
飞机装配质量管理系统关键技术研究与系统实现*
2015-05-30 08:15华中科技大学数字制造装备与技术国家重点实验室朱海平杨馥铭
航空制造技术 2015年9期
华中科技大学数字制造装备与技术国家重点实验室 朱海平 杨馥铭 何 杰 何 非
由于飞机产品的特殊性,飞机制造企业对其质量管理的要求很高。不仅需要具有严格的质量管控体系,还需要建立产品完整的装配质量档案,质检过程繁琐,质量数据繁多,交付状态严格。另外,飞机复杂的构型控制和频繁的工程变更也对检验流程管理提出了更高的要求[1]。
目前,我国大多数飞机制造企业在生产过程中的质量管理仍以纸质表单作为质量数据传递的重要介质,各部门分散管理各自直接相关的质量记录,信息传递缓慢,对质量信息的共享、查询和追溯十分不便。由于飞机装配涉及的零件和部门很多,同时企业对质量管理要求非常严格,在出现质量问题时需要执行严格的质量处理流程[2]。以某民机制造企业为例,处理一个零件问题(例如办理故障通知单)需要10~15个流程节点,涉及的部门包括工程部、质量部、项目生产部、物流部等。采用纸质流程使质量问题的处理周期更长,质量问题得不到及时的处理,导致生产周期延长。
解决以上问题的根本途径就是建立一个功能完善的质量管理信息系统,在保证业务流程完整性的前提下,简化质量问题处理流程,加速数据及表单的流转,使相关质量信息得到快速、及时的反应和处理。同时,搜集质量管理过程中产生的数据及表单,根据需要进行分类保存或是统计分析,方便质量信息和资料的查询和获取。
本文对飞机大部件装配过程质量管控业务需求进行了深入分析,研究了装配质量管理系统构建过程中的主要关键技术,在此基础上研发了装配质量管理系统,该系统已在某民机制造企业成功上线应用,取得了显著效果。
飞机装配质量管理业务流程分析
飞机装配过程中与质量管理相关的主要业务流程如下:
(1)AO的质量审核与质量计划制定。
AO(装配大纲)既是工艺文件,又是生产指令,还是一本架次质量档案。在AO模板的发布流程中,质保审核是最后环节。装配工序中的检验点由工艺员设置,质保审核主要对AO完整性进行检查,并设置检验工序和检验要求,AO模板才正式生效。在工艺编制AO的同时,质量部也编制质量计划,质量计划是质量部的内部文件,主要阐明针对某产品如何进行检验,包括要求、规范等,起到指导检验工作的作用。
(2)装配过程检验与质量问题处理。
在产品的装配过程中,现场检验工人根据AO的检验点定义,对刚完成的工序进行质检,如果发现质量问题,则批注PI(不合格标志),并启动不合格品控制流程,直到问题解决,才在AO中盖章关闭PI,AO继续流转到下一工序。不合格品控制是产品质量控制中重要的一环,零件不合格需填写故障单,组件装配偏差需填写架次偏差记录 (DI-SR)。办有偏差单、故障单,客户都要求有纠正措施,质检部须查找原因,提出纠正措施方案,并跟踪归零。质量问题处理流程如图1所示。
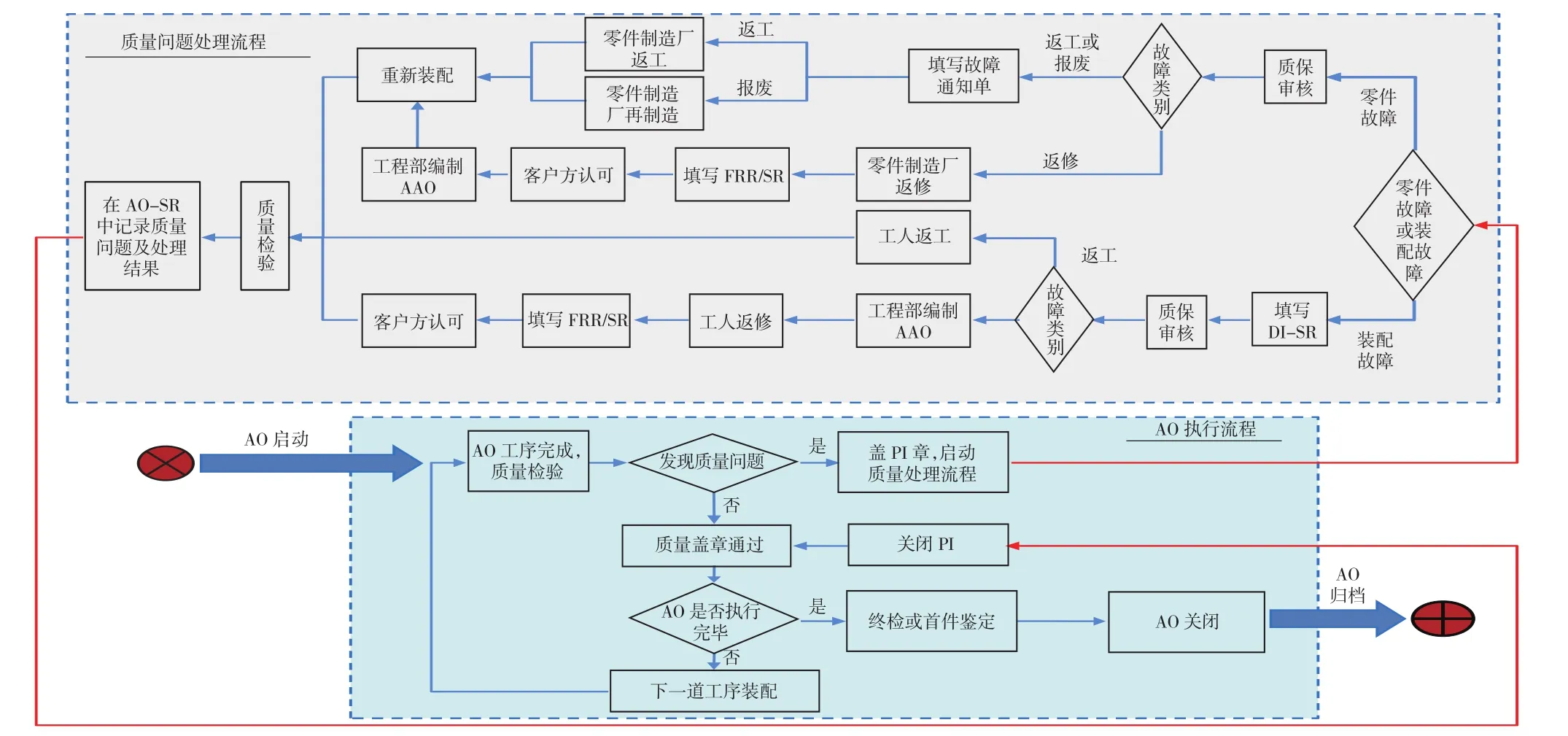
