
浅谈动车组轮对制造工艺要点
2015-05-30 06:37闫道宇
东方教育 2015年3期
关键词:动车组
闫道宇
【摘要】通过对某型动车组轮对设计要求及结构特点,对某型动车组轮对制造工序进行工艺分析,并根据生产实际情况,设计了合理的轮对制造工艺方法及关键质量控制措施。
【关键词】动车组;轮对制造;工艺要点
1前言
某型动车组是根据目前铁路发展趋势和动车组系列产品的特点,为进一步提高快速应对市场需求的能力,降低研发、制造以及售后成本,结合和谐号动车组样车研制的研究成果,研制的既能满足持续高速运营、又能满足站站停运营模式动车组。
某型动车组转向架在高速动车组转向架基础上,结合实际情况,进一步提高零部件国产化率,降低制造成本而研发出来的新型动车组转向架。
2轮对轴箱主要结构特点
某型动车组轮对轴箱组成主要分为动车轮对和拖车轮对两种;动车轮对主要包括车轴、车轮组成、齿轮箱等,拖车轮对主要包括车轴、车轮、轴装制动盘等,如图1和图2。
3轮对制造工艺分析及设计
为保证某型动车组轮对制造质量及工艺步骤合理性,制造过程中将轮对划分为若干个制造单元,对各单元进行分零件加工、组装,最后对单元零部件进行总组装,具体工艺流程如图3。
4轮对制造工艺要点
1、车轮加工:
车轮采购半成品,内孔留量加工,工艺要点如下:
1)粗车轮毂内孔;
2)根据注油孔实际位置车出周向浅槽;
3)精车轮毂内孔;
4)用成型车刀加工注油沟,休整倒角R2;
5)用砂纸将内孔圆弧过渡处均匀打磨,去毛刺。
2、车轴加工:
车轴采购半成品,车轴总长、轴端中心孔和三螺孔加工到位,车轴入厂后需进行外圆精加工,工艺要点如下:
1)精车轴颈、轮座、齿轮箱座(动车车轴)、制动盘座(拖车车轴)、防尘板座和各圆弧尺寸;
2)滚压轴颈卸荷槽圆弧;
3)磨削轴颈和防尘板座;
4)磨削轮座、齿轮箱座(动车车轴)和制动盘座(拖车车轴);
5)对车轴各圆弧进行抛光,去除棱角毛刺,过渡处打磨圆滑。
3、轮装制动盘组装
动车车轮加工后需进行轮装制动盘的组装,制动盘组装与城际160公里相同,工艺要点如下:
1)车轮、制动盘整备:检查车轮、制动盘外观,车轮、制动盘不平衡位置及数值标识清晰,对制动盘与车轮的螺栓孔、定位销孔、制动盘上的定位销槽安装面用软布进行擦拭,在车轮及制动盘接触表面均匀涂抹一层摩擦剂;
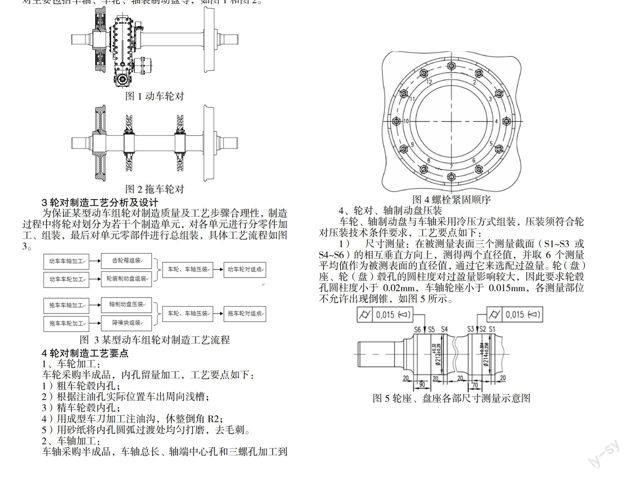
2)制动盘组装:组装时应保证车轮和制动盘不平衡点成150°~210°之间,车轮定位销孔与制动盘定位销槽对中,螺栓及螺母的螺纹用润滑油润滑,制动盘预组后先用70±5N.m的扭矩按照1、5、9、2、6、10、3、7、11、4、8、12的顺序交叉紧固所有螺栓,如图4,然后用140±5N.m的扭矩仍按照1、5、9、2、6、10、3、7、11、4、8、12的顺序交叉紧固所有螺栓;
4、轮对、轴制动盘压装
车轮、轴制动盘与车轴采用冷压方式组装,压装须符合轮对压装技术条件要求,工艺要点如下:
