增韧改性ADP-12阻燃ABS树脂的性能研究*
2015-06-09 02:50:56孟凡旭
弹性体 2015年2期
李 斌,罗 章,孟凡旭,姚 薇**
(1.青岛科技大学 橡塑材料与工程教育部重点实验室,山东 青岛 266042;2.潍坊中旭高分子材料有限公司,山东 潍坊 262500)
丙烯腈-丁二烯-苯乙烯(ABS)作为一种性能优异的热塑性工程塑料,具有强度高、韧性好、电绝缘性好、易于成型加工等特点,被广泛用于汽车配件、电器制品以及建筑材料等领域。但ABS树脂极易燃烧,极限氧指数仅为18左右[1-2],且存在无自熄性、易滴落等缺点,目前多用含溴阻燃剂如多溴联二苯醚类、十溴二苯乙烷、溴化环氧树脂等,来解决ABS树脂易燃的问题[3-5],但这些含溴的阻燃剂在燃烧过程中产生大量烟雾,即腐蚀性和有毒性气体,极易对人体产生二次伤害,随着人们环保意识的不断增强以及欧盟ROHS、WEEE指令的颁布,制备环保型的无卤阻燃ABS已成为近年来的研究热点。
阻燃剂二乙基次膦酸铝 (ADP-12)不吸水,分子中含有的二乙基与ABS树脂有良好的相容性,同时ADP-12中含有的金属阳离子铝有着一定的抑烟效果,是近年来新开发的新一代绿色环保型阻燃剂,以ADP-12为主阻燃剂并用协效阻燃剂三聚氰胺氰尿酸盐 (MCA)制备无卤阻燃ABS,ABS阻燃性能得到大幅提升,但ABS树脂力学性能特别是韧性大幅下降[6-8],因此本文着重研究增韧改性对ADP-12复配阻燃ABS树脂阻燃及力学性能的影响,目前虽然已有一些关于无卤阻燃ABS增韧方面的报道[9-11],但是笔者针对ADP-12复配阻燃ABS树脂选用了与众不同的增韧剂,比如采用本实验室合成的环氧化反式异戊二烯(ETPI)作为增韧剂,并与常用的苯乙烯-丁二烯-苯乙烯嵌段共聚物(SBS)等增韧剂进行性能比较,ETPI中存在环氧化组分与非环氧化组分[12],极性的环氧化组分与极性的阻燃剂有着更好的相容性,而非极性的聚异戊二烯与ABS相容性好,配合使用预分散的方法,期待提高ADP-12复配阻燃ABS树脂的韧性,为开发无卤阻燃ABS树脂提供基础数据。
1 实验部分
1.1 原料
