
汽轮机汽封间隙测量新工艺应用分析
2015-06-05 14:57:00陈声
综合智慧能源 2015年5期
陈声
(新疆华电吐鲁番发电有限责任公司,新疆吐鲁番 838100)
汽轮机汽封间隙测量新工艺应用分析
陈声
(新疆华电吐鲁番发电有限责任公司,新疆吐鲁番 838100)
介绍了汽轮机大修期间采用压医用胶布或压铅丝法测量汽封间隙存在的问题,分析了假轴测量与压铅块测量法的特点,并举例进行了应用分析。采用这2种方法,可保证汽轮机大修后启动及运行期间转子不与汽封碰磨,防止轴瓦振动超标,提高机组效率。
汽轮机;汽封间隙测量;压铅块测量;假轴测量;偏差
1 问题的提出
现今汽轮机大修期间汽封间隙测量大都采用压医用胶布或压铅丝的方法。压医用胶布是在汽封齿尖贴上层数不等的胶布,并在对应转子部位抹上红丹,将缸内各部件及上缸装复后盘转子,根据医用胶布压痕判断汽封间隙。压铅丝与压医用胶布相似,只是不能盘动转子,揭开缸后用卡尺测量被压铅丝厚度,测量数值就是汽封间隙。
以上2种测量方法存在如下弊端:汽缸接合面螺栓未紧前,由于内、外缸自重使外缸下半部分垂弧增大(如图1中虚线部分所示)。内缸汽封上半间隙减小,医用胶布或铅丝已与转子接触上。当外缸接合面螺栓紧固后使外汽缸整体刚度增大,外缸与内缸上升成图1中实线部分,这才是汽轮机实际工作的汽封间隙。这2种方法无法准确测出上半汽封间隙(可以测出下半汽封间隙),而且起吊过程转子与内缸存在摆动,时而碰到医用胶布或铅丝,也会造成测量错误。因测量数据不准确,汽封间隙经多次调整才能合格,不仅造成检修人员劳动强度增大,而且在机组启动和运行时转子易与汽封碰摩,威胁汽轮机安全运行。
2 假轴测量与压铅块测量
压医用胶布和压铅丝测量方法存在弊端,现介绍以下2种测量、计算汽封间隙的方法。
2.1 假轴测量
用假轴代替转子,假轴的垂弧与转子相似,并且椭圆度≤0.02mm。内、外缸中分面螺栓紧固,槽道不装汽封。工作人员钻入汽缸内,用内径千分尺分别测量每级安装汽封处与假轴在水平两侧和垂直上

图1 原理示意
下4个方位的数值(如图2所示)A,B,C,D。因内缸汽封处是整圆加工,所以A+B≈C+D。
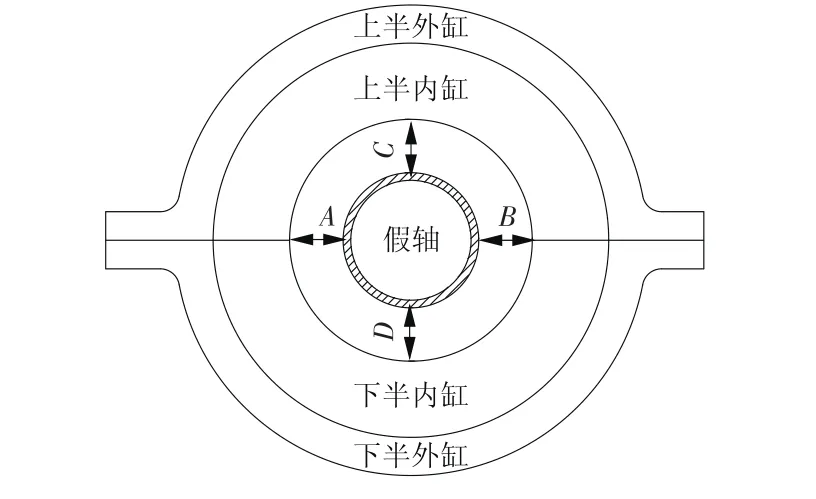
图2 假轴测量法示意
2.2 压铅块测量
