
大螺旋角内螺纹铜管成形工艺参数控制
2015-06-21 11:53刘劲松沈阳理工大学材料科学与工程学院中国科学院金属研究所
锻造与冲压 2015年12期
文/刘劲松·沈阳理工大学材料科学与工程学院,中国科学院金属研究所
吴金虎,张士宏·中国科学院金属研究所
大螺旋角内螺纹铜管成形工艺参数控制
文/刘劲松·沈阳理工大学材料科学与工程学院,中国科学院金属研究所
吴金虎,张士宏·中国科学院金属研究所

刘劲松,中国科学院金属研究所高级访问学者,沈阳理工大学副教授,主要从事精密铜管加工工作,主持和参加精密铜管铸轧工艺科研多项,2014年获得中国有色金属工业科学技术奖一等奖,拥有3项专利、软件注册2项,发表论文30余篇,出版相关书籍4部。
大螺旋角内螺纹铜管是一种新型高效节能的传热元件。大螺旋角内螺纹铜管的加工技术要求非常高,成形机理复杂,缺乏系统的工艺分析设计方法。本文介绍了大螺旋角内螺纹铜管的生产工艺流程,并阐述了大螺旋角内螺纹铜管成形工艺中的关键质量控制因素。
内螺纹铜管,作为一种新型高效的传热元件,已经取代传统的光管,广泛应用于空调系统的冷凝器和蒸发器中。随着国家节能环保的要求,节能、高效已经成为制冷领域的发展方向。普通内螺纹铜管已不能适应该要求,为了提高普通内螺纹铜管的传热效率,各铜管生产企业纷纷开发了不同规格的大螺旋角内螺纹铜管产品。
大螺旋角内螺纹铜管的加工技术要求非常高,成形机理又十分复杂,需要经过熔铸、联拉、减径盘拉、内螺纹成形、精整退火等工序,因此确定各个工序的成形工艺参数是得到合格内螺纹铜管产品的前提。
内螺纹铜管的生产工艺流程如图1所示,电解铜经熔化水平连铸以后,经轧制、三联拉、盘拉各工序被加工成具有一定直径和壁厚要求的光管,然后对光管进行在线退火,进而经过滚珠旋压成形得到内螺纹铜管。内螺纹滚珠旋压成形对光管管坯有一定的性能要求,因此,光管管坯性能的好坏直接影响了内螺纹铜管的成形合格率的高低。所以,为了提高内螺纹铜管产品的合格率和生产效率,对水平连铸、行星轧制和拉拔等工序关键质量控制点进行了一定的研究,是得到性能合格的光管管坯必不可少的。

图1 内螺纹铜管成形工艺
水平连铸
铜管水平连铸工艺流程如图2所示。铜管水平连铸工艺的整个生产过程是:首先,把电解铜板加入到熔化炉中,待铜板充分熔化之后,倾倒熔化炉使熔融的铜液经过流槽流入到保温炉内,铜液在静压力的作用下流入结晶器中,遇到一次冷却水强冷的结晶器,在结晶器内壁开始凝固成具有一定强度的坯壳,然后由牵引机牵出结晶器,同时铸坯表面受到二次冷却水直接喷射冷却,待铸坯达到一定长度时锯切,然后进入下一道工序。紫铜水平连铸的关键控制点主要包括:熔炼、牵引和锯切。
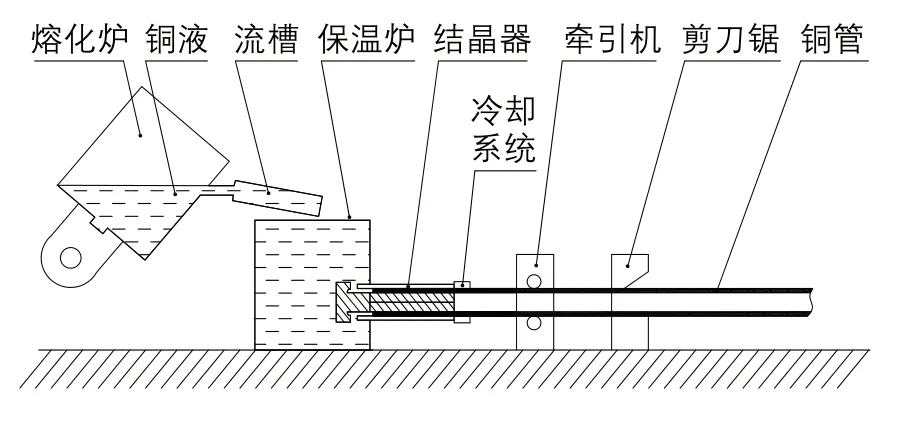
图2 水平连铸工艺流程图
熔炼
合理的熔炼工艺参数能为水平连铸提供优质的金属液。铜及铜合金熔炼设备主要是工频感应电炉。熔炼工序的关键质量控制点包括:熔炼温度、加料顺序及方法和金属液面的覆盖。
⑴熔炼温度。
