
一种UG的数控加工刀具轨迹的优化探讨
2015-05-30 10:48:04宁家喜
求知导刊 2015年18期
关键词:优化设计
宁家喜
摘 要:数控加工以其强大的优势越来越受到企业的关注,并成为制造企业赢得市场竞争的决定因素之一。然而,大部分制造企业数控加工效率低下,数控制造能力不足。文章基于UG软件为平台,对平面型腔数控加工进行了分析研究,并对其进行了数控加工程序的优化设计,从而缩短了加工时间,提高了加工效率,降低加工成本,对增强企业的综合竞争力具有一定意义。
关键词:数控程序;曲面铣削;优化设计;刀具轨迹
数控机床在车间的应用,不仅缩短了产品制造的周期,还提高了产品的生产率和加工的质量,UG是目前CAD等软件中最先进的高端软件,为加工的自动化和数控编码提供了一个优秀的平台。在UG软件中,CAM的加工参数设置是一个比较复杂的步骤,包括了加工路线的设定,生成刀具的加工轨迹,输出NC代码等。在这些内容中,生成刀具加工轨迹是十分关键的一个环节。在平面型铣削中占有很大的比例,在数控加工过程中经常会遇到两种问题。第一种是侧面形状的刀具的圆弧大于曲率半径。第二种情况是拐角为锐角的加工。若果遇到第一种情况,为了防止误切,UG软件一般会保守参数,致使粗加工量降低,会导致精加工量增加,从而增加生产时间,降低生产效率。如果遇到第二种情况,UG软件一般会对工件轮廓曲线基于刀具半径移位补偿,致使尖角加工运行轨迹增加,同样延长了加工时间,降低了生产效率。因此使用刀具轨迹优化设计方法对数控加工过程中遇到的这种问题进行处理,对于提高企业的经济效益具有重要的意义。
一、刀具半径大于曲率半径的优化设计
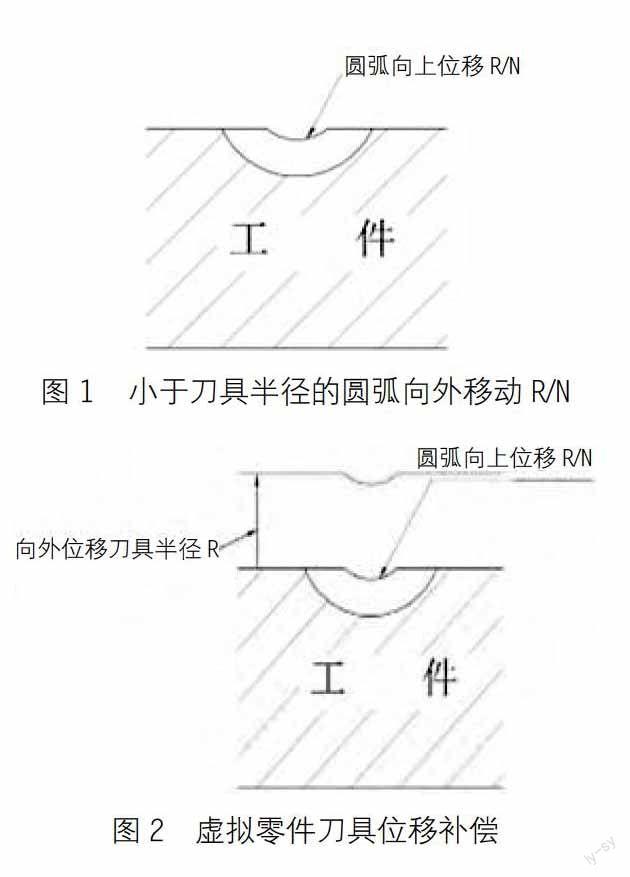
在使用UG软件对工件加工之前,首先需要确定刀具运动轨迹。在数控加工,刀具中心的轨迹就是相对加工轮廓表面向外移动一个刀具半径。但是如果刀具半径大于曲率半径,再向外移动一个刀具半径,就会导致直线和圆弧没有交点,得到的是一个曲线,进而无法生成加工轨迹。解决这个问题的方法有三种,第一种更换小的刀具进行加工。第二种忽略圆弧,进行粗加工。然后在更换小的刀具对圆弧进行加工。第三种设置分割数,将小于刀具半径的圆弧向外移动R/N.得到虚拟的轮廓(图1)。在对虚拟的轮廓进行位移补偿,也就是刀具中心轨迹(图2)。
