
提高不带缓冲帘布层轮胎胎面与胎体附着力的方法*
2015-06-11 01:57:44徐云慧宋帅帅王艳秋翁国文朱信明
弹性体 2015年4期
徐云慧,宋帅帅,王艳秋,翁国文,朱信明
(徐州工业职业技术学院,江苏 徐州 221140)
轮胎胎面与胎体间一般带有缓冲帘布层来增加轮胎冠部胎面与胎体间的附着力,减少轮胎冠部胎面和胎体间的脱空,但因节能降耗,许多公司在生产如小型农业胎、轻型载重胎、摩托车胎等小型轮胎时不使用缓冲帘布层,直接在胎面冠部底面热贴一层缓冲胶层来增加附着力,采用这种传统方法生产虽然工艺简单,但轮胎冠部胎面与帘布层间脱空量较大,占整个轮胎报废量的60%~70%,给企业带来不小的经济损失[1]。
1 方法介绍
为了增加不带缓冲帘布层轮胎胎面和胎体间附着力,减少和解决该类轮胎胎面和帘布之间的脱空现象,延长该类轮胎使用寿命,提出了“提高不带缓冲帘布层轮胎胎面与胎体附着力的方法”。
1.1 胎面形式
胎面采用两方两块方法制造,上层为耐磨性较好的胎面胶,邵尔A硬度控制在60~65之间,阿克隆磨耗体积控制在0.1~0.3 cm3之间,下层为黏合性较好的缓冲胶层,厚度控制在0.5~0.8 mm之间,宽度稍小于胎面两胎间宽度[2]。
1.2 胎面制备工艺
上层胎面采用冷喂料挤出机挤出,下层缓冲胶层采用三辊压延机压出,但与传统工艺不同,下层缓冲胶层不是直接热贴在上层胎面底部,而是经过胶浆槽均匀浸浆,烘干机烘干后再经过压辊和上层胎面紧密复合在一起,后经水域槽冷却,吹干,称量、冲切,制得胎面[3],具体工艺见图1。

图1 不带缓冲帘布层轮胎胎面制造工艺图
1.3 浸胶装置
浸胶装置由五部分组成:第一部分储胶桶;第二部分胶浆输出装置,包括输出胶管和开关;第三部分浸胶槽;第四部分胶浆烘干装置;第五部分胶浆回收装置,包括胶浆回收胶管和回收槽[4]。浸胶装置图见图2。
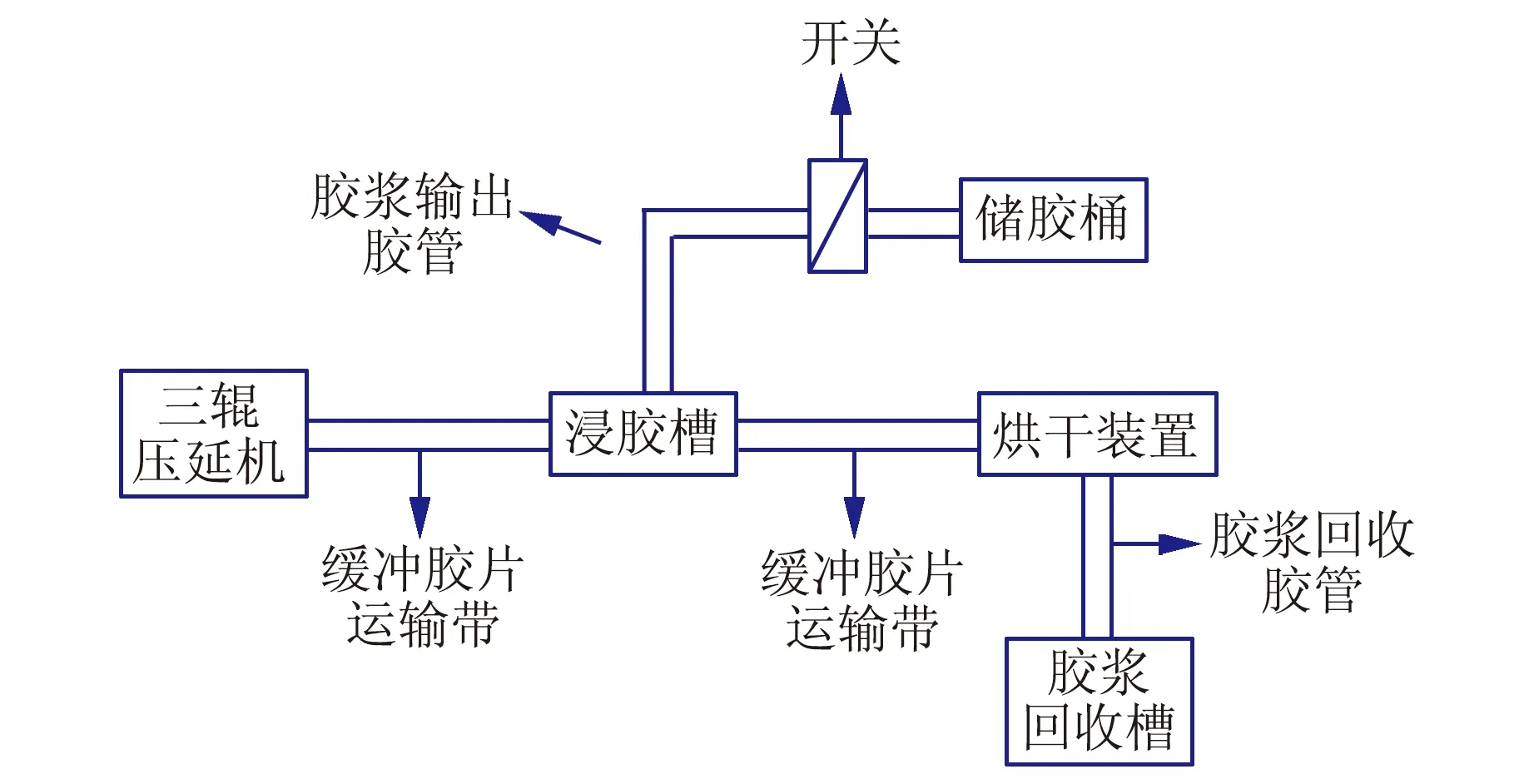
图2 缓冲胶片浸胶装置