图1 质量问题处理流程
(3)AO归档前的检验。
AO中的工序全部完成后,由质量部归档,相关的检验流程主要有2个:首件鉴定和终检控制。对于批产项目来说,一般只记录检验结果。对于研制件来说,需要记录检验的具体数据和结果。首件鉴定主要发生在研制件的场合。首先要填写首件鉴定报告,然后把检验结果记录在3个表单中:产品核查表包括原材料、规范、特殊过程及功能试验,零件编号核查表、特性核查表包括特性验证及符合性评价。对于设计更改,会产生局部首件鉴定。局部首件鉴定应用于已经首件鉴定,有工艺方法或者工装的变动等,需要针对这个更改做局部首件鉴定。
(4)工程更改控制。
工程更改控制是设计更改最终归档的最后一环。具体来说,工程更改跟踪是对设计更改的相关质量档案和实际装配进行跟踪,更改的执行记录需要检验人员进行核实。
(5)质量档案与统计报表。
与产品相关的最重要的一个文档是产品质量档案。产品质量档案主要包括AO、AAO、FR(不合格品报告)、DISR、AOSR(AO偏差记录)、AO索引、FR索引、交付资料等。实验数据或者测量报告通常直接附在AO中。
飞机装配质量管理系统关键技术
在飞机装配质量管理系统构建过程中主要关键技术包括质量物料清单定义、质量主体状态的质量过程控制、角色任务分配的质量工作流管理等。
1 质量物料清单定义
质量物料清单(Quality BOM,QBOM)[3]是企业的生产管理部门和质量控制部门在实际制造和生产管理过程中生产某种产品所需的零部件质量管理和控制信息清单,是根据产品的PBOM和MBOM对质量的要求。其描述各种自制零部件、外协件以及采购件的质量要求、质量检测和质量控制标准,用来指导生产质量控制和检查的提纲。QBOM是动态生成的,当整架飞机装配完毕,该机完整的QBOM就形成了。继承了MBOM信息的QBOM也是树型结构。其零部件父子关系是按照MBOM的装配关系来确定的,如图2所示为QBOM结构示意图。

图2 QBOM结构示意图
对于零件,质量信息分为2类:零件层次的质量信息和零件工序层次的质量信息。零件层次的质量信息包括产品的公共质量信息、零件的质量控制信息和该零件的实际加工质量信息等;零件工序层次的质量信息按照工序来划分,每一道工序的质量信息包括7个子信息:工序信息、工序输入质量信息、工序质量标准、加工设备信息、工艺装备信息、人员信息和工序输出质量信息。而这些子类信息同时又可以往下划分出不同的子类信息,如图3所示其中每个零件的质量信息可以通过质量编号或生产编号和架次号来形成唯一标识。

图3 QBOM中零件质量信息图
对于组件或装配件,质量信息包括零件的质量信息以及装配相关的质量信息如图4所示。零件记录零件的质量编号或生产编号和架次号。装配质量信息主要包括与装配过程相关的信息例如装配图纸、装配工具、装配夹具、装配人员、工序内容、工序图、质量指标、检验方法等。在装配过程中的所有质量信息都以生产编号和架次号两个属性唯一标识,当产品装配完成后生产编号和架次号对应的转化成该组件或装配件的质量编号。

