长杆零件热顶镦模的设计与改进
2015-06-21 10:41:39蒋晓梅庞利军赵先锋王志燊内蒙古北方重工业集团有限公司
锻造与冲压 2015年3期
文/蒋晓梅,庞利军,赵先锋,王志燊·内蒙古北方重工业集团有限公司
长杆零件热顶镦模的设计与改进
文/蒋晓梅,庞利军,赵先锋,王志燊·内蒙古北方重工业集团有限公司

蒋晓梅,内蒙古北方重工业集团公司360工程产业化保障部综合管理科科长,先后从事冲压、热处理技术及设备管理与质里管理工作。参与建设“360工程”项目,主要负责两台主机及辅机机械设备的安装调试与设计完善改进工作。拥有1项专利。
图 1为高速公路围栏防护设施工程中所需的六角头高强螺栓。材料为35钢,零件杆长是170.5mm,直径是16mm。该类零件一般采用摩擦压力机或其他专用设备热顶镦生产。由于我公司现有摩擦压力机吨位仅为60t、160t和250t,这几种摩擦压力机滑块行程不能满足送料和出件所需的距离。为解决此问题,设计一套能够满足零件杆长为50~200mm的顶件装置。经过在250t摩擦压力机上试压后,效果理想,能自动顶出零件,提高了工效,减轻了工人的劳动强度,同时保证了产品质里,实现了在压力机上热顶镦长杆零件的需求。此外,针对热镦时凹模易裂问题,在普通热镦模基础上,对其结构进行了设计改进。
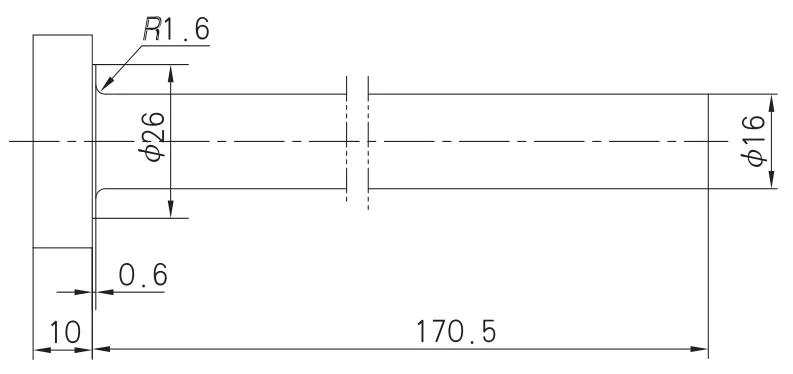
图1 六角头高强螺栓
工艺分析
零件特点
该零件的杆长与直径比为10.6。在一般压力机上热镦,要求在滑块行程短的情况下解决送料和出件问题,这无疑是个难题。该零件的螺纹部分为滚压成形,要求保证镦出的零件长度。另外,毛坯的下料长度一定要准确,如果毛坯料不足,材料充不满模膛,在零件头部形成缺陷,不仅影响零件美观,也有可能造成零件报废。如果毛坯料太长,会形成飞边,这样还须设计一套切边模,增加了模具制造费用,造成不必要的经济损失。
毛坯下料计算
经计算,毛坯下料长度l=202mm,因为是热顶镦成形,考虑到热收缩里。一般取毛坯长度的0.7%,l毛坯=203.4mm。锻造工艺流程为:下料→加热顶镦→退火→滚光→滚丝→热处理。加热温度为850~950℃。
模具结构与工作原理
高强螺栓普通热顶镦模结构
高强螺栓普通热顶镦模结构如图2所示。
改进后热顶镦模结构
改进后热顶镦模结构如图3所示。上模由带模柄的上模板、上垫板、上模镶块和导向套组成,并通过螺钉和销钉固连在一起。上模镶块依靠导向套定位。下模包括:模膛、垫块、固定圈、冷却外套、下垫板、下模板以及顶件器和水嘴等。模膛由垫块和固定圈定位,并通过螺栓固定在下模板上。冷却外套上设有密封装置,冷却水自水嘴1进入,冷却模膛后从水嘴2流出,制件最终由顶件器顶出。
工作原理
上模固定在滑块上,调节好顶件器,开启模具,毛坯加热后放入下模膛。当滑块向下运动时,上模导向套自动找正,滑块继续下行至模具闭合,毛坯充满模膛形成六角头。滑块向上回程,带动拉杆拉起顶件器,使锻件退出,然后再进行下一次加工。
