
先进飞机智能制造装备集成系统
2015-05-31 06:44沈阳航空航天大学航空航天工程学部俞鸿均谷天慧
航空制造技术 2015年13期
沈阳航空航天大学航空航天工程学部 王 巍 俞鸿均 谷天慧
先进飞机制造更新换代快、品种多、批量小,传统大批量、细分工的自动化生产系统已经很难满足,而智能制造技术为解决这一问题提供了有效方法。智能制造技术是在现代传感技术、网络技术、自动化技术以及人工智能的基础上,通过感知、人机交互、决策、执行和反馈,实现产品设计过程、制造过程和企业管理及服务的智能化,是信息技术与制造技术的深度融合与集成[1]。目前我国以新型传感器、智能控制系统、工业机器人、自动化成套生产线为代表的智能制造装备产业体系初步形成,一批具有自主知识产权的重大智能制造装备实现突破。
飞机制造业自动化、智能化制造技术已经取得长足进步,但仍有提升空间。飞机数字化制造工艺设计方面已经进行应用研究,尚未形成智能标准体系;生产管理方面进行了有益的尝试和实践,尚未与其他数据库集成实现智能管理;产品检测方面进行了局部应用,尚未实现在线智能检测系统的全面应用;飞机装配生产实际系统集成应用水平较低,特别是智能制造装备及核心零部件仍然依赖进口。根据目前飞机零部件的实际生产过程,对影响产品质量的制孔和铆接、测量、物流与执行等环节,提出采用自动化、智能化的设备来实现。以航空业内先进高效的脉动式生产线作业模式的信息平台为基础,对飞机智能化管理平台进行设计,对现有生产资源进行合理规划和整合,精益化管理模式革新,以智能机器人技术/装备为核心,融入现代化的物流输送与信息管理系统,对先进飞机智能化生产执行过程进行管控,实现飞机产品自动化、智能化、信息化、规范化生产目标。有效地提高飞机制造效率、改善产品制造质量,同时降低工人劳动强度、改善装配现场操作环境,实现飞机低成本、高质量和快速响应制造,降低与国外先进技术水平的差距,大幅提高生产设备智能化及生产管理信息化的技术水平,满足飞机生产与发展要求。
先进飞机智能化生产管理平台设计
1 先进飞机协同制造平台设计
先进飞机协同智能制造平台可兼容不同型号飞机管理需求,实现飞机设计到制造全周期数据接受、发放、现场使用等过程的全面管理、主要有先进飞机研制总体控制、项目计划管理、飞机交付进度监控等总体框架,其核心管理主要有飞机工艺与工装设计。工艺设计包括PBOM、MBOM、AO/FO的设计和管理,工装设计包括工装申请、设计、制造、检验与交付管理等。智能协同管理平台将上述业务实现集中存储和权限控制,通过和协作单位的协同平台集成进行数据发放与接收,实现相互间的数据协同。
2 基于MBD的三维工艺设计与仿真平台
在新型号先进飞机研制中,设计环节全面采用了MBD技术,即通过三维模型表达设计意图,在三维模型上标注尺寸、定义公差、注释加工信息等[2]。实现基于MBD的三维工艺规划、详细设计与指令创建,将三维MBD技术通过一体化智能管理平台,并对工艺资源进行统一管理,实现三维设计数据、工艺设计结构化数据、工艺仿真数据、工艺资源的一体化管理。通过智能工艺管理平台编制的AO/FO文件,既包含以文字形式表达的结构化工艺基本信息(三维装配动画、三维工序中间模型、CAD简图、图片等)实体文件,同时三维工艺数据智能管理平台与智能生产制造执行系统的集成接口,可以发布到智能生产制造执行系统中,车间生产工程师可以通过智能生产制造执行系统的三维可视化浏览功能,浏览三维工艺指令,指导操作。