ADP-12:青岛欧普瑞新材料有限公司;MCA:青岛欧普瑞新材料有限公司;ABS:牌号PA-757,台湾奇美宝业股份有限公司;SBS:牌号F675,邵尔A硬度63,广东茂名石化;ETPI:实验室自制,环氧度25.8%;聚醚型聚氨酯(TPU):牌号590A,邵尔A硬度90,奥斯汀新材料(张家港)有限公司;聚碳酸酯(PC):牌号PC-110,奇美实业有限公司;抗氧剂1010:青岛普欧化工有限公司。
1.2 实验配方
配方(质量份):ABS 100;ADP-12 20;MCA 10;抗氧剂1010 0.3;增韧剂 23。
1.3 试样制备
(1) 增韧阻燃母粒的制备:将已干燥好的增韧剂与阻燃剂、抗氧剂1010按配方置于50 r/min的RM-200C转矩流变仪(哈尔滨哈普电器技术有限责任公司生产)中混合8 min,加工温度如表1所示。

表1 增韧阻燃母粒的混炼温度
(2) 标准试样的制备:将增韧阻燃母粒按配方在160 ℃的转矩流变仪中与ABS混合8 min。使用XLB型平板硫化机(青岛第三橡胶机械厂生产)于195 ℃,热压10 min,制成4 mm厚的ABS样片。
1.4 性能测试
垂直燃烧按UL-94标准测试,样品尺寸为100 mm×13 mm×4 mm;氧指数按GB/T2506—1993测试,样品尺寸为100 mm×13 mm×4 mm;拉伸性能按GB/T1040—1992测试;弯曲性能按GB/T9341—2000测试;悬臂梁缺口冲击性能按GB/T1843—1996测试;邵D硬度按GB/T531—92测试;维卡软化点按GB/T3682—2000测试;熔体流动速率按GB/T3682—2000测试;相差显微镜(PCM)采用日本Olympus公司生产的BX51偏光显微镜,在160 ℃下热压2 min制膜。
2 结果与讨论
2.1 燃烧性能
文献报道[1]ABS的氧指数(OI)仅为18%,由表2可见,添加阻燃剂后ABS的OI有较大的提高,达到36%;加入ETPI和SBS增韧剂后,OI略有提高;但使用PC和TPU增韧时OI下降较大,但仍高于纯ABS样品。
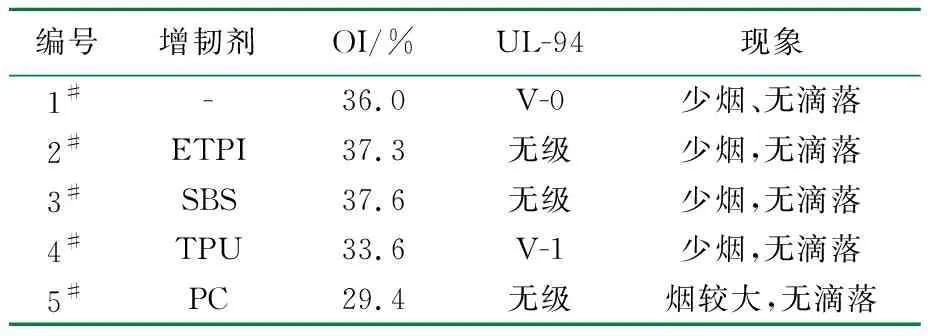
表2 不同增韧剂改性阻燃ABS的燃烧性能
不加增韧剂的阻燃ABS的UL-94可达到V-0级别,添加增韧剂后,UL-94级别大幅下降,只有使用TPU作为增韧剂时才能可达V-1级别,其它均为无级,考虑是由于TPU在ABS燃烧过程中提供了碳源,在ADP-12生成磷酸的脱水作用下形成碳阻隔层,提高了碳化层生成速率。图1为使用不同增韧剂的阻燃ABS燃烧后实物照片。
