医药洁净厂房消毒灭菌方式的探讨及相关验证
2015-06-07 05:51陈琦
机电信息 2015年2期
陈 琦
医药洁净厂房消毒灭菌方式的探讨及相关验证
陈 琦
(南京白敬宇制药有限责任公司,江苏南京210038)
着重介绍了紫外线消毒灭菌、甲醛熏蒸灭菌和臭氧消毒灭菌的特点,并对相应的灭菌效果进行了验证,以保证医药洁净厂房的灭菌效果。
净化空调;洁净厂房;灭菌设计;消毒;灭菌
0 引言
随着《药品生产质量管理规范(2010年修订)》[1]的实施,我国对药品生产的管理变得更加严格,其目的是为了防止生产中污染、混淆、交叉污染和人为差错的产生,其中净化空调是整个制药系统中的重要组成部分。洁净室为了达到相应的室内环境,除了控制洁净室内空气的含尘浓度外,对细菌和微生物的存在数量也要进行控制。进入洁净室内的空气,虽然经过初效、中效、高效过滤器三级过滤,把大多数的尘埃粒子及附着其上的细菌和微生物阻滞在洁净室外,但是它们仍然存在于空调系统的设备、管道、风口及过滤器上,一旦有适宜的环境,它们就会繁衍生殖,还有少量的细菌和微生物穿透各级过滤器进入洁净室内,成为洁净室内微生物。如果不对洁净室进行消毒灭菌,它们将不断繁殖,破坏室内空气环境品质,影响产品质量,因此,应定期对洁净室进行灭菌消毒。
医药工业的洁净室消毒(灭菌)方式主要有:紫外线消毒法、消毒液(甲醛熏蒸)灭菌法和臭氧消毒(灭菌)法。
1 紫外线消毒
紫外线的杀菌能力随环境温度、湿度、风速等因素变化;环境温度20℃、相对湿度40%~60%时,灭菌效果较好;环境温度0℃、辐射能力低于60%、相对湿度>60%,则辐射能力降低。紫外线消毒的杀菌能力随使用时间的增加而降低;紫外灯的辐射强度随照射距离的增加而减弱;紫外灯的平均使用寿命为2 000 h左右。
紫外线可以杀灭多种微生物,包括细菌繁殖体、芽胞、病毒、真菌、支原体等,消毒使用的紫外线是200~275 nm的C波紫外线,杀菌作用最强的波段是250~270 nm。紫外线的杀菌效果与紫外线辐射强度有直接关系,消毒使用的紫外线灭菌灯光源产生的辐射值必须能够达到国家标准(电压220 V、环境相对湿度60%、温度20℃时,紫外线强度不得低于70μW/cm2)。为了获得满意的紫外线辐射强度,就需要对紫外灯的玻璃管、反射罩和使用寿命提出相应要求。
WHO和欧共体GMP规定:由于紫外线灭菌效果有限,不得用于替代化学消毒;最终灭菌不能使用紫外照射法。
1.1 紫外线消毒的常用形式
在洁净室顶棚上均布置紫外线杀菌灯,利用其产生的紫外线辐射进行物体表面和空气的消毒灭菌。
1.2 紫外线消毒的优点
紫外线灭菌的优点有:操作简单,管理方便,机动灵活,可以根据生产需要随时进行个别房间的消毒灭菌。
1.3 紫外线消毒的缺点
紫外线消毒的缺点有:
(1)紫外线灯射出的紫外线强度,随着使用时间的增加而减弱,因而消毒能力不断减弱。
(2)紫外线穿透力弱,容易被生产设备阻挡,出现死角,影响杀菌效果。
(3)紫外线杀菌受相对湿度的影响较大,当洁净室内相对湿度>60%时,其灭菌效果明显减弱,相对湿度>80%时,不宜使用。
(4)紫外线辐射能量低,仅能杀灭直接照射到的微生物,因此,必须使消毒部位充分暴露于紫外线下。
1.4 紫外线消毒的操作
1.4.1 紫外灯的使用时间
每天上班前30m in或中午停产时为紫外灯照射时间。以波长2 540 A左右的紫外线杀菌力最强,一般于空间每6~15m2安装1只紫外线灯,灯管距地面2.5~3m为宜,紫外线灯于室内温度10~15℃、相对温度40%~60%的环境中使用杀菌效果最佳。
