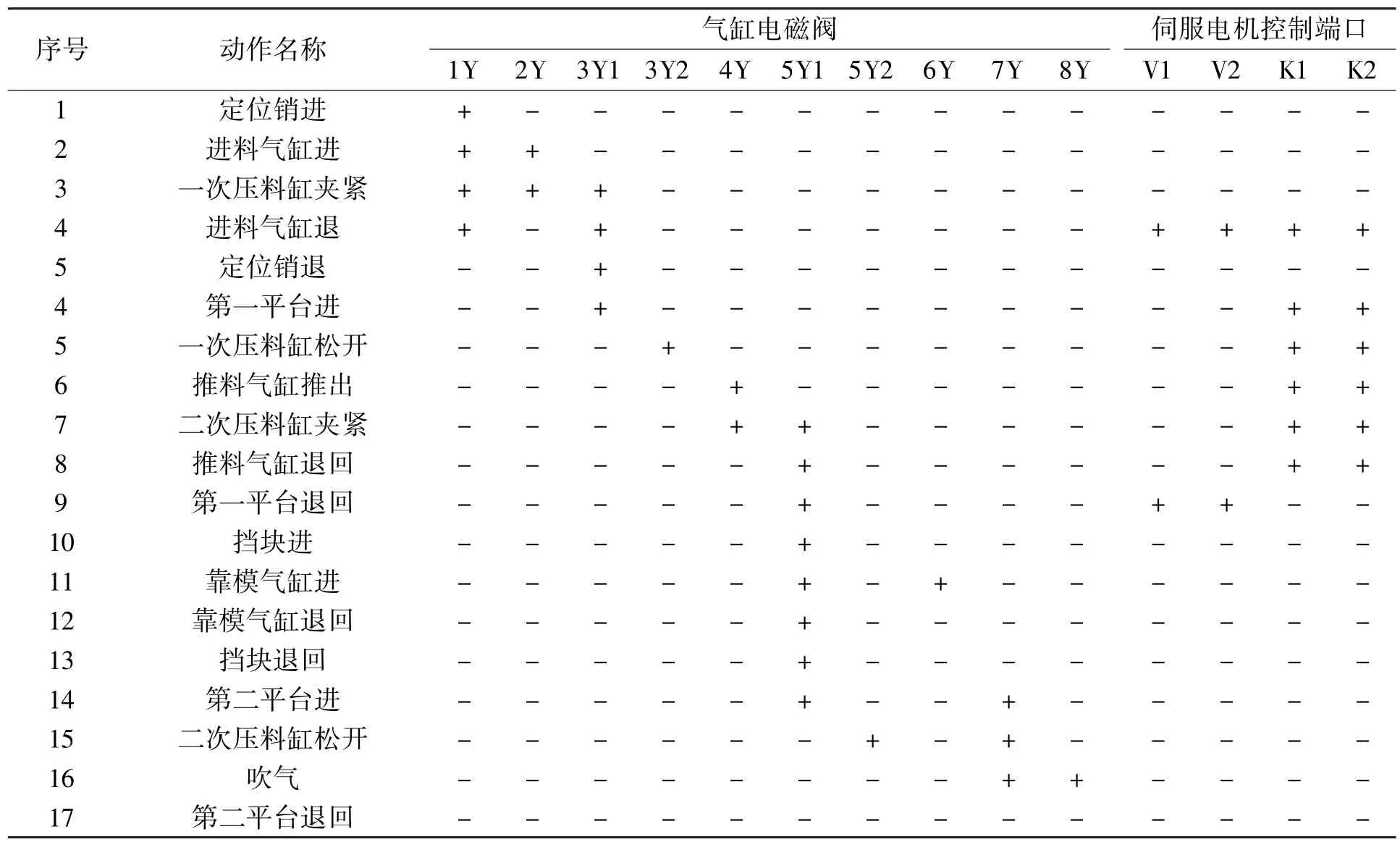
表1 电磁阀与伺服电机动作顺序TabIe 1 Motion sequence of eIectromagnetic vaIve and servo motor
3 PLC控制系统设计
3.1 控制器的选择
由于工件需要圆弧插补加工,因此控制器应具有双轴联动功能,同时需要至少两路的高频输出端口,用于控制挡块旋转的两个步进电机.
由于该控制系统所需传感器较多,输入端口需要29个,且需控制多个气缸及电机工作,输出端口需要18个.另外需预留部分I/O端口用于其他功能的扩展使用,综合性价比,采用台达PLCDVP64EHOOT2作为主控制器,外扩DVP-20PM,用于控制工件的大圆弧加工 .
DVP-20PM是一款具有运动控制专用功能的可编程控制器.DVP-20PM的最大特点是PLC主机直接提供电子凸轮功能,特别适合对位置控制和对即时回应有较高要求的定位应用场合.
3.2 PLC的I/O地址分配及系统控制原理图
加工机需要数字量输入29点,数字量输出18点,2个高频脉冲输出.输入包括28个磁性开关,1个急停按键.其他26个手动模式按钮、开启按钮、复位按钮等输入用人机界面来实现.输出包括控制10个电磁阀的信号,3个刀具电机,2个步进电机及相应的指示灯、报警器等.Y4~Y7预留,用于步进电机控制模块的扩展.PLC的I/O地址分配如表2所示.