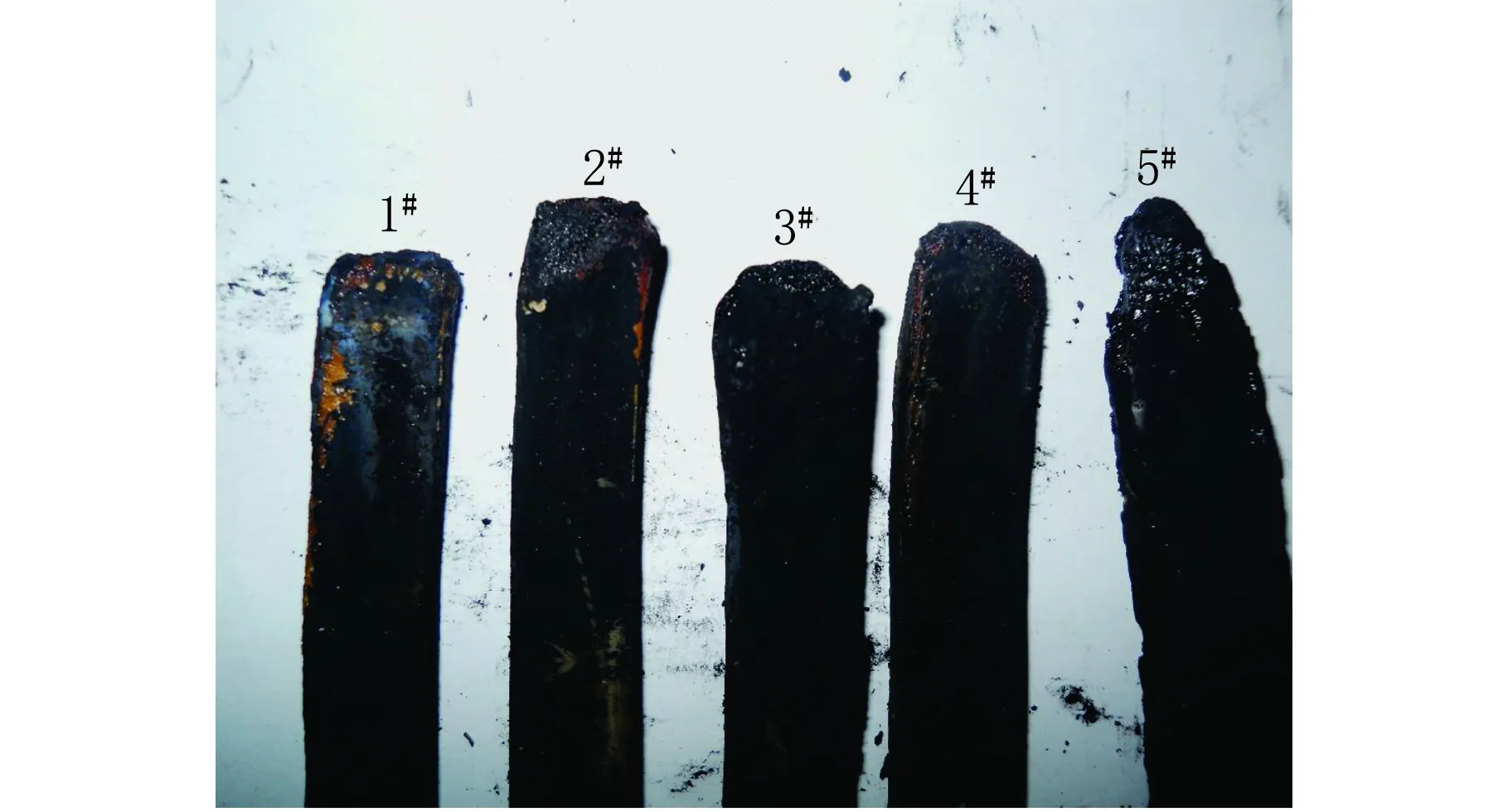
图1 使用不同增韧剂的阻燃ABS燃烧后实物照片
由图1可见,燃烧后的阻燃ABS(1#)出现均匀的多孔泡沫碳层,这既可阻止聚合物从表面释放出的可燃性气体,又可隔绝空气中的氧气并阻止热源向高聚物传递,达到阻燃效果[13-14]。3#和5#样品碳层疏松,在燃烧过程中难以阻止热源、氧气向高聚物传递,认为是造成UL-94测试无级的主要原因。
2.2 加工性能
图2为使用不同增韧剂的阻燃ABS加工曲线。

时间/min
由图2可见,除4#样品外,加入其它种类增韧剂的阻燃ABS最大扭矩均低于1#样品,这是由于使用的增韧剂较ABS树脂软,使得混炼最大扭矩较低。表3为使用不同增韧剂的阻燃ABS加工数据。

表3 使用不同增韧剂的阻燃ABS加工数据
由表3可见,加入增韧剂的阻燃ABS加工所需要的平衡时间都较不加增韧剂时短,这是由于增韧剂与阻燃剂预先混合,阻燃剂均匀分散在增韧剂中,增韧剂为高聚物,与ABS树脂的相容性较无机阻燃剂好,使得阻燃剂能够在较短的时间内与ABS树脂混合均匀[15]。
2.3 物理机械性能
表4为使用不同增韧剂的阻燃ABS物理机械性能。

表4 使用不同增韧剂的阻燃ABS物理机械性能
由表4还可以看出,ETPI(2#)和SBS(3#)增韧阻燃ABS样品的断裂伸长率较高,较未填加增韧剂的1#样品提高了4~8倍,它们在拉伸过程中出现屈服,显示出韧性断裂,冲击强度也明显高于加入其它增韧剂的样品,这是由于SBS、ETPI作为橡胶分散相分散在ABS中,形成“海-岛”结构,拉伸过程中形成银纹剪切带吸收能量,是典型的橡胶增韧塑料[16]。而使用TPU与PC增韧剂的样品未达到屈服点就发生断裂,冲击强度也与未加增韧剂的样品接近,仍为脆性。弯曲数据看出加入ETPI和SBS的2#、3#样品较未加增韧剂的1#样品弯曲模量明显降低。
由表4可见,加入ETPI(2#)、SBS(3#)、TPU(4#)的维卡软化点较不加增韧剂(1#)的降低10~15 ℃;熔融指数明显下降,说明加工流动性下降。
2.4 相差显微镜观察结果
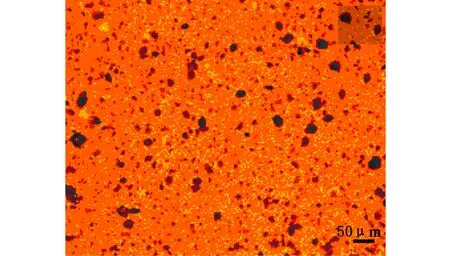
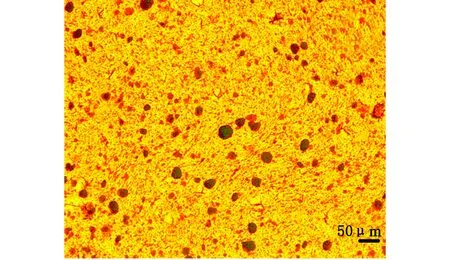