1.4 胶浆制备工艺
1.4.1 胶浆配方
胶浆配方视胶浆黏度要求添加3#烟片胶和超级增黏树脂等,胶浆配方见表1。
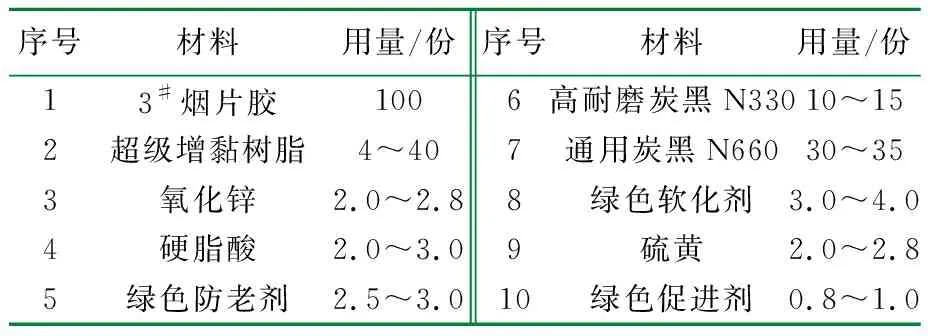
表1 胶浆配方1)
1) “绿色防老剂”、“绿色软化剂”、“绿色促进剂”等推荐使用绿色轮胎技术规范发布后的《绿色轮胎环保原材料指南》认定的主要原材料品种。
1.4.2 胶浆制备步骤
(1) 胶浆含胶率控制在50%~65%,胶浆密度为0.7~0.9 g/cm3。
(2) 胶片制备:按配方要求炼制成厚度小于4 mm的胶片待用,存放时间4~24 h。
(3) 胶片和汽油混合:将胶片冲切成块状加入打浆机,按胶和汽油质量比1∶(15~25)加入汽油。
(4) 充分搅拌:搅拌至胶片充分分散均匀,搅拌时注意将打浆机盖盖好,以防汽油挥发。
(5) 质量检查:对搅拌好的胶浆进行密度和浓度测定。
(6) 胶浆存放:将质量合格的胶浆存放在浆桶中,盖好盖子,注意胶浆要及时使用,存放时间为4~96 h。
1.5 胶浆烘干工艺
采用简易烘干装置即可;烘干温度为高于室温5~10 ℃;烘干时间根据胶料挤出速度控制。
2 实施效果
通过对胎面制备工艺的改进及对胶浆制备工艺的控制,增加了胎面与帘布间的附着力。对不带缓冲帘布层的5.00-10-8轮胎进行新方法试制,新方法试制前后其成品物理机械性能对比见表2,新方法试制前后轮胎耐久性能和高速性能对比见表3~表6。

表2 工艺调整前后成品轮胎物理机械性能对比表
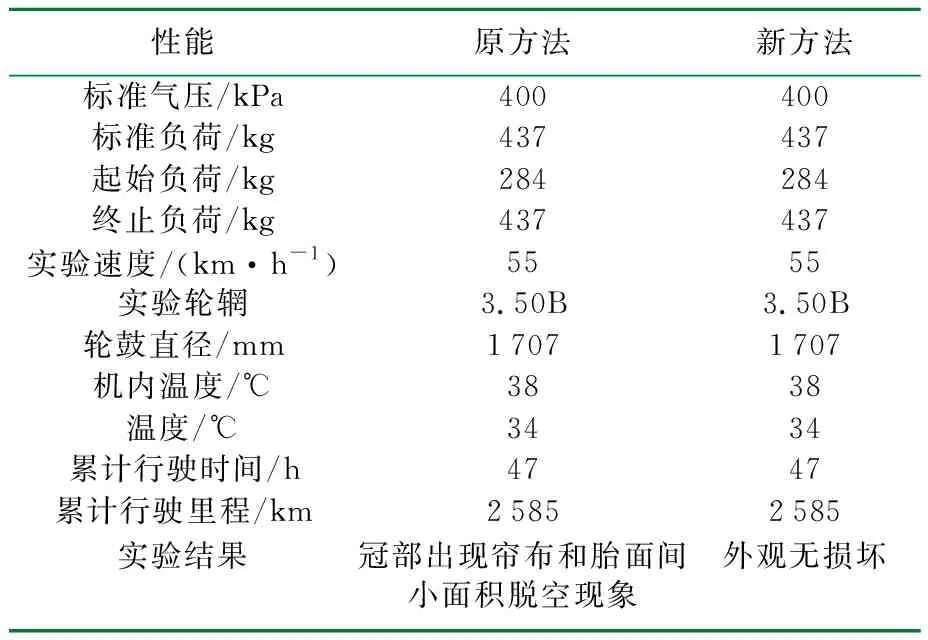
表3 工艺调整前后成品轮胎耐久性能对比表

表4 耐久实验后轮胎外缘尺寸对比

表5 工艺调整前后成品高速性能对比表
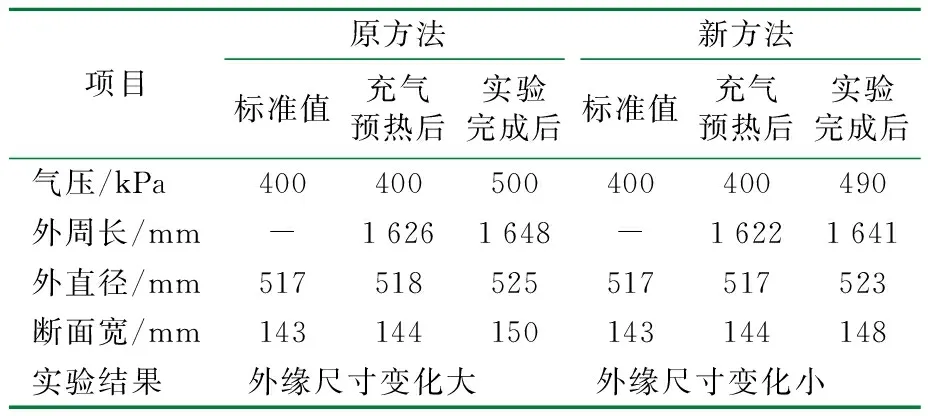
表6 高速实验后轮胎外缘尺寸对比
3 结束语