表2 PLC I/O地址分配表TabIe 2 PLC IO address aIIocation tabIe
PLC控制器控制20PM模块、气动回路、各电磁阀等,触摸屏用于输入控制信号[7].使用多个磁性传感器检测执行气缸的工作状态以及工作台的位置.将传感器的检测信号传到PLC主控制器中,主控制器根据传感器检测到的信号,控制电磁阀、步进电机、双轴联动PLC模块动作.电磁阀用于控制气缸动作,双轴联动PLC模块用于控制2台伺服电机,伺服电机带动工作平台运动,进行圆弧插补加工.为了便于操作,增加了触摸屏人机界面.控制系统原理如图4所示.
3.3 PLC主程序设计
为了方便调试和维修,音梁加工机主要有2种运行方式:自动模式和手动模式.系统启动后默认为自动模式运行,若需要运行手动模式,只需在触摸屏上按下手动模式选择按钮即可.采用这种编程方法可以使编程简单化,同时增强程序的可读性,方便调试[8].
自动模式主要动作过程是顺序动作,完成一步动作之后,再进行下一步的操作.该控制系统是一个典型的步进顺序控制系统.对于步进顺序控制系统,常见的是采用步进顺序控制编程方法[9],相应的工作流程如图5所示.

图4 PLC控制原理图Fig.4 PLC controI principIe

图5 音梁加工机自动模式工艺流程图Fig.5 FIow chart of automatic process of the sound beam processor
3.4 圆弧插补程序设计
20PM模块控制2台伺服电机,电机连接丝杠带动平台的移动,分辨率为10 μm,即10 μm/ pulse,丝杆的导程为10 mm,X方向圆弧加工运动行程为1 m,加工时间5 s.根据上述参数可计算出20PM模块发出脉冲的速度,以及每移动1 mm需要发出的脉冲数.PLC发出圆弧插补请求后,首先要确认无任何运动子程序启动,然后根据圆弧加工长度L和半径R推算出X、Y轴的各自移动距离和整个插补过程的脉冲数,将其传送给20PM模块,控制X、Y轴的圆弧插补动作,其流程如图6所示.

图6 圆弧插补程序流程图Fig.6 FIow chart of circuIar interpoIation
3.5 报警模块程序设计
加工工程中需对可能出现的工件夹空、夹偏或无料加工等意外情况进行控制,下面以处理工件夹空为例进行说明.如图7所示流程图中,把压料气缸前进到上极限位置判定为压料夹偏或者夹空.此时压料气缸上限处传感器通电发出信号,压料压空标志位置1.标志位通电发出信号后定位销缸退回、进料缸退回、一次压料气缸退回、圆弧刀关、第一平台退回,从而保证了加工过程的安全性.
3.6 触摸屏设计
通过触摸屏对相关运动参数进行设定或修改,存贮在防掉电数据存储器中;在触摸屏设置权限,拥有相关权限才能进行加工机运动参数的修改,或进入手动模式进行操作.利用相应指示灯的亮灭,显示工作状态和加工机的运行状态,方便对音梁加工机的工作状态进行监控[10].如图8所示为触摸屏自动模式控制界面.
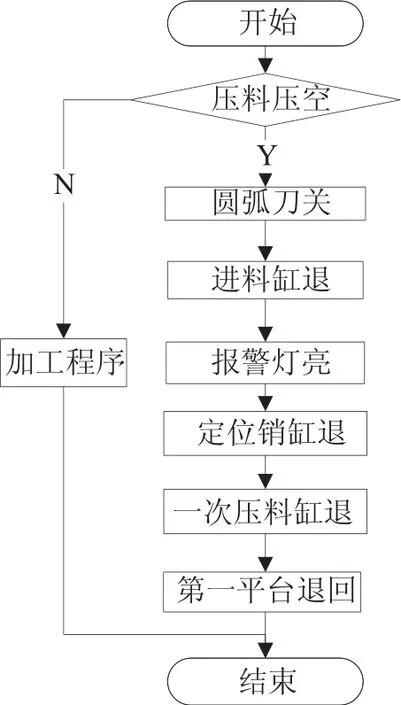
图7 压料压空程序流程图Fig.7 FIow chart of workpiece at partiaI pressure