阻燃剂是极性很大的结晶性小分子,与ABS的相容性很差,已经发现[6]阻燃剂ADP-12和MCA在ABS中明显发生团聚,无疑这是ABS力学性能降低的主要原因。笔者采取阻燃剂在增韧剂中预分散加工工艺,试图缓解团聚问题,使用 PCM观察阻燃剂在树脂中分散情况如图3所示。图3为不同增韧剂的阻燃ABS的PCM照片。
(a) 未增韧的阻燃ABS(1#)

(b) ETPI(2#)
(c) SBS(3#)

(d) TPU(4#)

(e) PC(5#)
由图3(a)可见,阻燃剂呈黑色颗粒分散在ABS中,其它加入增韧剂的照片依然可以清楚地看到阻燃剂黑色颗粒在ABS树脂中的分散形貌。
根据阻燃剂在不同增韧ABS中的平均粒径,可以判断出阻燃剂在ABS中的分散情况,由表5可以看出,阻燃剂在使用不同增韧剂增韧的ABS的样品分散情况为:4#(TPU)>3#(SBS)>1#>5#(PC)>2#(ETPI)。从图3可以看出,阻燃剂在增韧ABS树脂中分布不均匀,且发生了团聚。2#样品为添加了增韧剂ETPI及阻燃剂的ABS样品,从图3(b)可以看出,存在含有小黑点的透明颗粒,增韧剂ETPI在ABS树脂中呈现非连续状态,阻燃剂被增韧剂ETPI包裹,但ETPI与ABS相容性不好,有明显的相界面;3#、4#选用SBS和TPU为增韧剂对含有阻燃剂的ABS进行增韧,由于SBS和TPU与ABS相容性较好,在图3(c)和图3(d)中仅可以观察到阻燃剂的存在,但阻燃剂颗粒分散并不均匀;5#样品在图3(e)中不仅观察到阻燃剂颗粒,同时可以观察到小亮点,分析认为是由于增韧剂PC与阻燃剂、ABS相容性不好造成的。

表5 阻燃剂及其在不同增韧阻燃ABS中的粒径1)
3 结 论
(1) ADP-12阻燃ABS中加入23份增韧剂ETPI、SBS、TPU和PC,ABS树脂垂直燃烧明显下降,OI除了以SBS和ETPI为增韧剂的样品保持不变外,其它样品均有所降低。
(2) 使用增韧剂与阻燃剂预先制备阻燃增韧母料,能够缩短阻燃剂与ABS树脂共混所需时间。
(3) 力学性能测试表明SBS对ABS增韧效果最好。
(4) 通过PCM对阻燃剂在ABS合金中尺寸的观察,发现TPU/ABS合金中阻燃剂分散较好,但仍有团聚现象存在。
参 考 文 献:
[1] 崔宁.不同阻燃级别ABS复合材料的热解和燃烧性能研究[J].科技创新导报,2011(32):7-8.