在没有假轴的情况下,可以采用压铅块法测量内缸持环与汽轮机转子四周间隙。铅块在机组大修前就预先做好,其厚度大于所需测量间隙0.4~0.6 mm。在每级安装汽封底部放置1个铅块(如图3所示),吊入转子分别测量转子两侧与隔板汽封槽道处的距离E,F(如图4所示)。每级测量完后,将上半内缸和上半外缸分别吊入,并上紧中分面螺栓(严禁盘动转子),再用桥规在轴颈验证转子是否完全落到位。而后松螺栓再吊出上半汽缸、转子,取出铅块测量厚度,其厚度为G。将上部间隙设为H,则H=E+F-G,这样四角间隙数据就已得出。

图3 压铅块测量法示意
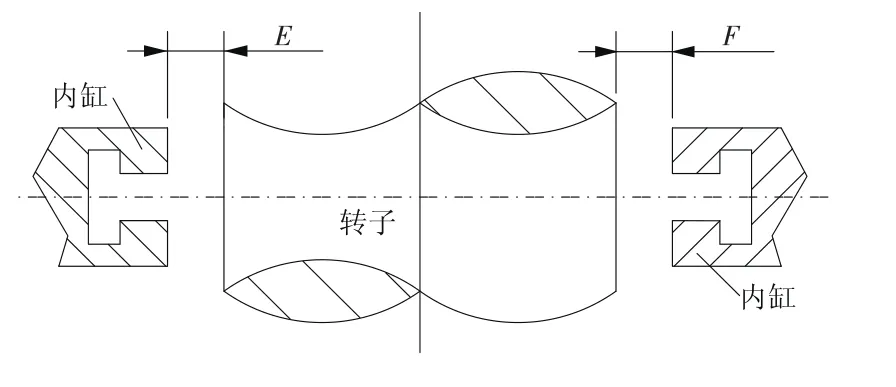
图4 测距示意
3 汽封调整数据计算
汽封的间隙调整过程,实际上是让多块汽封齿与转子间隙在合格范围内,并与汽轮机转子为同心圆。针对以上2种测量方法,分别举例说明如何计算调整汽封间隙。
3.1 假轴方法测量
假轴测量最为准确。现以每圈有8块汽封为例,每块汽封都分别编号(如图5所示),图5中黑线断开处表示1块汽封。为便于计算数据,每块汽封两端分别用字母编号,其计算方法如下。圆的间隙小,则C-C′=40.34-40.55=-0.21(mm)。
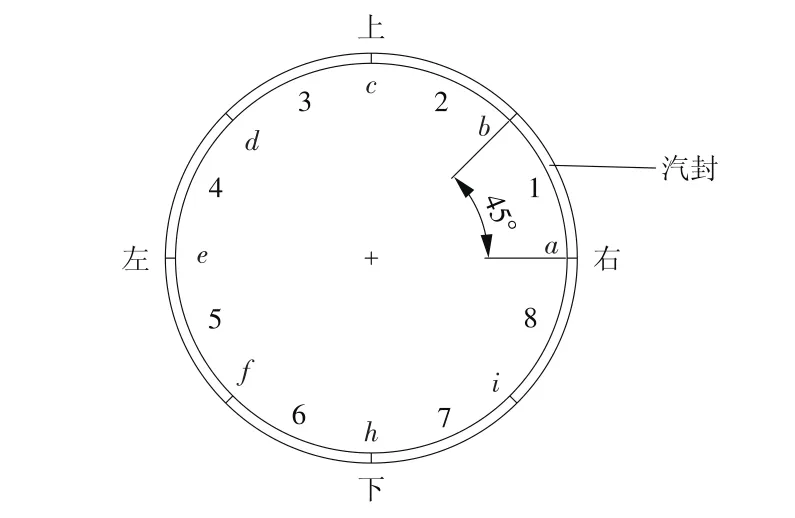
图5 测量示例
3.1.2 计算每块汽封两端需调整数据及方向
#1汽封块a点调整量为-0.30mm,b点调整量=-0.21 cos 45°+(-0.30 cos 45°)≈-0.36(mm);#2汽封块b点调整量与#1汽封块相同为-0.36mm,c点调整量为-0.21mm。以上2块汽封计算数据说明:#1汽封块背弧a点冲高0.30 mm,b点冲高0.36mm;#2汽封块背弧b点冲高0.36mm,c点冲高0.21mm。
用同样方法计算出该圈其余汽封块和其他汽封两端需要调整数值,计算结果为正,修刮汽封背弧,结果为负,冲汽封背弧。
3.2 压铅块测量
例如:测量E=32.64mm,F=31.98mm,被转子压过后的铅块厚度G=32.50mm,则H=E+F-G=32.64+31.98-32.50=32.12(mm)。每圈也是8块汽封(如图3、图4、图5所示),以后步骤及计算方法与假轴测量法相同。
3.3 说明
(1)因测量和计算数据较多,需提前绘制相应表格,将测量数据和计算结果分别填入表格,然后计算汽封调整量,便于汽封背弧加工人员读取数据。
(2)根据经验,若1块汽封两端数值相差≤0.10 mm,就不考虑偏心加工,将汽封两端数据相加(同向为正,异向为负)取平均数值加工。