图4 QBOM中组件装配件结构示意图
2 基于质量主体状态的质量过程控制
在飞机装配过程中,根据装配的部件种类和装配进度的变化,装配的主体零部件存在不同的受控状态。每一种状态对应该状态所能够进行的质量操作。超越状态限定做出和状态不相匹配的生产装配动作后,将引发严重的质量问题,或者出现潜在的不可控质量隐患。所以,以装配主体状态来限制和约束飞机装配参与者的行为是飞机装配过程控制的重要手段。
(1) AO工序状态与装配过程检验过程。
完整的飞机部件装配工序由未就绪、就绪、已启动、提交质保检验、质保检验中、提交客户检验、客户检验中、提交适航检验、适航检验中、质量问题处理中、工序保留、已关闭等12个状态构成,它们构成了装配工序的完整生命周期,在飞机装配的质量管理系统中采用面向状态的过程控制方法后,所有的飞机装配工作的参与者都要严格地按照状态要求来完成飞机装配作业,超越状态要求的操作和装配将得不到执行,按照状态流程可以严格有序地实现装配质量保证。
(2) 限用件状态控制管理。
飞机装配过程中,由于客户的个性需求或者零件加工过程的特殊情况,会出现有的零件只能被装配于特定架次。由于限用零件也可能是返修过后继续使用的零件,该零件只能针对特定架次有效,所以在飞机装配过程中,要严格落实限用件的使用要求,做到限用零件不漏用同时必须满足限用零件不窜架次使用。飞机装配过程中零部件众多,限用零件的管理还需要多部门的配合协作,图5显示了限用件管理同库房物料管理的关系,限用件使用过程中伴随飞机装配的过程有多种不同的控制状态,基于状态的严格管控才能实现飞机装配质量的完整管控。

图5 限用件管理流程
3 质量工作流管理技术
如前所述,在飞机装配质量管理过程中存在大量的业务流程,因此,需要引入工作流引擎,采用任务驱动,支持任务指派、驳回与自动流转等灵活的处理机制,充分满足质量管理中各种审批流程,做到流程的严格执行、过程可跟踪、事后可追溯。依据对飞机装配企业不合格品处理业务单据处理过程分析,可自顶层依次向底层进行不合格品处理流程建模,直至最底层的可重用基础流程。根据业务件的包含关系建立由可重用基础流程、复合业务流程、顶层业务流程组成的飞机装配过程不合格品控制流程模型体系,这样既限定了单个流程的业务范围,又极大地降低了业务建模的复杂程度。图6展示了不合格品控制的分层流程模型。

图6 不合格品报告分层流程模型
图上的一级主流程主要实现不合格类型的大方向分类,分为故障通知单发起和DI-SR发起,2个二级子流程。由于故障通知单和DI-SR的处置所包含的底层原子处置方式相同,所以途中的授权质保子流程组成了三级流程。其中报废、返工、退回供应商和原样使用、返修流程同时也是MRB的处置类型,所以,上述红色虚线框内的流程还可以构成第四层复杂质量问题处置流程的子流程,成为第五层。
飞机装配质量管理系统的设计与实现