每周一紫外灯照射时间应延长至40m in。
操作人员进入洁净区时应提前10m in关掉紫外灯。
1.4.2 紫外灯管的清洁
应用毛巾蘸取无水乙醇擦拭其灯管,且不得用手直接接触灯管表面。
1.5 紫外灯对洁净区消毒效果的验证
紫外灯对洁净区消毒效果的验证主要由紫外线的波长、紫外线的强度、照射时间的确认和消毒后效果及有效期的确认等组成,以证明所用的紫外灯对洁净区的消毒是可行的。
1.5.1 紫外灯、紫外灯波长的确认
对紫外灯、紫外灯波长进行核对或测试。
1.5.2 紫外线强度的确认
对洁净区的紫外灯的强度进行测试,检测点均匀分布在洁净区房间内。
1.5.3 紫外灯对洁净区消毒效果的挑战性试验及照射时间的验证
紫外灯对洁净区消毒效果的挑战性试验方法:用纯化水对洁净区进行清洁后,将装有枯草芽孢杆菌的生物指示剂(使用前测定其初期数,应不少于10个)表皿置于被测洁净区的各监测点,打开表皿,然后分别开启紫外灯0.5 h、1 h、1.5 h、2 h,消毒结束后,开启空调净化系统,并将枯草芽孢杆菌生物指示剂放入大豆酪素消化液体培养基中,在37℃下培养3天,观察枯草芽孢杆菌是否被杀灭,若没有枯草芽孢杆菌生长,则为合格。
1.5.4 紫外灯对洁净区消毒效果的表面污染试验
紫外灯对洁净区消毒效果的表面污染试验方法:用纯化水对洁净区进行清洁后,开启紫外灯,消毒结束后,开启空调净化系统,洁净区内的墙壁、地面、工作台等表面用事先经过灭菌的生理盐水、注射用水或缓冲液(磷酸缓冲生理盐水)浸润的适当大小的灭菌纱布或灭菌脱脂棉充分擦拭约10 cm2的面积,然后放入经灭菌处理的广口瓶中,加入一定量的注射用水振摇,对其进行浸取,将浸取液倒入装有牛肉汤培养液的培养皿中,进行细菌培养,至少培养3天,若无细菌生长,则为合格。
1.5.5 紫外灯对洁净区消毒效果的有效期验证
紫外灯对洁净区消毒效果的有效期验证方法:用纯化水或注射用水对洁净区进行清洁后,开启紫外灯,消毒结束后,开启空调净化系统,分别在6 h、12 h、24 h、32 h、40 h、48 h,对洁净区内的同一地面用事先经过灭菌的生理盐水、注射用水或缓冲液(磷酸缓冲生理盐水)浸润的适当大小的灭菌纱布或灭菌脱脂棉充分擦拭约10 cm2的面积,然后放入经灭菌处理的广口瓶中,加入一定量的注射用水振摇,对其进行浸取,将浸取液倒入装有牛肉汤培养液的培养皿中,进行细菌培养,至少培养3天,以培养出细菌的取样点确定紫外灯对洁净区消毒效果的有效期。
2 甲醛熏蒸灭菌
对洁净室气体消毒的传统办法是将消毒液通过蒸发来熏蒸,通常的消毒液有环氧乙烷、过氧乙酸、甲醛溶液等,湿度在65%左右、温度在24~40℃的甲醛消毒效果是最好的,其消毒原理主要是由于甲醛能破坏微生物的活性成分从而达到消毒的作用。通常我们将甲醛溶液倒入高锰酸钾中来对洁净室的空气进行消毒,这主要是因为高锰酸钾遇到甲醛后释放大量的热,使甲醛蒸发弥漫到空气当中。甲醛蒸汽具有强烈的刺激性气味,属于高毒物具有致癌性。2.1甲醛熏蒸灭菌的特点
(1)消毒灭菌作用时间长,影响生产。消毒时间12 h,静置4 h,排风8 h,消毒1次最少需要24 h。消毒1次要停产2~5天。
(2)为了排除刺激性气味,消毒灭菌后长时间开启通风系统,非生产运行时间过长,能源浪费大。
(3)需要设置排风系统或设施。
(4)易产生二次污染。如甲醛熏蒸会出现多聚甲醛聚合物(白色粉末),附着在洁净室内的维护结构和设备管道表面上,在消毒后几天内,其悬浮离子数会增加,甲醛聚合物也逐渐解聚成甲醛,对生产操作人员的危害很大。