先进飞机基于MBD三维仿真平台通过达索公司CATIA (DELMIA)软件工具集成设计与软件开发。在该软件环境中通过一个统一的数据库环境,将智能生产过程的各个领域环节仿真内容有机地集成到一起,形成PPR(Processlist Productlist Resourceslist)的制造仿真过程。基于PPR总线智能管理平台如图1所示。

图1 PPR智能管理平台设计
基于PPR的数据总线主要包含制造过程建模、智能工艺装配过程、智能测量规划、人机仿真、智能机器人应用、车间的工作物流、生产线布局与智能工艺管理仿真等数据集成。在工艺编辑环境可直接浏览三维装配动画文件、工艺简图及三维可视化文件,建立工序对象与对应动画场景的关联关系,并能根据各工序装配的零组件自动设置AO中装配零组件列表。 AO/FO的结构化信息在DELMIA软件中直接以XML格式进行交换,在生产现场制造过程中,工程师能够方便快捷地查看工艺发布结果、3D工艺标注信息和拆装模拟动画,在直观的数据环境下进行零件制造和装配工作。对部分加工制造过程,可以基于DELMIA二次开发获取制造过程NC程序代码,完成仿真到制造加工一体化,实现智能制造人机一体。
3 先进飞机制造工艺数据库智能管理系统
飞机制造工艺数据库智能管理系统主要集成数据状态管理设计、数据生命周期、版本管理、流程管理、产品数据管理、人员数据管理、流程审签管理、工艺规程轻量化数据管理、EPOM/PBOM/MBOM报表管理及操作界面管理等。智能管理系统将关键数据全部迁移至虚拟化平台,与云计算进行统筹,从系统平台创新和大数据集成系统的高度进行规划部署,充分考虑制造工艺数据特征及现有平台状况,充分评估系统储存大数据的可行性,保证基础架构智能平台的技术连续性和关键数据的准确性。
先进飞机智能化生产装备系统组成
1 建立智能柔性支撑系统
智能柔性支撑系统主要是由硬件和软件集成。硬件主要将装配多个模块化单元、数控系统及数字化测量设备等集成,软件主要由装配仿真软件、优化计算软件、控制软件与测量软件等集成。智能柔性装配工装主要有多孔式模块化组合、定位器快换类、多点真空吸盘式、行列式、分布式、框架式、转动式、多点支撑式与移动生产线式等柔性工装[3]。先进飞机智能柔性支撑集成系统针对不同型号飞机零部件采用三坐标数控定位系统,通过与在线测量系统集成,实现执行快速重构调整能力,满足不同装配对象的装配要求。针对蒙皮等易变形的薄板类零件采用数控防变形保型框等设备。在智能制造车间柔性支撑工装与辅助装备集成(辅助升降梯、辅助拆装零部件机械手与运输设备等),通过在线监测系统由制造工程师操作智能控制平台实现柔性支撑工装用于多个先进机型的实时装配。智能生产装备系统组成如图2所示。
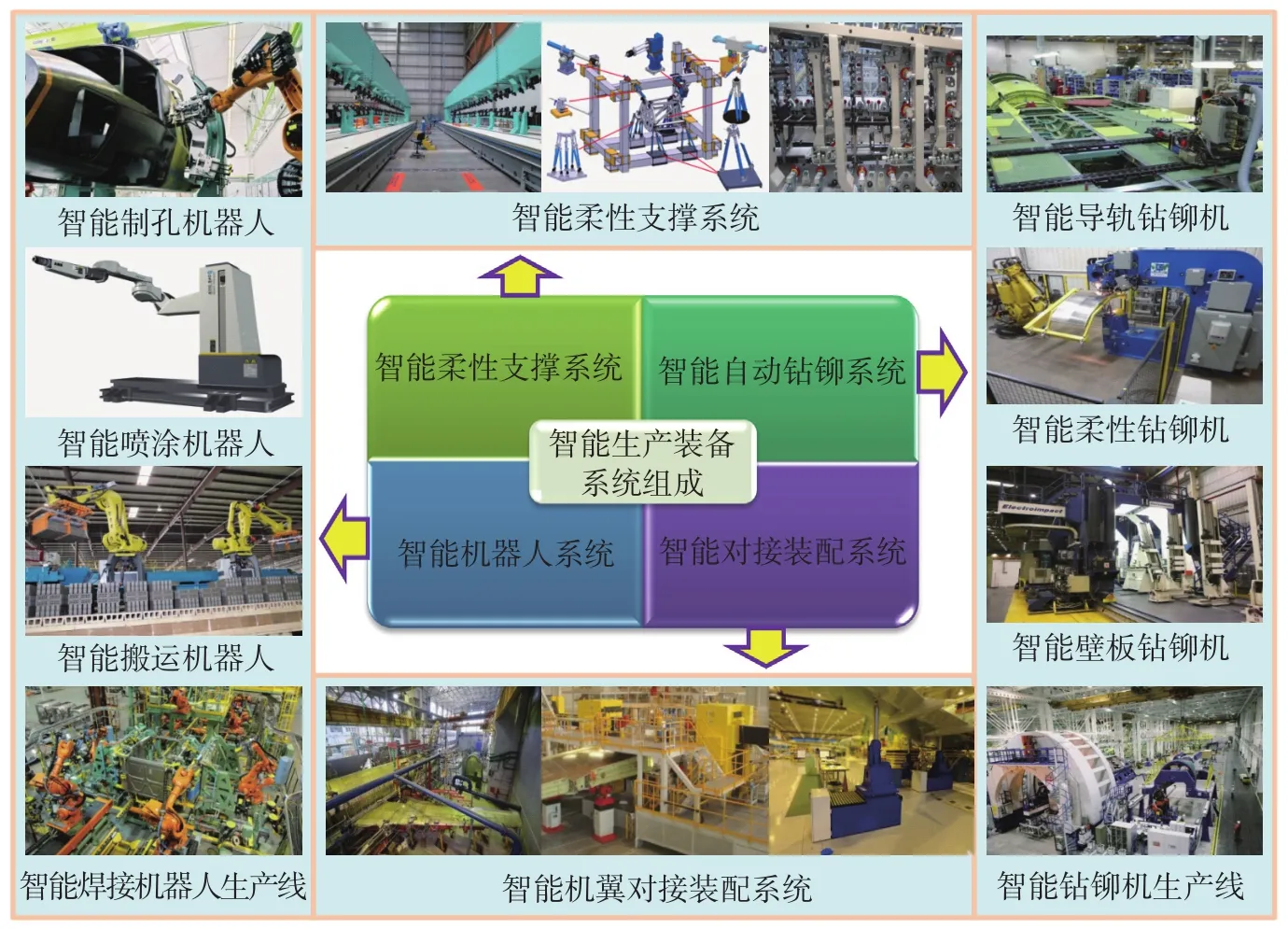