(3)汽封背弧加工完毕后,将全部汽封放入槽道内测量并调整圆周膨胀间隙。
(4)此方法不适合汽封初次安装,因为汽封齿侧厂家留有修刮余量。
4 结束语
3.1.1 计算内缸持环四角偏差数据
例如:A=40.80mm,B=40.25mm,C=40.34 mm,D=40.75mm,理想同心圆间隙四角设为A′,B′,C′,D′,则A′=B′=C′=D′=(A+B)/2或(C+D)/2=40.55mm。进一步:左侧间隙比理想同心圆的间隙大,则A-A′=40.85-40.55=0.30(mm)。再进一步:右侧间隙比理想同心圆的间隙小,则B-B′=40.25-40.55=-0.30(mm)。同理,下部间隙比理想同心圆的间隙大,则D-D′=40.75-40.55=0.20(mm);上部间隙比理想同心通过此方案测量、调整汽封间隙,比压医用胶布和压铅丝法测量准确,调整汽封间隙也更为均匀,而且只需扣一次实缸,大大减轻了工人的劳动强度并缩短了检修工期。
[1]郭延秋.大型火电机组检修实用技术丛书:汽轮机分册[M].北京:中国电力出版社,2003.
[2]马艳,卜丽,孙长江.汽轮机设备检修[M].北京:中国电力出版社,1997.
(本文责编:白银雷)
TK 263.2
:B
:1674-1951(2015)05-0046-02
陈声(1974—),男,新疆乌鲁木齐人,高级工程师,从事电力生产技术管理方面的工作(E-mail:154722632@qq.com)。
2014-11-18;
2015-03-16
猜你喜欢
东方汽轮机(2021年4期)2022-01-18 04:37:40
能源工程(2021年5期)2021-11-20 05:50:38
机械工程师(2020年8期)2020-09-08 04:04:12
消费导刊(2020年1期)2020-07-12 08:00:34
东方汽轮机(2018年2期)2018-07-03 11:32:42
石油化工建设(2018年6期)2018-04-22 03:16:36
机电信息(2015年9期)2015-02-27 15:55:46
机电信息(2014年12期)2014-02-27 15:52:14
河南科技(2014年24期)2014-02-27 14:19:34
机械工程师(2013年3期)2013-08-13 06:41:54