图8 触摸屏自动模式控制界面Fig.8 Touch screen controI interface for automatic mode
4 结论
本文对音梁尺寸规格多变的特点,采用可编程控制器作为控制系统核心,通过PLC控制双轴联动模块DVP-20PM实现音梁的大圆弧插补铣削加工,同时控制气缸和刀具电机,完成音梁的小圆弧铣削、削边等工作.实践证明,该控制系统可以稳定实现各类尺寸工件的加工,能加工的音梁长度L尺寸范围为100~500 mm,半径R尺寸范围为600~10 000 mm.控制系统减少了中间环节,降低人工成本,提高生产效率,成品率提高5%左右.
[1]NIU Qin-zhou,JIA Wei,YAN Fei.Based on PLC control system in the application of wastewater treatment plant[J]. Advances in Intelligent Systems and Computing,2013(18):45-51.
[2]张永聪,张晨曦,王晓奎.PLC在CGJ-100铣切机控制系统中的应用研究 [J].组装技术与设备,2014(9):61-65.
[3]易正辉.PLC在机电一体化生产系统中的应用分析 [J].科技创新与应用,2014(31):98.
[4]曾珊琪,江勇,赵雪妮.袋泡茶自动装盒机PLC控制系统设计 [J].包装工程,2013,34(13):83-85.
[5]刘建春,刘振铭.高频淬火机械手PLC控制系统设计 [J].液压与气动,2010(5):1-4.
[6]陈秀芳,陈兴洲,顾爽.塔酥面坯分切机控制系统设计 [J].自动化应用,2014(9):57-58.
[7]王月芹,周保廷,朱伟博.基于PLC的锁螺丝自动化控制系统设计 [J].制造业自动化,2014,36(9):152-156.
[8]钟肇新,范建东,冯太合.可编程控制器原理与应用 [M].北京:中国电力出版社,2008.
[9]张宏林.PLC应用开发技术与工程实践 [M].北京:人民邮电出版社,2008.
[10]薛迎成.PLC与触摸屏控制技术 [M].北京:中国电力出版社,2008.
Design of PLC Control System of the Sound Beam Processor
LIU Jian-chun1,CHEN Xiong-feng1,TANG Hui-huang1,DU Xin-yu1,XU Chao-yang2
(1.School of Mechanical&Automotive Engineering,Xiamen University of Technology,Xiamen 361024,China;2.Zhangzhou XURI Musical Instrument Co.Ltd.,Zhangzhou 363002,China)
Adapting to the much varied sizes of sound beams,a control system was designed using the programmable controller as the core,the programmable logic controller(PLC)control biaxial module DVP-20PM for large circular interpolation milling of the sound beam,and controlled cylinder and the cutter motor to finish small arc milling,edge cutting.A touch screen interface was also designed for convenient setting of the processing parameters,start/stop of the machine,and real-time display of the parts.Manufacturing practice shows that the PLC control system can finish the processing of sound beam processors with common dimensions automatically with improved efficiency and lower labor-intensity.
sound beam processor;programmable logic controller;DVP-20PM;pneumatic system;touch screen;circular interpolation
TH138
A
1673-4432(2015)03-0001-07
(责任编辑 李 宁)
2015-03-24
2015-05-07
福建省科技计划重点项目 (2012H0042);厦门市科技计划项目 (3502Z20131156)
刘建春 (1972-),男,教授,博士,研究方向为数控与机器人应用技术.E-mail:xmjcliu@163.com
猜你喜欢
锻压装备与制造技术(2022年2期)2022-05-11
建材发展导向(2022年4期)2022-03-16
模具制造(2021年10期)2021-11-20
探索科学(学术版)(2020年7期)2021-01-13
科学技术创新(2020年6期)2020-04-18
模具制造(2020年12期)2020-02-06
装备制造技术(2019年12期)2019-12-25
电子制作(2018年19期)2018-11-14
知识就是力量(2018年7期)2018-07-11
制造技术与机床(2017年3期)2017-06-23