图2 智能生产装备系统组成
2 建立智能自动钻铆系统
智能自动钻铆系统主要是在智能制造过程中利用自动钻铆机对产品的翼梁、壁板与隔框等进行钻铆工艺设计、工艺过程模拟与优化,在精确测量、定位技术的支撑下,采用基于动力学的运动轨迹规划方法,利用变形分析与误差补偿技术,实现仿真、制孔、涂胶、铆接与检测工艺的智能一体化。
智能钻铆机系统针对钻铆机和CATIA系统数控模块,在CATIA软件中建立自动钻铆机系统的精确模型,包括钻铆机器人、基座、拖架与工装等。利用 CATIA V5 DMU中的运动模拟功能建立自动钻铆机运动机构模型模拟。并与DELMIA软件结合二次开发自动钻铆机工作模拟软件,完成自动钻铆机加工仿真模拟、干涉检查与运动特性分析等功能。模拟控制软件可读取数控程序。通过智能自动钻铆机系统平台集成该模拟控制软件与自动钻铆机控制器,工程师可直观地看到程序运行后的效果,根据运行后的仿真效果可以进行工艺过程与工艺路线的优化。通过智能系统平台运动仿真的方法,综合柔性托架和壁板的变形,分析铆接过程中的随机误差,在此基础上进行铆接质量预测,保证铆接方案的正确性和可行性,然后输出自动铆接控制指令,将仿真后生成的执行程序通过智能自动钻铆系统平台输入自动钻铆机执行系统当中运行,完成飞机零组件的智能铆接。当产品自动钻铆完成时,通过智能自动钻铆机辅助机械手装卸产品,自动取放下一个工位,完成智能装配。
3 建立智能机器人系统
在先进飞机智能机器人系统中主要包含智能机器人制孔与焊接系统、智能机器人搬运系统、智能机器人涂胶与智能机器人喷漆等系统,由于机器人本身的动、静态误差及制孔、焊接、搬运、涂胶与喷漆过程大量坐标系标定和坐标转换会引起难以补偿的残留误差,为提高机器人工作定位位置和姿态精度,需要构建一种基于激光跟踪仪、激光雷达与室内GPS闭环反馈的智能机器人辅助飞机制造系统。为增强智能机器人系统的定位及工作性能,将应用先进在线测量技术直接对机器人运动位姿进行检测和补偿,可以极大地提高机器人的运动精度。智能机器人辅助飞机制造系统由工业机器人、附加外轴(移动平台)、末端执行器、离线编程及仿真软件系统与先进在线测量系统集成应用。其中,离线编程系统是实现机器人智能制造的关键,其核心是基于产品(工件)模型进行机器人制孔、焊接、搬运、涂胶与喷漆过程程序的编制。采用离线自动编程的方式生成机器人工作的数控代码,所生成的机器人工作运行轨迹满足先进飞机智能制造要求。智能机器人系统的运用能够加快先进飞机智能化生产进度、提高制造质量,推动航空制造业无人化智能制造技术的发展。
4 建立智能对接装配系统
先进飞机智能对接装配系统包含三坐标数控柔性定位系统、实时测量与监控系统、控制系统、集成管理系统、自动精密加工系统、装配过程数据集成系统等,综合采用智能测量技术、信息化管理技术、数控自动定位和自动连接技术等相关技术[4]。先进飞机实现智能对接装配将激光跟踪仪测量系统、计算机信息处理、定位器数字控制、数据通信与采集处理、数字信号反馈及闭环控制等有机结合,进行集中控制、管理,使整个自动对接装配过程合理有序。