针对以上业务流程需求,本文以国内某民机制造企业为参考对象,设计了如图7所示的飞机装配质量管理系统。可以看出,在生产的各个环节都涉及到了质量管理活动,各个环节的质量管理功能形式上相对独立,但在系统内部确实相互联系、相辅相成。
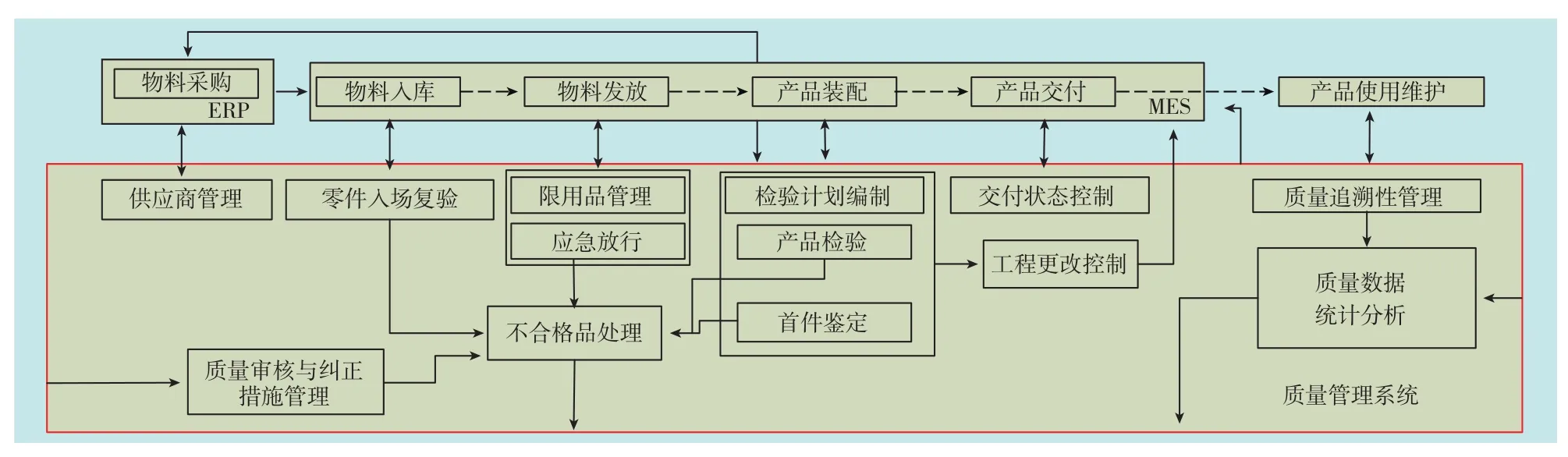
图7 质量管理系统流程图
该系统主要包括3大类功能模块:与流程相关的功能模块、与统计相关的模块、其他辅助功能。其中,功能各个大类功能模块由若干小功能模块组成,共有19个小功能模块。
(1) 与流程相关的功能模块。
系统中涉及流程的质量管理活动主要包括印章管理、限用件管理、窜架管理、故障通知单管理、报废单管理、DI-SR管理、不合格品报告通知单管理、不合格品报告管理、不合格品报告续页管理、工程更改管理、标准规范审理管理等。该模块主要实现这些流程的申请、审批以及执行等操作。
(2) 与统计相关的功能模块。
实现通过不同的形式,不同的粒度对系统中涉及的质量问题的记录进行统计。主要的统计功能包括:PI统计管理、综合台账管理、综合统计管理、产品交付管理、质量档案管理。具体的统计查询操作包括:AO完工情况统计、交检提交合格率统计、装配偏差统计(DI-SR)、装配不合格品报告统计、对故统计、零组件报废情况统计、内部损失统计、返回故障统计。
(3) 其他辅助功能模块。
实现系统中辅助功能实现的模块,包括对员工资质进行管理的用户资质管理功能,对不合格品代码和原因代码管理的不合格原因管理,对不合格品进行存储管理的MRCC库房管理功能。
结束语
飞机装配是典型的离散制造过程,由于飞机产品的特殊性,要求飞机装配具有高可靠性和完整的质量追溯性。质量管理系统(QMS)是实现该要求的基本手段。本文对飞机装配过程质量管控的业务需求进行了深入分析,研究了装配质量管理系统(QMS)的关键技术,研发了飞机装配质量管理系统,该系统已在某民机制造企业成功上线应用,并在应用中取得了显著效果。
[1] 朱海平,苟坤,何非,等. 飞机装配制造执行系统关键技术研究及系统实现. 航空制造技术, 2012(15):26-29.
[2] 刘磊,张振明,田锡天,等.基于MBOM的飞机制造过程质量管理.航空制造技术, 2008(7):74-76.
[3] 刘晓冰,黄学文,马跃,等.面向产品全生命周期的xBOM 的研究.计算机集成制造系统CIMS. 2002(12):983-987.
猜你喜欢
昆钢科技(2022年2期)2022-07-08
承德医学院学报(2022年2期)2022-05-23
World Journal of Stem Cells(2020年7期)2020-08-10
石材(2020年4期)2020-05-25
建材发展导向(2019年10期)2019-08-24
中国交通信息化(2018年8期)2018-11-09
中国船检(2017年3期)2017-05-18
工程建设与设计(2016年1期)2016-02-27
