
Flexibility of MIP Technology
2015-06-22 14:38
中国炼油与石油化工 2015年3期
(SINOPEC Research Institute of Petroleum Processing, Beijing 100083)
Flexibility of MIP Technology
Tang Jinlian; Gong Jianhong; Xu Youhao
(SINOPEC Research Institute of Petroleum Processing, Beijing 100083)
The flexibility of MIP technology to meet market demand is mainly introduced in this study. Their commercial application and technical principle are analyzed too. The MIP technology with wide feed adaptability can form a good combination with other technologies. The MIP technology has been applied extensively in China. Based on this platform, the CGP, MIP-LTG and MIP-DCR technologies have been developed, which can further improve the flexibility of MIP technology. Based on its novel reaction control technique with a sole sequential two-zone riser, the MIP users can easily switch to different operating modes between producing either more clean gasoline and propylene or diesel through changing the catalysts and varying the operating conditions. That offers MIP users with enough production flexibility and a rational production arrangement to meet the market demand. The MIP-DCR technology with less dry gas and coke yields can provide a more flexible operating mode since the catalysts to oil ratio has become an independent variable.
MIP technology; feed adaptability; good combination; operation flexibility; multiple operation modes; reduction of dry gas and coke
1 Introduction
Faced with an increasingly stringent gasoline specification, there is an urgent need for progressive reduction of olefins, benzene, aromatics and sulfur contents in motor gasoline. In China, a new specification (GB17930—2011) for controlling these harmful substances in unleaded gasoline has been put into effect on May 12, 2011. It requires gasoline to contain ≤28% of olefins, ≤40% of aromatics,≤1.0% of benzene and <50 μg/g of sulfur. Since the FCC gasoline currently makes up over 75% of the whole commercial gasoline pool in China, it is very urgent to reduce the olefin content in FCC gasoline.
To produce more clean FCC naphtha with lower olefin content, the SINOPEC Research Institute of Petroleum Processing (RIPP) has developed a novel FCC technology called the MIP (Maximizing Iso-Paraffins) process since 2000[1-2]. The MIP principle is based on the formation and conversion of olefins in two different reaction zones. Olefins are at first formed in the 1stzone, and then after entering the 2ndzone are transformed to isoparaffins and aromatics via isomerization and hydrogen transfer reactions. So a novel sequential two-zone riser, including specifically the 2ndzone with a larger diameter, is regarded as a sole characteristic of the MIP technology.
Based on the MIP process, anther CGP process was then developed for producing more propylene along with cleaner gasoline in 2005[3]. Since then the MIP-LTG technology[4-5]for producing high-octane gasoline and the MIP-DCR technology[6]for further reducing the dry gas and coke yield had been commercialized in 2010 and 2011, respectively. So far the whole MIP platform technologies thereby have been formed. It should be pointed out that not only the MIP platform technologies can decrease the gasoline olefin content, but also can strengthen the bottoms cracking ability with a higher gasoline yield to meet the market demand for propylene.
Based on the above advantages, the MIP technology has been promptly promoted to everywhere of the whole country. Since the first MIP unit was commercialized at the Shanghai refinery, Sinopec, in 2002, up to now 50 FCC units applying the MIP platform technology have been running smoothly in China. The capacity of a largest one reaches 3.5 Mt/a. The total processing capacity of units applying the MIP platform technology has reached about 81 Mt/a, accounting for over 50% of total domestic FCC units’ capacity.
2 Flexibility of MIP Technologies
2.1 Feed adaptability of MIP
As a platform technology, the MIP process has a comprehensive feed adaptability including VGO, CGO, AR, VR, HVGO, RDS and DAO, and so on. The MIP feed density can be changed from 880 kg/m3to 940 kg/m3, and the feed CCR (Conradson carbon residue)—from 0 to 8 wt%, the nitrogen content—from 0 to 3.5 wt%, the nickel content—from 0 to 20 μg/g, and the vanadium content —from 0 to 15 μg/g. The MIP technologies can achieve higher total liquid yield along with higher gasoline and liquefied petroleum gas (LPG) yields, and lower dry gas and slurry yields regardless of whether the hydrogenated heavy oil, or the hydrogenated gas oil, or atmospheric residue are used as the feedstock[7].