智能对接装配数据集成实现零件制造数据集、工艺数据集和检验数据集的集中和管理。在智能工厂设置激光跟踪仪、IGPS、激光扫描仪与数字照相仪等测量设备,建立统一的制造、安装、对接、检测基准的控制网,通过控制网将多台测量设备集成到全局坐标系中,形成在线测量与实时监控系统。先进飞机智能对接装配辅助测量系统主要实现测量点实时可视化采集、对测量布局可测性仿真、测量设备的实时控制、对接装配调姿基准点静动态跟踪测量、位姿求解等功能。智能对接数据处理系统包括轨迹规划、调姿过程仿真、装有传感器的定位器运动识别、驱动指令的传输与接收等功能。运动控制系统实现执行机构运动控制、信息反馈、报警等功能。智能对接装配调姿执行机构由调姿机构和辅助装配工装等组成。智能对接装配系统的各个组成部分相互集成,形成智能化的先进飞机对接装配系统。
先进飞机智能化物流与运输系统
1 智能物流管理系统
先进飞机智能管理系统利用无人化管理系统,包括物品吊装机构、物料运输小车、装配执行机构、手工作业机构、物料分拣装置等,智能物流系统管理流程如图3所示。对各个产品及流动辅助物体都带有可识别的条码,采用条码自动读写硬件技术将条码符号所代表的数据转变为计算机可读写数据,形成计算机之间的数据通信。条码硬件支持系统可以分解成光电转换系统、译码系统、数据通信和计算机系统等,软件包括扫面器输出信号的测量、扫面方向的识别、逻辑值的判断以及阅读器与计算机之间的数据通信等。处理条码的信息与智能装配信息与设备信息融合,实现对装配流程的分析与优化及对物流输送顺序的计算与优化等。通过生产调度、指令控制、质量管理等监督控制功能,在计算机平台上接受指令传送到执行系统,进行自动控制与信息反馈的操作。

图3 智能物流系统管理流程
2 智能AGV导航系统
智能AGV导航系统是在智能制造物流系统管理中利用无线控制信号导引AGV运输智能车行驶,通过在智能工厂当中安装激光雷达信号与室内IGPS等发射装置,装有信号接收器AGV接受信号准确定位当前的位置和方向,由控制系统发出运输的物体指令到达指定的位置。AGV的精确定位在智能物流系统中的应用主要有地面无需其他定位设施、行驶路径可灵活多变与能够适合多种现场环境等优点,帮助实现智能制造运输系统的提升。
先进飞机智能化生产执行过程管控
1 智能工厂执行管理系统
飞机制造企业具有多品种小批量、自主工艺设计制造、半自动或手工设备多样等特点,通过对飞机制造企业全方位管理,包括生产计划、制造执行、质量管理、物料管理和分析决策等各个环节,建立面向先进飞机数字化智能制造解决方案,实现设计工艺—制造执行—反馈优化闭环管理。智能化制造执行系统主要由生产排产、质量控制、看板监控、工装调整控制、调运系统控制、工艺演示、信息管理等方面组成,涵盖了制造过程管理的多个方面,对飞机制造过程进行抽象,封装解决方案对应的软件功能模块。智能制造执行系统接口实现技术与管理系统集成,并且采集制造过程的各种异构数据,将制造结果信息反馈到应用系统,实现智能制造过程的闭环控制。
2 数字化智能在线测量与分析