1) 尺寸测量:在被测量表面三个测量截面(S1~S3或S4~S6)的相互垂直方向上,测得两个直径值,并取6个测量平均值作为被测表面的直径值,通过它来选配过盈量。轮(盘)座、轮(盘)毂孔的圆柱度对过盈量影响较大,因此要求轮毂孔圆柱度小于0.02mm,车轴轮座小于0.015mm,各测量部位不允许出现倒锥,如图5所示。
图5轮座、盘座各部尺寸测量示意图
2)工件选配
车轮压装过盈量应在(0.212~0.296)mm,,制动盘压装过盈量在(0.229~0.304)mm之间;车轮须满足如下配台要求:
a. 同一车轴上组装的两个车轮轮辋宽度差应≤2mm;
b. 同一轮对两车轮直径差≤0.3mm;同一转向架两车轮直径差≤0.5mm;同一车辆两车轮直径差≤1mm。
3)打磨、清洗
为增大压装配合面摩擦力,且车轮(制动盘)压装不合格注油退卸时液压油需有渗出间隙,因此需对车轮轮座(制动盘座)及车轮(制动盘)进行打磨处理具体操作如下:
用120至200目棕刚玉砂纸打磨轮座倒角部位,使其圓滑过渡。使用80至120目棕刚玉砂纸沿与纵向轴线成45°方向交叉打磨轮座(制动盘座)表面,见图2所示,往复打磨动作时要求单程均匀用力打磨。打磨后纹理尽量均匀。
4)轮对压装
a.压装准备。压装前在轴颈上涂抹少量变压器油,用压装保护套对轴颈进行防护。为降低压装过程中对接触表面划伤程度,用毛刷蘸取适量润滑剂均匀涂抹在轮座(盘座)及轮毂孔(盘毂孔)表面及倒角部位。
b.压装。将预组后的轮对上料后使用液压数控压力机进行压装。
c.压装效果。通过压力曲线图作为判断压装后配合面是否完好的参考,压力曲线应均匀平稳上升,不得有配合面呛伤导致的陡升,且压力曲线应全部在曲线起点与终点处压力的连线以上(注油沟处曲线除外),车轮最大压装力应满足831kN~1229kN,制动盘最大压装力应满足263kN~450kN。
c.尺寸检测。轮对组装后,检查轮对各部尺寸,各部尺寸要求见表2.
6结论
通过对上述某型动车组轮对制造工艺措施的实施,保证了生产过程中轮对设计性能的实现,也保证了该类型轮对的制造质量,弥补了在此速度等级动车组转向架研发制造上的空白,提高了国内在该速度等级动车组转向架研制上的竞争力。
参考文献:
[1] EN 13260:2009,铁路应用 轮对和转向架 轮对生产要求[S].
[2] TB/T 1718-2003,
猜你喜欢
铁道通信信号(2020年4期)2020-09-21
海峡姐妹(2020年2期)2020-03-03
伙伴(2020年1期)2020-02-14
铁道通信信号(2018年11期)2019-01-19
铁道通信信号(2018年7期)2018-08-29
减速顶与调速技术(2018年3期)2018-08-27
石家庄铁路职业技术学院学报(2018年1期)2018-05-09
制造技术与机床(2017年12期)2017-02-02
山东工业技术(2016年15期)2016-12-01
铁道通信信号(2016年11期)2016-06-01