The 2nd zone of MIP unit, operating at lower temperature with longer residence time of reactant stream, is able to strengthen the bottoms cracking ability. So, the MIP units are able to process heavier and inferior feedstocks. At present the current supply of inferior oil is increasing, which means that FCCUs using MIP technology have some flexibility in the choice of suitable feedstocks.
2.2 Combination of MIP with other technology
The MIP technology can provide a good combination with other technology including its feedstock hydrotreating and products hydrofining processes, in particular the hydrodesulfurization of FCC gasoline[8-10]. By taking the RSDS technologies for processing the MIP gasoline as the example, the commercial data are listed in Table 1. The feedstock of MIP unit is the same as that used for FCCU. It can be seen from Table 1 that the MIP gasoline has a lower RON loss and a lower antiknock index loss compared with conventional FCC naphtha upon being subject to hydro-desulfurization. At the similar desulfurization (DS) efficiency, the RON loss of MIP gasoline after treatment by RSDS process is lower by about 0.2—1.0 unit as compared with that of the conventional FCC gasoline.
The MIP gasoline has lower RON loss after hydro-desulfurization because of its special composition. Firstly, the MIP gasoline has lower olefin content. The MIP technology is able to control gasoline olefin content in the rangeof from 15V% to 35V%. Then most of MIP gasoline olefins are isomeric in structure, and they are not readily to be saturated during the hydro-desulfurization process. Lastly but not the least, the coefficient of sulfur transfer (CST) of the MIP process is equal to only about 2%—7%, which is much lower than the CST of conventional FCC process, which is equal to about 5%—15%. Here the coefficient of sulfur transfer is defined as the sulfur content in gasoline divided by the sulfur content of feedstock and multiplied by 100%, which means that when the same feedstock is introduced into the MIP unit and the conventional FCCU, the MIP gasoline would have lower olefin and sulfur contents and higher iso-olefin content, and therefore the RON loss of MIP gasoline after the desulfurization process is certainly lower. When it is required to produce automotive gasoline meeting the Euro V standard with a sulfur content of less than 10 μg/g, the MIP technology has an incomparable advantage over the conventional FCC technology.

Table 1 Commercial examples of desulfurization of MIP gasoline in comparison with conventional FCC gasoline
2.3 Multiple operation modes of MIP technology
The MIP technology means a new FCC process with a maximized iso-paraffins yield. Compared with the conventional FCC process, the MIP technology has the following characteristic features[1-2,7], viz. :(1) Achieving higher gasoline yield, since the MIP gasoline yield is higher by about 4—5 percentage points than the conventional FCC gasoline; (2) Producing cleaner gasoline, which means that the MIP process can reduce both gaso-line olefins content by 20 to 50 percent and sulfur and benzene contents by 20 to 40 percent, while improving the MON rating at the same time; (3) Increasing the isobutane (feedstock for alkylation) content up to 40 percent in LPG; (4) Achieving higher total liquid yield and less dry gas and slurry yield; and (5) Realizing lower energy consumption.
The CGP means a MIP process aiming to maximize the production of “Cleaner Gasoline & Propylene”. The CGP technology has the same characteristics as the MIP process including production of cleaner gasoline, and achieving higher iso-butane yield, higher total liquid yield, less dry gas and slurry yields, and lower energy consumption as mentioned above. The CGP technology has higher yield of propylene and LPG[3]thanks to its excellent features. The CGP technology should use proprietary catalyst named the CGP series, and the operating conditions are slightly severer.
Another operation mode of MIP process aiming at production of clean gasoline coupled with production of diesel fraction has been adopted by the PetroChina Jinxi Petrochemical Branch Company. The diesel mode of MIP process maximizes the output of clean gasoline while maintaining the yield and quality of diesel fraction basically unchanged, which can be achieved just by adjusting the operating conditions too.