熔炼温度是一个重要参数,在一定温度范围内,温度愈高,金属液的粘度愈小,流动性越好,充型能力越好;反之,则充型能力差。但是,温度过高,金属液吸气多,氧化严重,使铸坯晶粒粗大,容易出现缩孔、疏松与气孔等缺陷。温度太低,将阻碍铜液内非金属杂质的上浮,不利于铜液的净化。同时,温度降低,铜液粘度增大,降低铜液流动性。因此选择合适的熔炼温度就显得非常重要。一般熔化炉正常设定温度1175℃,检修或停产时设定温度1200℃进行保温。保温炉正常温度设定1160℃,保温炉的工作温度控制在(1160±10)℃,随生产状态调整设定值,检修或停产时设定温度1150℃。
⑵加料顺序及方法。
在加料前应计算好需要加料的质量,先加入一部分电解铜板,然后加磷铜合金、工艺废料,最后加入其余部分的电解铜板。加入磷铜合金是为了对熔体除气和脱氧,此时要控制好磷含量。一般熔化炉磷含量控制在180~220ppm范围内,铸造炉磷含量控制在180~230ppm范围内。
加料的时候要等到熔化炉达到一定温度才能加入电解铜板,一次加料不能太多,要保证熔化炉温度不能低于1140℃,加磷铜合金时要投在熔化炉内不同位置,这样有利于铜液的净化。
⑶金属液面的覆盖。
在熔炼金属或合金的过程中,大都需要在熔池表面上覆盖一层保护性的物质,即覆盖剂。它的主要作用是减少金属的蒸发及氧化等熔炼损失,防止熔体从大气或炉气中吸收气体。
作为铜熔体覆盖剂的木炭应该选用灰色或灰白色,硫、磷等杂质低,组织致密,块度适当(一般块度应在40mm以上)的木炭。熔化炉内铜液采用木炭覆盖厚度为100~200mm,严禁铜液裸露。保温炉内铜液采用磷片石墨保护,覆盖厚度为50~100mm,不露铜液为宜。
牵引
牵引的时候起牵是很重要的,一旦起牵不成功,那么整个拉坯过程就会失败。因此,在起牵的时候要注意以下几点:
⑴重点温度的检测。开始浇铸后,金属液是否进入结晶器主要是通过重点温度的上升情况来判断的。
⑵起牵等待时机。金属液进入结晶器后,等待适当时间,让金属液与引锭头凝固焊合。等待时间太短,易拉漏,造成事故;等待时间太长,会使凝固的铸坯和结晶器焊死在一起,增大拉坯阻力,出现拉不动或者拉断的现象。
⑶起牵拉坯速度。初期铸坯凝固层太薄,应采用低速平稳拉坯方式。
⑷起牵时的冷却水量。金属液进入结晶器后,就将结晶器里的水换成冷水,控制流量,要小于正常牵引时的流量,以免冷却过强,铸坯凝固壳太厚,牵引不动。
锯切
铸坯牵引一定长度时要进行锯切,为了保证铸造过程的连续性,锯切的时候飞锯要与铸坯以同样的速度前进。
水平连铸工艺是铸轧加工方法的第一道加工工序。本工序以电解铜、磷铜、木炭或工艺废料及铜屑为原材料,经过加料、熔化、转注、保温、进入石墨模具、经结晶器冷却、牵引机牵引、定尺锯切,生产出化学成分稳定,外径、壁厚以及外观质量符合要求的铸坯为目的。本工序的关键质量因素是:化学成分、外表面质量、内表面质量、端面质量,外径、壁厚、偏心度、晶粒度及晶粒分布状况等等。
轧制
