
YP13B型横向收集机系统改进
2015-05-30 03:09:25胡广阔
中国包装工业(下半月) 2015年11期
胡广阔

【摘 要】YP13B型横向收集机大部分采用检测、气缸控制,故障率高,维修频繁。在原机的基础上进行改进,取消原机的电气控制,采用全机械传动,提高条烟收集的稳定性。
【关键词】YP13B型 横向收集机 系统 改进
1 存在问题
YP13B型横向收集机是东方机器制造(昆明)有限公司设计的第一代条烟收集机,该机采用电气元件检测条烟到位,电气控制气缸动作的方式来实现对条烟的横向收集,但因电气控制必须存在检测元件,动作停顿次数频繁,反映速度较慢,很难适应下工序装封箱机的提速要求,因而影响整条生产线的效率。按照漯河卷烟厂2014年包装机班产量62.5箱计算,收集机条烟阻挡控制气缸单班动作15625次,由于停顿次数频繁、检测元件反映速度较慢,造成在条烟进入收集机时出现挤烟现象,每班挤烟次数达35次以上,稳定性低,故障率高,维修费用增加,严重影响设备正常运行。
2 改进与优化
2.1 系统改进
通过对原机传动设计的观察研究,确定采用全机械传动,只用一台可无级调速的电机,通过传动机构使原动力传递到所有运动机构,让各运动机构按各自所需传递比协调运行来实现对条烟的横向收集。图一为改进后横向收集机机械传动原理图。
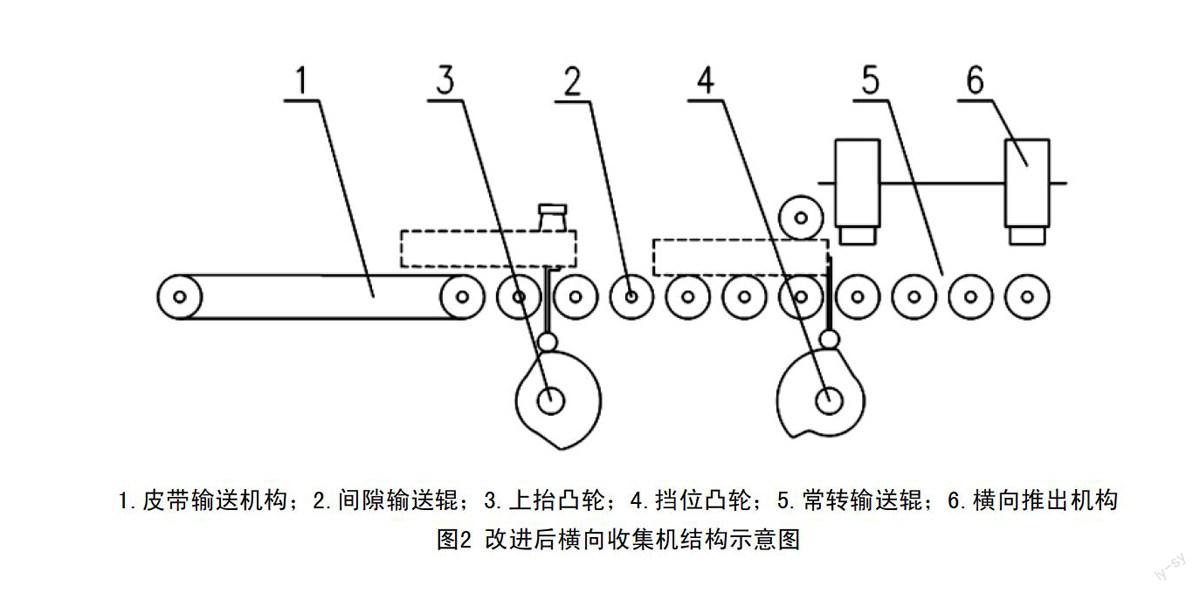
改进后,在两段一直处于运动状态的输送机构之间,分别装有两组上抬凸轮机构和挡位凸轮机构,每个机构之间的运动状态与条烟输送速度相匹配,对输送机构上纵向无规则随机排列的条烟进行收集整理,排列整齐后送入横向推板通道,由横向推板机构将条烟横向推出,输送至下一工序。利用各机构之间的相互协调配合,完成了纵向无规则随机排列的条烟有序化横向收集,为下一步进入装箱工序提供有利准备,有效地解决了条烟横向收集速度慢的问题,且收集动作无需任何控制检测装置,只保留故障检测保护装置。因而,整机可靠性高,稳定性强,故障率低,进一步提高整线的生产能力。可以在设备运行时不停机进行速度调节,且速度调节平滑无跳跃;可以做到任意时刻、任意位置停机,再次启动,仍然能正常运行。图二为改进后横向收集机结构示意图。
由图二可以看出,两段一直处于运动状态的输送机构,前段为皮带输送机构,后段为辊筒输送机构,中间新增一组间隙输送辊。利用上抬凸轮机构夹紧或释放纵向输送的条烟,配合挡位凸轮机构使条烟得到收集整理。两段输送机构、两组上抬凸轮机构和挡位凸轮机构和横向推板机构,启动后一直处于运动状态,条烟的收集整理及排列整齐的时间与相位由其凸轮的形状与相位决定。间隙输送辊在上抬凸轮机构夹紧时停止转动,在上抬凸轮机构释放时立即转动,其作用是使条烟在上抬凸轮机构释放时,能及时前行,不必等下一条烟推动,因而不会有条烟在上抬凸轮机构停留。
2.2 系统优化
系统改进后,整机可靠性和稳定性增强,提高了整线的生产能力,但在条烟处于阻挡系统收集整理时,偶尔会出现挤烟现象。通过进一步观察研究,确定对以下部位进行优化,以彻底解决挤烟问题。
(1)优化条烟第一阻挡系统凸轮控制,将原来的凸轮改为双片可调凸轮,实现条烟释放与阻挡能够单独控制。
(2)优化条烟下输送辊,取消传送动力部分并锁紧,使其仅起支撑条烟的作用,不再主动传送烟条。
(3)优化条烟第一阻挡系统的位置,向后移动20mm,使阻挡系统之间的距离略大于一条烟的距离,确保一条烟能够平稳处于等待状态。
(4)设计增加一套毛刷输送辊系统,并通过加装链传动从原机引入动力,使输入的条烟处于受控状态并按照设计速度平稳供给。
(5)重新选用材料,去除第一阻挡毛刷,采用具有弹性的硅胶板增大阻挡力,实现对烟条的快速释放与阻挡。
3 實施效果
改进前,漯河卷烟厂YP13B横向收集机每班挤烟次数达35次以上,设备效能降低,原材料消耗增大,加大了操作工的劳动强度。改进后,彻底解决挤烟现象,节省了原材料消耗,降低了劳动强度,提高了设备生产效率。
参考文献
[1]吴宗泽主编.机械设计师手册(上册).北京:机械工业出版社,2001.1.
猜你喜欢
工业设计(2022年8期)2022-09-09 07:43:20
军民两用技术与产品(2021年10期)2021-03-16 06:05:30
北京测绘(2020年12期)2020-12-29 01:33:58
装备制造技术(2019年12期)2019-12-25 03:06:46
中国洗涤用品工业(2019年4期)2019-05-11 09:27:34
家庭影院技术(2017年9期)2017-09-26 03:41:45
现代经济信息(2016年19期)2016-10-20 15:44:35
中国科技博览(2016年18期)2016-10-19 07:16:43
商(2016年27期)2016-10-17 06:57:20
商(2016年27期)2016-10-17 05:02:12