With the above-mentioned three different operation modes, the MIP users can choose the desired operation mode to meet market demand just by adjusting the operating parameters and changing the catalysts. The example data are presented in Table 2. It can be seen from Table 2 that the LPG yield is increased by 5.36 percentage points and the gasoline RON is increased by 1.7 units when the Unit YS is switched from the MIP gasoline mode to the CGP mode to guarantee the yields of both gasoline and LPG. When the Unit YS is switched from the CGP mode to the MIP gasoline mode again, the gasoline yield is increased by 4.12 percentage points. The Unit JX by using the MIP technology, as another example, has switched from the gasoline mode to the diesel mode, with its diesel yield increased by 6.05 percentage points.
MIP and CGP are two typical commercial modes, and each of them can be easily switched to the other by changing the catalysts and varying the operating conditions, which can be realized thanks to the special reaction system of MIP technology. The 2nd zone of the MIP unit is a fast fluidized bed operating at a bigger catalyst/oil ratio and a longer residence time, which is conducive to the production of LPG.
The multiple operation modes of MIP technology offer its users with enough production flexibility and a rational production arrangement. So that, the refineries adopting the MIP technology are able to constantly become more competitive and can better adapt to market changes.

Table 2 Commercial examples of transition between MIP multiple operation mod
2.4 More flexible control of MIP operating parameters
The MIP reaction system is different from the conventional FCC system. The reaction temperature in the MIP process is controlled by temperature at the outlet of Zone 1, rather than the temperature at riser outlet in the conventional FCC process. Zone 1 of the MIP reaction system is a dilute pneumatic transport section, which is operated at high temperature and short residence time. Zone 2 is a fast fluidized section, which is operated at a lower temperature and a longer residence time. Not only the cooling medium such as water and gasoline but also the cold catalyst can be injected into Zone 2. So the temperature control in the MIP system is more flexible and the yield of dry gas is lower than that in the conventional FCC process. Industrial examples of many MIP units have showed that the MIP technology can decrease the yield of dry gas by 30%—60%, as showed in Table 3.
In comparison with the operating indicators of FCC unit before MIP revamp, the MIP process could decrease the yield of dry gas by 35% and the slurry yield by 33.3% as depicted in Table 3. Meanwhile, the MIP technology could increase the gasoline yield by 10.0% and the total liquid yield by 2.5%.
FCCU can improve the yield and quality of products through changing the operating parameters, in particular the temperature and the catalyst/oil ratio. FCCU is an autothermal equilibrium unit, so it is impossible to adjust the catalyst/oil ratio when the temperature is fixed. It is generally accepted that the catalyst/oil ratio in FCC process is a non-independent variable. However, the development of MIP-DCR technology has broken that limitation. The MIP-DCR technology was developed at the beginning in order to reduce the dry gas and coke yields[6]. A special catalyst blending chamber was set at the bottom of pre-lift section of the MIP riser, in which the cold catalysts from the catalyst cooler were mixed with the regenerated catalysts. The contact temperature difference between the feed and the catalyst is reduced by the mixing action. The thermal cracking reaction is reduced too. So the yields of dry gas and coke are also decreased. This is one of the operating modes of the MIP-DCR technology, aiming to improve the product yield. The catalyst/oil ratio remains unchanged and is tantamount to that adopted in the common process of MIP technology. Another operating mode of the MIP-DCR technology aims at increasing the catalyst/oil ratio. The catalyst/oil ratio in the MIPDCR technology becomes an independent variable, making the MIP operating mode more flexible in operation.
In order to reduce the dry gas and coke yields and produce more value-added liquid products, the operating mode of the MIP-DCR technology for improving liquid products yield is often used at the refinery. The commercial data ofMIP-DCR technology for improving the liquid products yield are also listed in Table 3. It can be seen from Table 3 that compared with the MIP technology without mixing of cold catalysts with regenerated catalysts, the MIP-DCR technology could decrease the dry gas yield by 15.5% and the coke yield by 4.1%, with the LPG yield increased by 2.5% and the gasoline yield increased by 3.3%. In the meantime by means of the technique for mixing cold catalysts with the regenerated catalysts, the total liquid yield could be increased by 2.4%.