这种新方法增加了缓冲胶层浸胶装置,结构简单,工艺简单,易于操作。通过使用新方法,不带缓冲层帘布的轮胎胎面胶与帘布层间附着力提高了30%~45%,耐久性能和高速性能均大大提高,冠部胎面与胎体间脱空现象大大减少,因轮胎外胎冠部脱空带来的退赔率减少30%~40%,为企业赢得了一定的经济效益和社会效益。这种方法的使用,达到了带缓冲帘布的作用,降低了成本。目前该方法已在徐州汉邦轮胎有限公司和徐州徐轮橡胶有限公司进行了推广应用,并申请了发明专利[5]。
参 考 文 献:
[1] 徐云慧,王虎.载重斜交轮胎胎圈爆破及钢丝刺出的对策[J].轮胎工业,2004,24(1):47-49.
[2 ] 田原,吴金梅.阿克隆磨耗试验的简易制样方法[J].轮胎工业,2007,27(10):633-634.
[3] 徐云慧,佟兰,韦邦风,等.耐臭氧龟裂试验机观察装置的设计与优化[J].实验室研究与探索,2014,33(2):60-62.
[4] 萨支青,徐云慧,安国升.电动摩托车胎脱空原因分析及解决措施[J].橡胶科技,2013(3):36-37.
[5] 李海军,寇秀玲,窦建新.碰泵悬挂组合装置的设计与应用[J].新疆石油科技,2013,23(1):49-50.
猜你喜欢
轮胎工业(2022年11期)2022-11-30 07:17:22
轮胎工业(2022年7期)2022-11-25 09:35:02
橡塑技术与装备(2021年21期)2021-11-17 07:37:40
轮胎工业(2020年11期)2020-03-01 06:30:18
石油沥青(2019年2期)2019-04-28 08:42:40
材料科学与工程学报(2016年4期)2017-01-15 13:35:35
专用汽车(2016年9期)2016-03-01 04:17:30
橡胶科技(2015年11期)2015-07-29 06:53:28
西安建筑科技大学学报(自然科学版)(2014年3期)2014-11-12 05:13:26
吉林地质(2014年3期)2014-03-11 16:47:33