水平连铸铜管铸坯经过铣面工序后,进入三辊行星轧机。三辊行星轧机主要包括一个大转盘、三个渐锥形的轧辊和一个芯轴以及一个喂料小车,如图3所示。三个轧辊的轴线与管坯的轴线调整形成一个偏转角和倾斜角,围绕管坯的轴线按120°平均分布,这样有利于管坯的旋转咬入。倾斜角为轧件提供了径向的压力,从而使轧件发生径向的压缩变形。偏转角为轧件提供轴向向前的作用力,使轧件向前运动。轧辊是由大转盘来定位的,并且与大转盘一起封套,大转盘与轧辊旋转方向相同。大转盘的作用除了固定轧辊以外,主要是抵消工件在轧制过程中的扭转变形,并防止轧出管的扭转,防止表面的划伤,保证轧管的质量,使三辊行星轧制可以作连续压延成形。三辊行星轧机的运动主要包括轧辊的自转、三个轧辊在大转盘转动的带动下的公转、喂料小车推动管坯的轴向运动。管坯的运动特点是由入口时的旋转咬入前进至出口时由于大转盘的平衡作用,而实现出口处轧管不发生转动。
三辊行星轧机由主、辅电机直接或经调速装置同时驱动运转。主电机的小斜锥齿轮带动固定在大盘上的大伞齿轮而使大盘回转,由于大盘内的三个行星轮与中心太阳轮的啮合,使轧辊随着大盘的回转一起绕铜管公转;辅助电机驱动下迭加转动则给轧辊一个附加自转转动,保证轧件的旋转前进。调整轧机运转的关键之一是调整主、辅电机的输入转速。轧辊轴线与轧制线成一定的倾斜角,要实现轧制还必须使轧辊轴线绕行星轮轴线再偏转过一个角度,轧辊轴线与轧制线成空间交叉二直线。三辊行星轧机的结构参数是指行星轮轴线至中心轮轴线间的中心距,它反映了轧机结构尺寸大小,产品规格的范围及轧机生产能力。在结构参数一定时,通过改变主、辅电机转动的转速比,达到工作状态,使轧辊与轧管的出口接触点为瞬心,当调节到使轧管只前进而不旋转,它们的接触表面为一条狭长的接触带,但连续起来看(宏观),这种小变形量就积累成宏观的巨大压下量。

图3 轧机示意图
三辊行星轧机的变形量很大,但轧制力矩却很小。由于电动机功率与轧制力矩成正比,所以与挤压相比,行星轧制的能耗是很低的。这样的轧机有以下几点优点:通过轧机轧辊的自转与公转,可以实现金属大的变形量;大变形量可产生巨大的变形热和摩擦热,使铜管在短时间内达到再结晶以上的温度;铜管的扭曲运动可以通过修正辅助驱动速度控制;能提供一定的推进量,使轧管在变形区内受到强烈的三向压应力作用;轧辊间隙达到的最终温度保持在700℃左右,它由轧制速度、变形率和冷却情况决定。
其中,三辊行星轧制一道次加工变形量高达90%以上,相当于8道次普通轧制变形量,其生产效率非常高,而且该工艺为冷轧成形,不需要加热。轧制过程中,由于极大的变形量和高摩擦力转变成大量的热量,使管坯温度升高到700℃左右,管料发生了完全动态再结晶,晶粒得到细化,轧制后的管料可以直接进行拉伸成形,不需要中间退火,显著地简化了加工工艺。铸轧工艺连续性很强,与挤压工艺相比,更适合自动化连续生产线加工。
此工序的关键产品质量要素有:平均外径、平均壁厚、偏心度、外观质量等。
拉拔
管料经过三辊行星轧制后,进入联拉和盘拉工序。联拉和盘拉都采用游动芯头拉拔,采用游动芯头进行拉拔时,管内放置的芯头没有固定。游动芯头与固定芯头的根本区别是:在它的定径圆柱后面有一个锥形段,如图4所示。因此,在拉拔时,它所承受的外力合一产生轴向平衡,使芯头保持在外模的变形区内,实现管材的减径和减壁。