(5)消毒间隔时间长。由于每次化学试剂熏蒸消毒灭菌时间最少需24 h,不能天天进行,因此目前各生产厂家大多采用每月1次大消毒,而微生物污染源——人、物、料、室外新鲜空气等却天天要进出洁净室,其带入的微生物不能得到及时杀灭,会出现微生物随时间延长而增加的现象。
(6)甲醛有强烈的刺激性气味,消毒灭菌后去除残留气味时间长,对生产操作人员身体有害,有致癌作用。
2.2 甲醛熏蒸消毒灭菌的操作
(1)用纯化水擦洗建筑物与设备表面,然后用5%的麝香草酚溶液擦洗或喷洒,最后再用纯化水擦拭建筑物与设备表面。
(2)计算消毒灭菌空间体积,包括房间体积与风管体积,按10 m L/m3准备36%的甲醛溶液,按2~3 mg/m3准备高锰酸钾溶液。
(3)在各个房间内布置实验装置,如培养皿、支架、2张枯草杆菌试纸(一张作对照,另一张作无菌实验)。
(4)消毒灭菌前准备:关闭空调机,在设定的地点放置装有定量高锰酸钾的容器,双层纱布盖住容器口,旁边配有定量36%甲醛溶液,设定地点的数目应与房间面积有关。
(5)消毒灭菌:将甲醛溶液倒入装有高锰酸钾的容器中,迅速离开房间,让甲醛气体扩散30m in,开启空调机20m in,关闭空调机,熏蒸开始,不低于7 h后打开空调机进行排气。
(6)熏蒸后空气总甲醛残留量的测试:在排气后,首先确定空气中的甲醛含量,为了保证人能在洁净室内安全健康地工作,必须要对甲醛的残留量进行测试。甲醛残留浓度标准:<0.1mg/m3。
(7)用75%酒精擦拭建筑物与设备的表面,因为甲醛易溶于酒精,所以用酒精擦拭更易于清洁残留的甲醛。
2.3 甲醛熏蒸消毒灭菌效果验证
洁净区经过甲醛熏蒸消毒灭菌后,室内的微生物检测项目应该达到不同洁净级别洁净区的要求。根据风险评估判定最终风险点,以远离进风口洁净间墙壁、天花板、地板、工作台表面为主要风险点,故可以在确定生物挑战性试验生物指示剂位置及表面微生物擦拭采样点后,进行消毒灭菌效果验证。
2.3.1 生物指示剂挑战性试验
2.3.1.1 生物指示剂的准备
消毒灭菌前将枯草芽孢生物指示剂(枯草黑色变种芽孢ATCC9372菌片)编号,拿进被消毒的房间,将置菌片的塑料管盖打开,一起放到各房间的取样点位置,记录相应的编号和位置;消毒灭菌完毕将塑料管盖盖好、收回。然后以无菌操作将其置于培养液中,35~37℃下培养48 h,观察细菌是否被杀死;同时,也可以无菌操作将2个未用甲醛消毒的菌片,直接放入培养液中培养,作阳性对照。
2.3.1.2 测试方法及步骤
(1)关闭洁净室与外界联系的全部门和传递窗,并确认洁净室人员全部撤离。
(2)熏蒸消毒灭菌前检查洁净室关键房间的温湿度(相对湿度在>65%、温度在24~40℃),达到甲醛熏蒸消毒的最佳条件。
(3)洁净室操作人员到洁净区的关键房间,向电饭锅中加入甲醛,开启电饭锅,甲醛蒸发完全自动关闭电饭锅电源。甲醛的使用量应参照洁净区待消毒区域的空间容积,可按10m L/m3称量36%甲醛溶液。
(4)启动空调机20 m in,让甲醛气体均匀分布各个房间。
(5)关闭空调机,对房间进行熏蒸消毒。熏蒸试验时间为12 h。
(6)启动空调机,打开送排风系统排风12 h。
(7)消毒时间为12 h,检验人员戴上防毒面具进入洁净区,按无菌操作将菌片放入培养液中(培养液浸透菌片),然后置于37℃下48 h培养,分别另取一支未经消毒的指示剂作阳性对照。
2.3.1.3 可接收标准
经48 h培养后,若培养液变浑浊,颜色由红变黄判为阳性,若培养液澄清,颜色不变为阴性,继续培养至7天,若仍无菌生长,则判为灭菌合格。
2.3.2 环境中甲醛残留量检测