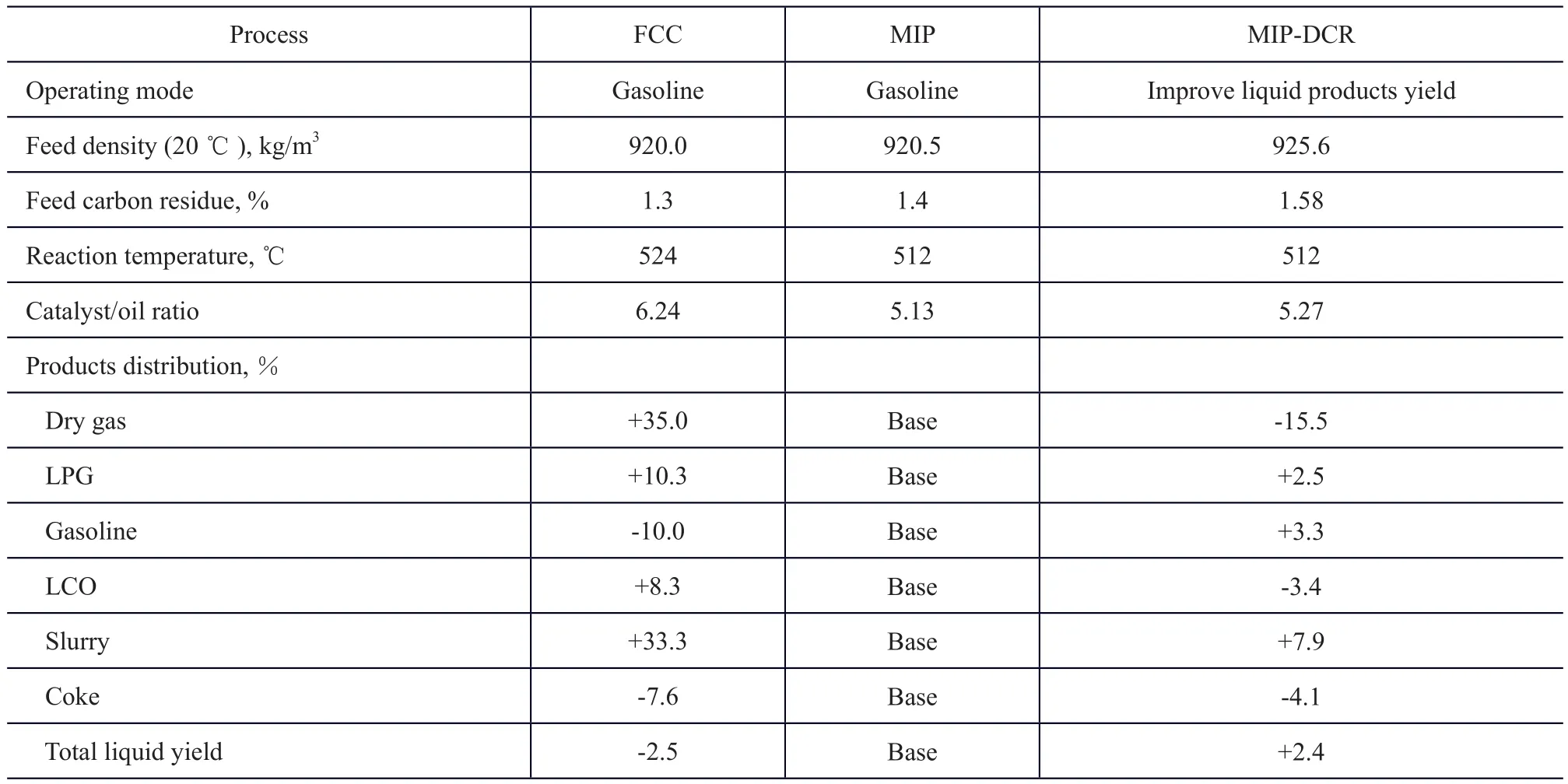
Table 3 Industrial examples of MIP-DCR operating modes
Up to now, there are 6 MIP-DCR units in operation, among which 2 units are located in Jiujiang, and others are separated in Hohhot, Changling, Beihai and Gaoqiao. By using the MIP-DCR technology, the dry gas and coke yields are reduced, while the LPG and gasoline yields are increased along with a lower LCO yield.
3 Conclusions
(1) The MIP technology has been applied widely in China. Based on this platform, the CGP, MIP-LTG and MIP-DCR technologies have been developed to further improve the flexibility of MIP technology.