图4 游动芯头拉拔示意图
游动芯头拉拔工艺需要建立在一定的工序条件上:拉拔前,注入拉拔润滑油,在距离管材端口约30cm处的管材上压一个坑,将芯头放入管内,采用机械装置压头。拉拔时,管材与芯头一起送入模孔内,芯头的圆柱段首先接触管材内表面,摩擦力将芯头拖入变形区,管材与芯头的柱面和锥面同时接触,这两个表面的摩擦力都力图将芯头向前拉,但作用在锥面上的管材对芯头正压力的水平分力则将芯头向后推,当两者达到平衡时,芯头稳定在变形区内某个位置。当摩擦力加大迫使芯头前移时,管壁的压缩量也随之增大,作用在芯头锥面上的正压力及其水平分量也会增加,加大的后推力将使芯头退回来。游动芯头的这种“自适应”调节特性使它能保持在变形区内,实现稳定的拉拔。
铜管在牵引力的带动下,以一定的速度经过位置固定的外模,管材中间的芯头模具在拉拔过程中是靠摩擦力和锥角部分的轴向分力的平衡作用“固定”在管材中。在拉拔成形过程中,在外模与管材之间存在外润滑油的润滑作用,而芯头与管材之间是相对封闭的环境,只能在拉拔开始前往管坯内注入适量的内润滑油,以减缓芯头和铜管内壁的磨损情况。
联合拉拔工序的关键产品质量要素有:内外表面质量、平均外径、壁厚偏差等。盘拉生产过程的关键质量要素有:平均外径、平均壁厚、偏心度、外观质量等。
在线退火
管料经过拉拔后,进入在线退火工序。在线感应退火是一种适用于ACR铜管生产的高效能退火方式,它免去了传统钟罩炉和辊底式退火工艺的重复成卷操作,大大提高了生产效率,同时节省了设备投资和运行成本。工艺过程如下:内表清洗→开机前准备工作→上料→穿管→矫直辊→驱动夹紧→外表清洗→水平精矫→测长→加热→保温→冷却→风干→牵引→预弯→外表涂油→收卷。
铜管的线速度、感应线圈的电流密度和加热频率对管坯有重要的影响:⑴线速度越大,铜管的温度越低,内、外表面温差越小。电流在铜管中发生趋肤效应,外表面温度略高于内表面温度。⑵感应线圈的电流密度越大,铜管的温度越高,内、外表面温差越大,但是温差不大。⑶加热频率越高,铜管的温度越高,内、外表面温差越大,但是温差不大,在0~0.07℃之间,并且加热频率小于6000Hz时所需加热时间长,大于9000Hz时,铜管温度超过熔点,从加热速度方面考虑,铜管在线感应退火宜选择中频。同时,铜管在感应退火时壁厚方向的加热主要是电磁感应加热。⑷感应线圈半径越大,铜管的温度越低,感应器与铜管之间发生邻近效应。从加工成本方面考虑,在留有足够的间隙时尽量减小感应线圈的半径。⑸在壁厚和线速度一定的条件下,直径越小,铜管的温度越高;变形程度越小,退火温度越高。
在线感应退火由于电流生成的热在铜管内部产生,故升温速度极快,感应加热瞬时温度分布均匀,使得形核几率加大;保温时间较短,故晶粒得不到多余的能量使之长大,因此获得0.03mm以下细化和均匀的晶粒。
内螺纹滚珠旋压成形