(1)甲醛消毒灭菌结束后,在达到设定的时间后(2 h、4 h、6 h),选取关键房间用甲醛检测仪分别测试待测洁净间的甲醛残留量,并作相应的记录。
(2)可接受标准:甲醛残留浓度<0.1mg/m3。
2.3.3 表面微生物检测
在洁净区相应的天花板、地板、设备台面、墙壁等处用接触碟(内径57mm)采样。取样时,打开碟盖,均匀按压接触碟底板,确保全部琼脂表面与取样点表面均匀充分接触,再盖上碟盖,并做标号,置30~35℃恒温培养箱中培养72 h,计数。
用消毒液擦拭干净被采样处,使其免受污染。
表面微生物检测可接受标准如表1所示。
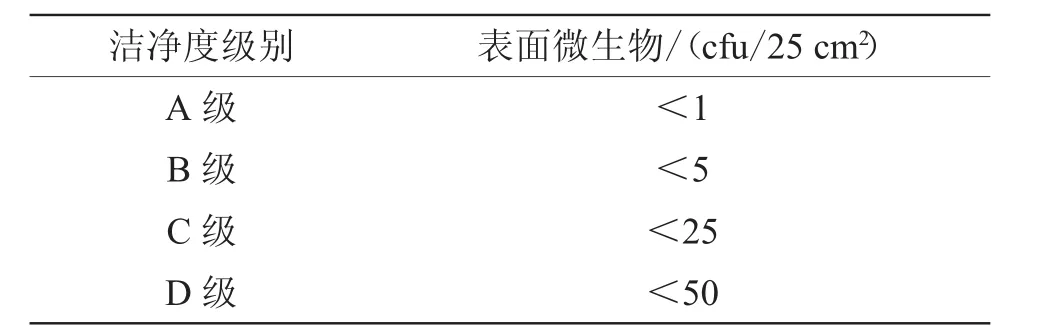
表1 表面微生物检测可接受标准
3 臭氧消毒(灭菌)
臭氧(O3)是有毒、淡蓝色、不稳定的极强氧化剂,相对气体密度为1.657(空气=1.0)。臭氧是一种广谱高效灭菌剂,具有强烈的杀菌消毒作用。臭氧在常温下不稳定,极易分解成氧分子与氧原子,氧原子具有氧化性,能破坏微生物的细胞膜从而将其杀死,其多余的氧原子会自动结合成氧分子从而不会产生有毒的残留物。臭氧产生的原料是氧气与电能,通常由臭氧发生器产生臭氧。
3.1 臭氧浓度
用于杀灭空气中的浮游菌时,臭氧浓度为2~4 ppm;用于洁净室和设备表面灭菌时,臭氧浓度为10~15 ppm。
3.2 臭氧灭菌时间
在日常消毒操作中,如果只需对空气灭菌,则只需要将臭氧发生器开启1~1.5 h,如果需要对设备表面进行消毒,则需要将臭氧发生器开启时间调到2~2.5 h。
3.3 臭氧发生器的选择
3.3.1 臭氧消毒的浓度(C)
按臭氧消毒的效率和卫生部颁布的《消毒技术规范(2002年版)》[2]的标准,对空气中的浮游菌,臭氧灭菌的浓度为2~4 ppm;对物体表面的沉降菌,臭氧灭菌的浓度为10~15 ppm。
3.3.2 臭氧的自然半衰期(S)
臭氧的半衰期在参比状态下为20m in左右;1 h衰退率约为62.25%;设计、运用臭氧消毒40m in达到相对浓度后,继续维持一段时间(1~1.5 h),即可达到对机器、设备和建筑物表面沉降菌的杀灭目的。3.3.3消毒空间体积(V)
设洁净区体积为V1,HVAC系统风管容积为V2,为保持洁净区正压所补充的新风的臭氧消耗量为V3。
V3的确定根据消毒实践,归纳出较可靠的经验公式:V3=HVAC系统循环总风量(m3/h)×25%(假定新风补充量)×10%(保持洁净区正压所补充的新风量)×33.75%(计算应用臭氧半衰率的预算值),即V3≈循环系统总风量×0.944%,则消毒空间体积为:V=V1+V2+V3。
3.3.4 臭氧发生器的臭氧发生量
空气中的臭氧浓度(C)应达到10 ppm,折算为19.63mg/m3;臭氧发生器工作1 h后,臭氧自然衰退率(S)为62.25%;则选择臭氧发生器的臭氧发生量W(mg/h)=
3.4 臭氧消毒灭菌的操作
3.4.1 消毒前准备
打开空调机,将新风阀门关小到能保持房间的正压,将排风机打开,将回风阀门打开,使通风系统形成一个自循环系统,能提高臭氧消毒的效率。
3.4.2 消毒操作
按照计算好的臭氧发生量将臭氧发生器设置在相应的档位上,打开臭氧发生器,臭氧消毒开始。
3.4.3 消毒结束
在臭氧消毒经过规定的时间后,将臭氧发生器关闭,将新风阀门恢复到原来的状态,臭氧消毒(灭菌)结束。
3.5 臭氧消毒(灭菌)效果验证
3.5.1 臭氧浓度测试
3.5.1.1 合格标准
臭氧浓度:在臭氧发生器开启后40min内洁净室内臭氧浓度≥10 ppm(19.63mg/m3),且所有洁净区域中臭氧浓度均≥10 ppm(19.63mg/m3)。