(2) The MIP technology with wide feed adaptability has formed a good integration with other hydro-desulphurization processes, which can provide a better choice since this combination is favorable to the reduction of gasoline octane loss.
(3) The multiple operation modes of MIP process, including the MIP mode with a higher gasoline yield, the CGP mode for maximizing the production of Cleaner Gasoline & Propylene, or the diesel mode aiming to produce clean gasoline coupled with an increased output of diesel, have been developed based on its novel reaction control technology with a sole sequential two-zone riser. The different modes can be easily switched by changing the catalysts and varying the operating conditions. The multiple operation modes can offer MIP users with enough production flexibility and a rational production arrangement to meet the market demand.
(4) The MIP-DCR technology with less dry gas and coke yields can provide a more flexible operating mode since the catalysts to oil ratio has become an independent variable.
[1] Xu Youhao, Zhang Jiushun, Long Jun. MIP— a new FCC process for manufacture of clean gasoline component [J]. Petroleum Processing and Petrochemicals, 2001, 32 (8): 1-5 (in Chinese)
[2] Xu Youhao, Gong Jianhong, Long Jun, et al. Experimental study on the concept of two reaction zone in the FCC process aimed at maximization of isoparaffins[J]. Acta Petrolei Sinica (Petroleum Processing Section), 2004, 20(4): 1-5 (in Chinese)
[3] Dharia D, Long Jun, Xu Youhao, et al. Consider new processes for clean gasoline and olefins production[J]. Hydrocarbon Processing, 2011, 90(9): 85-89
[4] Cui Shouye, Xu Youhao. Study on the selective catalytic conversion of light diesel fraction[J]. Petroleum Processing and Petrochemicals, 2009, 40(12): 1-7 (in Chinese)
[5] Jiang Nan, Xu Youhao, Cui Shouye. Study on paramters of MIP-LTG process for maximizing gasoline [J]. Petroleum Processing and Petrochemicals, 2014, 45(3): 35-39
[6] Gong Jianhong, Xu Youhao, Cai Zhi, Xie Keqian. Development and commercial application of MIP-DCR process[J]. Petroleum Processing and Petrochemicals, 2013, 44(3):6-12 (in Chinese)
[7] Tang Jinlian, Cui Shouye, Cheng Congli. Advantage of MIP series technology in increasing total liquid yield [J]. Petroleum Processing and Petrochemicals, 2015, 46(4):29-32 (in Chinese)
[8] Li Mingfeng, Xi Yuanbing, Pan Guangcheng, et al. Options of selective hydrodesulfurization process scheme for treating FCC gasoline[J]. Petroleum Processing and Petrochemicals, 2010, 41(5): 1-5 (in Chinese)
[9] Qu Jinhua, Xi Yuanbing, Li Mingfeng, et al. Development and commercial application of RSDS-II technology for selective hydrodesulfurization of FCC naphtha[J]. China Petroleum Processing and Petrochemical Technology, 2013, 15(3): 1-6
[10] Zhang Lei, Wang Xinjian, Xu Hongjun, et al. Key parameters in production of high quality gasoline by selective HDS process[J]. Petroleum Processing and Petrochemicals, 2014, 45(11): 70-73
date: 2015-05-05; Accepted date: 2015-06-24.
Dr. Tang Jinlian, Telephone: +86-10-82369216; E-mail: tangjinlian.ripp@sinopec.com.

- 中国炼油与石油化工的其它文章
- Catalytic Hydrogenation of Methanol-Containing Effluent from Epoxidation of Propylene
- Synthesis of Biodiesel Using ZrO2Polycrystalline Ceramic Foam Catalyst in a Tubular Reactor
- Investigation of Swelling and Dissolution Process of Natural Rubber in Aromatic Oil
- Optimization of High-Gravity Chelated Iron Process for Removing H2S Based on Response Surface Methodology
- Studies on the Hydrogenation of Acetonitrile over Fresh Mo2C/γ-Al2O3Catalyst by In-situ IR Spectroscopy
- Lubricant Biodegradation Enhancers: Designed Chemistry and Engineered Technology