先进飞机零组件制造智能在线测量集运动控制器、激光扫描驱动模块和数据识别系统及五轴联动运动执行机构、激光扫描于一体,实现飞机零部件智能化测量。在智能在线测量系统中,利用计算机图形学和自由曲面造型相关理论,对待测工件数模进行测量路径规划与仿真,并通过运动控制器将数字量转换为模拟量,驱动五轴联动运动执行机构带动激光接收器按照规划路径运动,完成待测件在线测量[5]。最终,在线测量数据处理系统将采集的测量数据,与理论数模比对偏差,并得到可视化动态直观云图。智能在线测量系统与分析框架如图4所示。
先进飞机部件智能制造大尺度在线测量按照固定发射器与移动发射器相结合的方式,结合智能工厂的条件、产品测量现状及工艺要求,开展产品位姿特征点定义,接收器结构型式与产品特征点的适应性设计需求,移动式发射器与智能装配现场的适应性,固定基准与移动发射器相结合的快速标定,测量数据与理论数据的拟合分析,形成先进飞机智能测量与检测的指导性作业规范,开展测量定位仪软件系统与飞机位姿分析方法的集成及二次开发,实现产品位姿信息的准确解算,通过对飞机部件智能测量开发模拟测量系统,针对智能工厂测量系统进行模拟验证过程中出现的问题,检测测量系统的各项技术指标,提高智能制造精度。

图4 智能在线测量系统框架
建议与展望
先进飞机智能制造装备系统的集成在飞机制造阶段已成为必然的发展趋势,智能化装备系统的集成与管理成为飞机智能制造的技术基础与关键。积极探索智能协同管理平台设计,开展智能装备产品的自主研发,生成智能物流运输与管理系统,逐步实现我国飞机智能制造的工程化应用,使得飞机智能制造成为制造行业的领先模式。立足实现未来飞机智能化制造工厂中,所有零组件智能管理设备系统、智能柔性装备、智能对接系统、智能运输装备、智能检测与在线测量系统等先进装备与系统都能将研发、设计与制造、集成管理与执行过程等与人相互结合形成一体化智能制造集成系统。满足我国先进飞机研制需求,走上航空强国之路。
[1]潘全科.智能制造系统车间生产计划与调度[D].南京:南京航空航天大学,2007.
[2]范玉清,梅中义,陶剑.大型飞机数字化制造工程.北京∶航空工业出版社,2011∶6-212.
[3]郭洪杰,杜宝瑞,赵建国.飞机智能化装配关键技术.航空制造技术,2013(18)∶48-51.
[4]潘志毅.飞机装配工装智能设计关键技术研究与系统开发[D].南京:南京航空航天大学,2008.
[5]王巍,俞鸿均,谷天慧.大型飞机数字化装配在线测量技术研究.航空制造技术,2015(7)∶ 48-56.
猜你喜欢
军事文摘(2022年19期)2022-10-18
环球时报(2022-05-30)2022-05-30
印刷工业(2020年4期)2020-10-27
当代陕西(2019年11期)2019-06-24
作文周刊·小学一年级版(2017年9期)2017-06-20
中国交通信息化(2017年4期)2017-06-06
小学生导刊(低年级)(2016年8期)2016-09-24
少儿科学周刊·少年版(2015年4期)2015-07-07
少儿科学周刊·少年版(2015年4期)2015-07-07
少儿科学周刊·少年版(2015年4期)2015-07-07