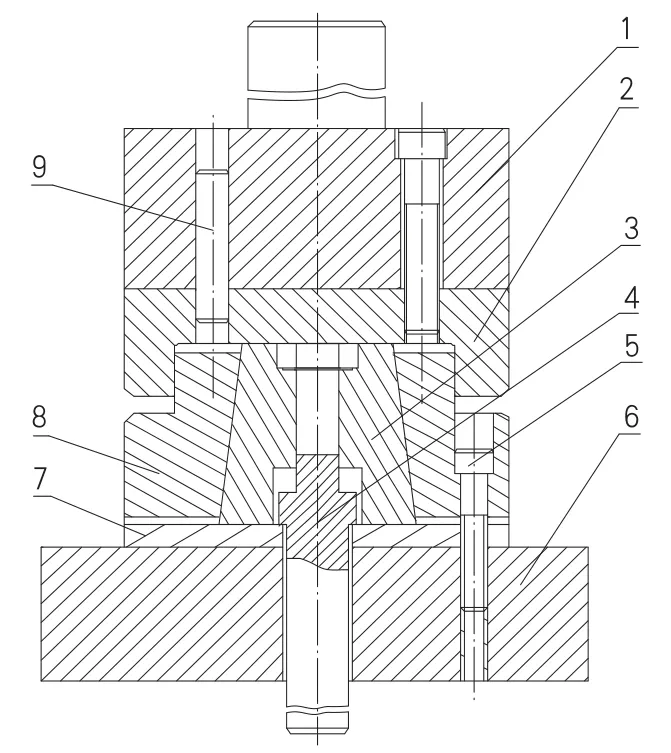
图2 高强螺栓普通热顶镦模结构
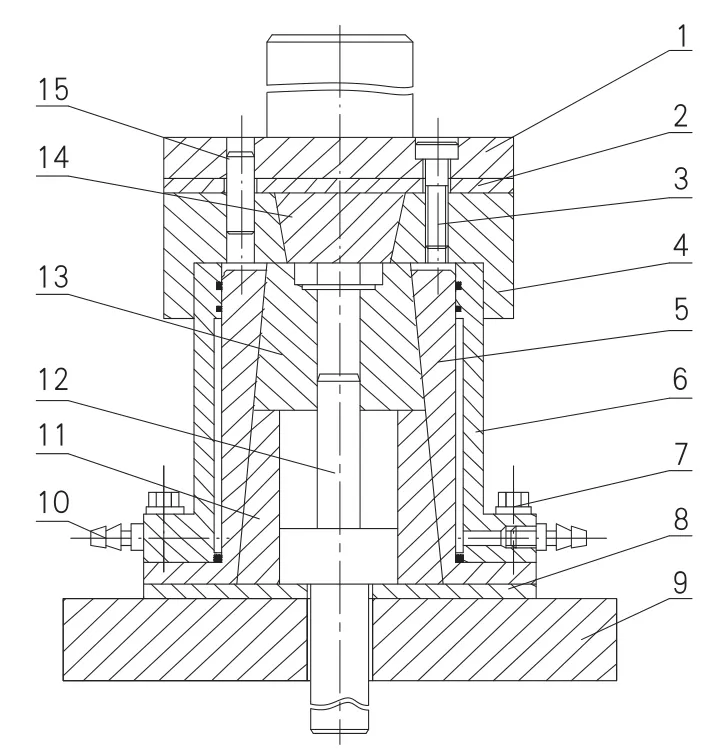
图3 改进后热顶镦模结构
模具结构设计
上模和模膛设计
模具工作部位采用材料为3Cr2W8V,为了节约模具费用,采用镶块结构,更换维修也方便。
顶料装置设计
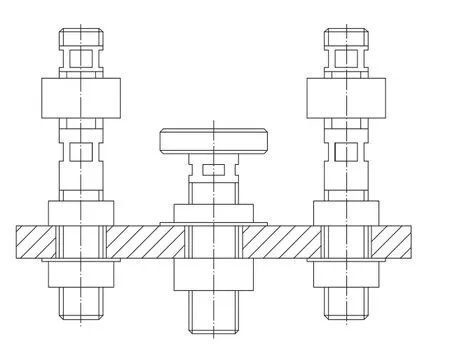
图4 顶料装置
为解决送料和出件问题,设计如图4所示的顶料装置。顶料装置直接固定在设备上,回程时滑块带动拉杆,顶件器顶出零件。尽管采用顶料装置,上、下模开启高度必须保证毛坯能够放入模膛,否则需另选设备。
冷却外套设计
在生产过程中模膛温度逐渐升高热胀,容易导致零件脱模困难,造成零件杆部弯曲,同时也会影响到模具的使用寿命。并且在模具生产几十件后,就需停下来冷却,工人劳动强度大,工作效率也低。因此在模具上采取冷却措施,设计了循环水冷却外套。在工作台附近放置一个水箱,利用循环水来冷却模具,这样就可以保持模膛恒温。冷却外套结构如图5所示。
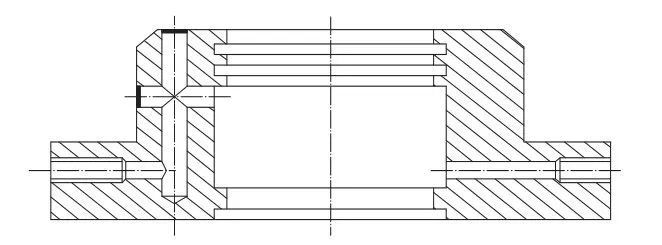
图5 冷却外套结构
结束语
⑴顶料装置的设计实现了在一般行程压力机上热顶镦长杆类零件的需求。实现了自动出件,使零件全部顶出模膛。避免了手工取零件的繁重体力劳动,保证了安全生产。
⑵由于毛坯计算准确,不需要切边模,节省了一套模具,提高了经济效益。
⑶模具结构简单,工作部位采用镶块结构,易损件容易更换,维修方便。从而缩短了模具制造周期,节约模具材料,降低了制造成本。冷却外套的设计解决了凹模易裂问题,延长了模具寿命。
⑷模具通用性强。通过更换模膛就可以实现其他形状的螺栓的锻造生产。顶料装置能适用于其他压力机加工长杆类零件的需要,模具操作灵活,质里稳定。
猜你喜欢
锻压装备与制造技术(2021年2期)2021-07-19 08:50:52
锻压装备与制造技术(2021年2期)2021-07-19 08:50:44
铝加工(2020年3期)2020-12-13 18:38:03
制造技术与机床(2019年9期)2019-09-10 07:36:20
制造技术与机床(2018年12期)2018-12-23 02:41:00
制造技术与机床(2017年7期)2018-01-19 02:29:47
设备管理与维修(2016年5期)2016-03-16 02:20:51
Coco薇(2015年11期)2015-11-09 12:41:12
Coco薇(2015年1期)2015-08-13 02:07:03
锻压装备与制造技术(2015年2期)2015-06-26 09:00:11