内螺纹铜管滚珠旋压工艺包括三个道次,分别为减径拉拔、旋压螺纹起槽和定径空拉成形。成形过程如图5所示,减径芯头和螺纹芯头分别装在连杆的两端,两芯头均可绕连杆轴线自由旋转,连杆装入铜管中。拉拔过程中,游动芯头主要起到对螺纹芯头的轴向定位作用。旋压起槽后的螺纹管经最后的定径空拉,加工成要求规格的内螺纹铜管。
减径拉拔一方面影响拉后管坯的壁厚、外径和整体性能,另一方面影响螺纹芯头工作时的稳定性。内螺纹成形工艺的减径拉拔和普通的游动芯头拉拔非常相似但又有很大的不同。这里的减径拉拔除了为内螺纹的旋压成形提供原管坯,另一个更重要的作用是对螺纹芯头的轴向定位。因为这里的游动芯头拉拔的主要作用并不是减壁和减径,而是为了减少拉拔力和减少模具和游动芯头的负荷。
滚珠旋压是整个内螺纹铜管成形的关键,旋压模具参数、旋压工艺是否合理直接影响内螺纹铜管内壁螺旋齿充型和内、外表面的质量。滚珠旋压工艺具有旋压的局部成形特点,同时也具有轧制和挤压的特点。金属向型槽内充型为挤压的变形规律。
定径空拉工序内部没有芯头,和光管的空拉类似,其壁厚在变形区是变化的。空拉过程中主应力σl,σθ,σr分别为变形区管坯的轴向应力、周向应力和径向应力。径向应力σr在管内表面为零。变形区的管材周向受压应力σθ作用,内螺纹管的内表面有螺纹齿属于壁厚很不均匀,所以当减径量过大,周向压应力σθ也就越大,容易在底壁处出现失稳。所以定径的减径量一般控制在10%~20%。
实际生产中大螺旋角内螺纹铜管滚珠旋压成形设备为正立盘拉拔成形机(图6)。拉拔成形机由以下几部分组成:游动芯头和螺纹芯头、拉拔外模、旋压头和旋压高速电机、定径模和盘管机等。高速电机转速和盘管机的盘拉速度可以通过控制面板调整。在旋转套和连接头之间安装垫片,垫片的作用是控制钢球旋转轴心的位置。增厚垫片增加内螺纹管的底壁厚和米克重;反之,减少底壁厚、米克重降低。

图5 内螺纹成形过程示意图

图6 正立盘拉拔成形机及成形模具
退火
内螺纹铜管经过精整工序后,进入Junker退火炉中进行退火。在退火过程中,铜盘管的表面会与周围的介质(纯N2)进行热量交换,由于Junker炉采用了强对流技术,炉内气体流速很快,使得铜盘管与周围介质的换热主要以对流方式进行。
退火工序的关键质量因素有:退火温度、退火时间、冷却水流量、氮气吹扫压力、退火炉内的温度分布等。
结束语
大螺旋角内螺纹铜管属于铜管行业的高端产品,是内螺纹铜管行业的发展趋势,但成形过程工艺技术要求严密,成形工序复杂,因此控制好成形过程的工艺参数是得到合格内螺纹铜管产品的保证。
猜你喜欢
中国金属通报(2021年15期)2021-11-19
中国金属通报(2021年13期)2021-11-12
武汉工程职业技术学院学报(2021年3期)2021-10-12
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2017年11期)2017-12-18
青年歌声(2017年6期)2017-03-13
锻压装备与制造技术(2016年3期)2016-06-05
浙江大学学报(工学版)(2016年9期)2016-06-05
焊接(2016年3期)2016-02-27