消毒时间:所有洁净区域内臭氧浓度达到10 ppm时开始计时,直到臭氧发生器停止工作臭氧浓度降至10 ppm时终止,时间≥60m in。
臭氧消毒(灭菌)后,臭氧浓度衰减至安全标准0.15 ppm所需的时间应≤30m in。
3.5.1.2 试验条件
环境条件:环境温度16~28℃;相对湿度45%~65%;室内无外界强气流,无强烈阳光照射或其他热辐射。
消毒时关闭新风口和回风排放阀门,使整个被消毒的洁净区空气通过净化系统风管形成循环,臭氧发生器开始工作。
3.5.1.3 测试地点
选取距离空调箱送风口最远且送风口分布最稀少的房间进行测试。
3.5.1.4 测试方案
臭氧发生器开启时开始测试,每10m in用带打印功能的臭氧检测仪测试1次;发生器开启40m in后,此时臭氧浓度呈缓慢上升;连续监测2 h;臭氧发生器关闭,空调送风开始时测试1次,每10m in测试1次,连续监测1 h。
3.5.2 臭氧灭菌性能确认
确认预定的臭氧消毒程序在洁净区空间消毒后微生物达到要求。
3.5.2.1 金黄色葡萄球菌挑战性试验
确认预定的臭氧消毒程序在洁净区空间消毒后,微生物杀灭率≥90%。
(1)生物指示剂的制备:取金黄色葡萄球菌制备菌液培养48 h后,稀释成1 200个/m L。临用前在营养琼脂培养基平皿中加入1m L上述菌液,并使其在培养基表面均匀分布。
(2)选取关键房间进行测试,每个房间放置2碟。
(3)臭氧发生器开启的同时打开注有菌液的培养皿上盖,至臭氧消毒程序结束。
(4)把培养皿放入37℃恒温箱中培养48 h,进行菌落计算。同时以未经臭氧处理的培养皿作空白对照。

(5)计算杀灭率:
3.5.2.2 浮游菌的检测
开启浮游空气尘菌采样器,采样量为1m3。用气点采完样后将培养皿置于30~35℃中培养3天,观察微生物生长情况。
浮游菌检测可接受标准如表2所示。

表2 浮游菌检测可接受标准
3.5.2.3 沉降菌检查
参照GB/T16294—2010《医药工业洁净室沉降菌的测试方法》[3],将制备好的肉汤琼脂培养基按采样点布点位置离地0.8~1.5m处放置,打开培养皿盖(直径90mm),暴露30m in,在30~35℃中培养48 h进行菌落计数。
沉降菌检测可接受标准如表3所示。

表3 沉降菌检测可接受标准
4 结语
经过上述介绍,我们可以了解到制药企业目前主要应用的洁净厂房消毒灭菌方法。对洁净区的消毒灭菌方法应不少于一种,合理利用不同的消毒灭菌方式,直接影响着产品质量和人员的生命安全。同时,消毒灭菌方法的验证是极其重要的,只有通过验证,才能肯定消毒灭菌方式的有效性和安全性。
[1]药品生产质量管理规范(2010年修订)[S]
[2]消毒技术规范(2002年版)[S]
[3]G B/T16294—2010医药工业洁净室(区)沉降菌的测试方法[S]
2014-10-18
陈琦(1980—),男,江苏南京人,工程师,从事设备管理工作。
猜你喜欢
作物学报(2022年9期)2022-07-18
机械工程师(2021年12期)2021-12-22
——硫酰氟熏蒸应用技术
粮油食品科技(2021年4期)2021-07-25
建材发展导向(2019年10期)2019-08-24
科学大众(中学)(2019年3期)2019-05-17
中成药(2018年9期)2018-10-09
基层中医药(2018年3期)2018-05-31
山西建筑(2017年28期)2017-11-15
环境保护与循环经济(2017年9期)2017-03-16
现代食品(2016年14期)2016-04-28