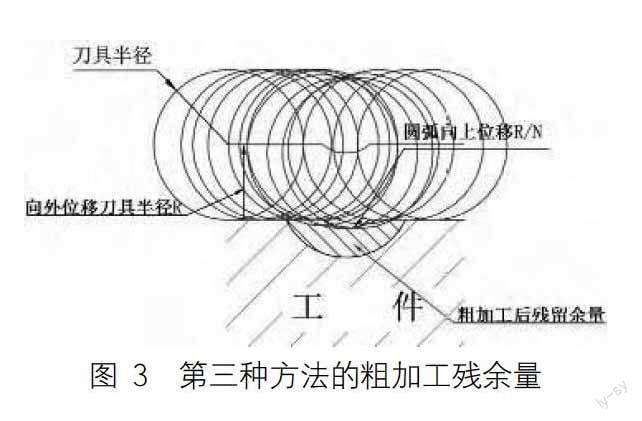
第一种方法会直接增加加工的总时间,在车间加工的时候不建议采用。第二种方法虽然相对第二种方法要好,但是总加工时间差不多。第三种方法对其进行了设计优化,缩短了加工的时间,同时为下次小刀具加工留下了更少的残余(图3)。
但是在使用这种方法的时候,我们会发现很难确定分割次数,如果分割次数过大,就会过切,如果分割次数过小,优化程度就不太高,粗加工的残余量就会过多,所以这三种方法都不能达到理想的优化设计效果。
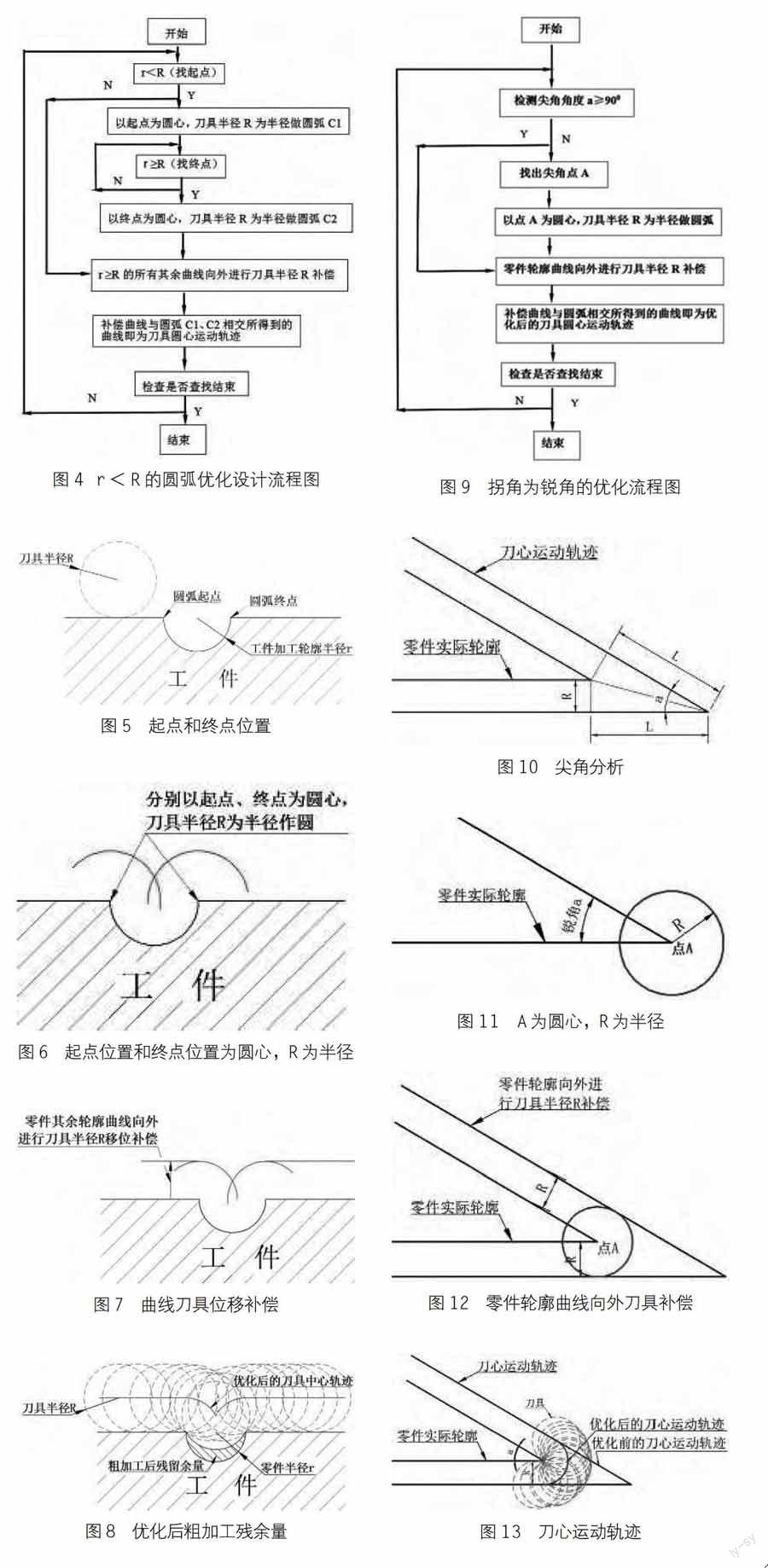
设加工型腔圆弧为r,刀具半径为R,满足r R的起点位置和终点位置。所以在加工的过程中这两个点不过切就行、以工件轮廓圆弧r (1)到起点位置和终点位置(图 5)。 (2) 起点位置和终点位置为圆心,R为半径(图6)。 (3)零件轮廓其余的曲线移位补偿(图7)。 (4)两个圆弧和补偿曲线相交得到的曲线就是优化过后的刀具中心轨迹(图 8)。 (5) 检测加工刀具是否查找完成,如果没有,返回第一步。 (6) 结束。 使用这种方法不仅比上述三种方法的残余量都少,而且还缩短了加工周期,提高了生产效率。 二、刀具拐角尖角优化 在拐角为锐角时,为了保证加工的质量和刀路的平稳性,一般在对此类情况加工时,运动轨迹一般都比实际轮廓长度多(图10)。 R为刀具半径,α为尖角角度,优化前运动轨迹为2L.因为拐角为锐角,由公式2L=2×[R/tg(α/2)]可知,角度越小,运动轨迹越长,为了提高生产效率,需要对其进行优化,通过绘图,发现如果以拐角为圆心,R为圆弧,在非工件进行加工的时候就不会出现过切的现象。而且还可以减少道心运动轨迹空运行。刀具半径大于曲率半径优化步骤如下(图9)。 (1)检查角度α,当为锐角是,找到尖角顶点A,否则,直接进行步骤4(图 10 )。 (2)找到尖点A。 (3)A为圆心,R为半径(图11)。 (4)零件轮廓曲线向外刀具补偿(图 12)。 (5)补偿曲线和圆弧相交得到的曲线就是优化后的刀具原因运动轨迹(图13)。 (6)检测刀具运动轨迹是否完成,如果没有,回到第一步。 (7)结束。 通过图10 可以看出,优化前运动轨迹长度为2L=2×[R/tg(α/2)],优化后运动轨迹长为l=2πR×[180°- α/360°]。 分析优化前和优化后2L和α的关系,从下表可以看出,当角度为锐角的时候,角度越小,运动轨迹速度越快,优化也取得了很好的效果,所以角度越小的时候,优化效果越好。 总结:从以上的分析结果可以看出,在这中优化方法中,残余量明显减少,而且缩短了总加工的实践,提高了生产效率。所以在遇到上述问题的时候,可以使用这种加工方法,提高工作的效率,为共产带来整体效益。 参考文献: [1]吴 哲,杨春梅,吴全会,等.数控曲线封边机的基座设计及有限元分析[J].木材加工机械,2014 (03):1—4. [2]方 沂,李凤泉,贺琼义,等.高速切削最佳工艺参数的选择[J].天津工业大学学报,2006,25(06): 58—60. [3]张春飞,张 宇,李忠科,等.基于田口法的高速切削参数优化研究与应用[J].现代制造工程,2006(08):78—80. (作者单位:广西玉林高级技工学校)
猜你喜欢
航空兵器(2016年4期)2016-11-28 21:47:29
科技资讯(2016年19期)2016-11-15 08:34:13
电脑知识与技术(2016年24期)2016-11-14 00:09:15
文理导航(2016年30期)2016-11-12 14:56:57
文艺生活·中旬刊(2016年10期)2016-11-04 06:29:49
中国科技博览(2016年22期)2016-11-01 14:23:46
中国科技博览(2016年22期)2016-11-01 13:48:02
中国科技博览(2016年19期)2016-10-19 12:24:15
中国科技博览(2016年18期)2016-10-19 08:57:06
科技视界(2016年22期)2016-10-18 15:25:08