[2] Zhang Y,Chen X,Fang Z.Synergistic effects of expandable graphite and ammonium polyphosphate with a new carbon source derived from biomass in flame retardant ABS[J].Journal of Applied Polymer Science,2013,128(4):2424-2432.
[3] 申欣,陈利华.ABS阻燃剂的应用与发展趋势[J].塑料科技,2010,38(8):92-96.
[4] 宋飞,徐晓楠,李响.十溴二苯乙烷阻燃ABS燃烧性能评价[J].火灾科学,2006,15(4):251-255.
[5] 杨雨富,王皖林,宋振彪,等.阻燃ABS的流动性及CPE对其增韧的研究[J].弹性体,2003,13(6):37-40.
[6] 李斌,蒋东旭,孟凡旭,等.ADP-12复配无卤阻燃体系对ABS阻燃及力学性能的影响[J].弹性体,2015,25(1):1-7.
[7] 韩建竹,夏英,蹇锡高,等.膨胀型无卤阻燃ABS的制备及性能研究[J].工程塑料应用,2007,35(1):8-11.
[8] 汪炉林,程庆,宋翠翠,等.磷-氮复合阻燃剂制备新型无卤阻燃ABS性能研究[J].塑料工业,2013,41(2):107-110.
[9] 罗筑,刘一春,于杰,等.PC/ABS合金的增韧研究[J].塑料工业,2001,29(5):15-16.
[10] 周健,金晶.增韧阻燃母粒的研制及其改性ABS的应用[J].工程塑料应用,2006,34(1):38-40.
[11] 吴立明,赵新刚,郝刚,等.ABS增韧及其加工稳定性研究[J].弹性体,2005,15(1):43-46.
[12] Shao H,Yu Q,Yao W,et al.The composition and morphology of epoxidized trans-1,4-polyisoprene obtained by heterogeneous synthesis method[J].Polymer Engineering & Science,2014,54(6):1260-1267.
[13] 刘跃军,毛龙.含稀土元素LDHs对PBS膨胀阻燃体系的协效作用[J].材料研究学报,2013,27(6):589-596.
[14] 钟瑶冰,魏伯荣,刘郁杨.烧蚀材料高成碳树脂的研究进展[J].化学与粘合,2011,33(1):47-50.
[15] 吴卫东,伍社毛,姚修祚,等.预分散和预混合橡胶助剂的概况[J].橡胶科技市场,2012(4):5-7.
[16] 宋振彪,白延军,王硕,等.ABS树脂增韧机理[J].弹性体,2012,22(5):90-94.
猜你喜欢
天津化工(2022年3期)2022-06-20 14:23:16
硅酸盐通报(2022年1期)2022-02-22 04:55:28
合成材料老化与应用(2021年4期)2021-08-28 08:35:06
西南石油大学学报(自然科学版)(2021年3期)2021-07-16 05:27:10
现代塑料加工应用(2021年5期)2021-02-28 08:19:20
中国塑料(2016年1期)2016-05-17 06:13:11
中国塑料(2016年1期)2016-05-17 06:13:02
华东理工大学学报(自然科学版)(2015年1期)2015-11-07 09:16:00
中国塑料(2015年2期)2015-10-14 05:34:22
中国塑料(2015年2期)2015-10-14 05:34:18