基于流水线作业的装配工艺改进
2015-05-27 02:41吴红艳臧兴平贾艳玲
电气技术 2015年8期
吴红艳 王 伟 臧兴平 贾艳玲
(许继电气股份有限公司,河南 许昌 461000)
目前电力系统屏柜配线主要根据电气配线图,工人依照图纸对柜子中相应元器件配线。配线时需要操作的工人熟悉整面柜子元器件安装位置、端子排列、走线方向。但因为操作人员不同,导致一个工程中同样屏柜配线长短不一,走线位置各异,影响工艺美观、导线与元器件的电磁兼容。安装配线时间长,出错率较高。
本文采用流水线作业的方法,重点解决上述问题,使屏柜配线美观、节约作业时间。
1 线束制作工艺改进
针对目前存在的配线工艺问题,电气屏柜布线可应用线束制作工艺,即根据电气原理,将高低压导线、电源信号线等按照工艺标准,做成不同线束,屏柜元器件安装完毕后,将线束装配至相应元器件。本文以2MW 水冷双馈风电变流器为例进行分析。
2MW 水冷双馈风电变流器安装元器件较多、导线多达十几种,安装配线困难。
传统配线工人操作时,先看配线图找到线缆两端,在号牌板上找到相应号牌,取对应颜色线径的导线,套上号牌,压上相应线鼻子,接至元器件端子上。整个操作过程中,注意力需高度集中,否则会套错号牌,接错端子,且需要每个操作人员都熟悉柜体的元器件位置及端子。且根据配线图配线时,因线缆涉及不同的柜体,每面柜体最多能容纳两人同时配线。同时工艺人员要不停地检查每面柜子配线工艺,以确保每面柜体走线尽量一致,线缆长度适宜。
最终导致的是配线错误率很高,工程量大时因手工操作有很多接线端子压接不牢掉线,导线长短不一,一个工程中的柜体线缆工艺不一致,生产效率低下。
线束制作工艺根据电气配线图做线束表,制作原则是相邻元器件及类似导线放在一束中。如表1所示,每束中最长导线为起点零位置,其余导线与绑扎带位置都对应起始位置,需要缠绕蛇皮管的线束直接缠绕蛇皮管,蛇皮管缠绕长度在线束表中注明。线束表中应详细标明每根导线线径、长度、颜色、号牌等相关参数。
工人根据线束表,领取相应颜色、线径的线缆,制作线束。工艺流程如图1所示。
1)贴条形码、扫描、裁线
准备线盒,贴上相应线束条形码并扫描至生产系统。此工位安排一人。若合同量较大时适量增加人员。根据线束表及合同屏体数量,按顺序完成每束线的裁剪。

表1 线束表
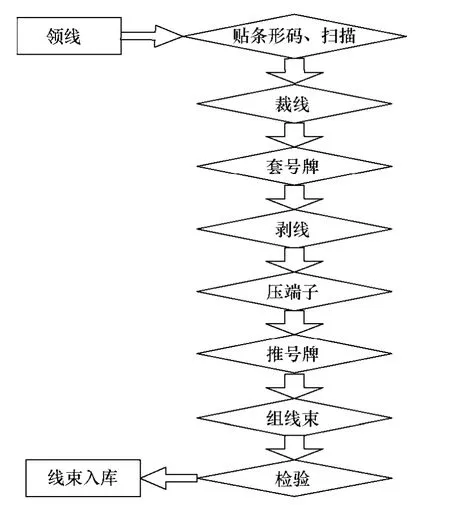
图1 线束制作工艺流程
首先进行第一束线裁剪:如合同要求100 套屏,将第一束线的第一根裁剪100 根,裁完后线缆放进标注“线束号-1”的盒子;接下来进行第一束第二根线的裁剪,过程同上,直至完成第一束线裁剪,将此束线所需导线流至下一工序。进行下一束线的裁剪。
2)套号牌、剥线、压端子、推号牌
根据屏体数量,此工序适量布置人员。一人顺序完成套号牌、剥线、压接线端子、推号牌工作,一个工位两人,不少于两个工位。
根据上一工位裁出的线,对照线束表,按线束表要求套上号牌,剥相应长度的线皮,压上正确的接线端子,号牌轻轻套上接线端子,保证号牌管不转动。将做好的线放入对应的盒子。
3)线束
此工序每一工位至少安排四名员工。将上一工序完成的导线,根据线束表,挑出一束需要的导线,并按表中标注的扎带、蛇皮管位置进行线束捆扎。
4)线束检验、入库
此工序安排一名员工,检验线束并入库。做好的线束如图2所示。
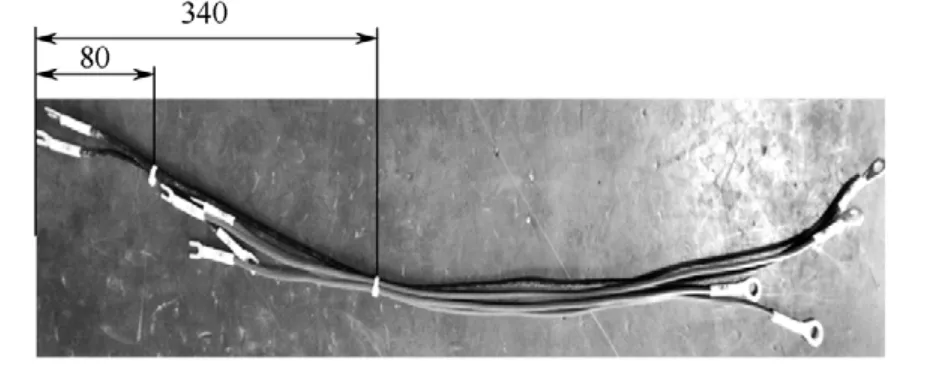
图2 线束成品图
裁线、剥线、压接线端子使用专用裁线机、剥线机、压线机,机械操作比手工操作效率高,不会出现剥线长短不一、接线端子压接不牢现象。对于一个工程每面屏的线束长度一致、扎带位置一致,弧度统一,工艺标准美观。
线束制作完成后,对每束导线进行编号,把线束看做元器件,粘贴条形码扫描至相应的生产系统。在生产系统中可以查出每束线库存量、制作人。
2 线束装配工艺改进
导线成束后,在屏体元器件安装完成的情况下,按流水线工位,每个工人接自己负责元器件的导线,接完后屏体流向下一个工位。每人只负责熟悉的几束线,避免接线出错,提高了工作效率,并且导线整体工艺美观。
屏体配线分为预装部分和屏上配线两部分。针对一些在屏下配线方便,且能在屏体整体安装完成前即可配线部分,如安装在一块面板上的电气元件,此面板可预装好并完成元件内部接线。节省了等待屏体元器件安装的时间,即提高了配线效率,也提升了配线质量。
3 流水线作业的装配工艺分析
针对上述流水线工艺改进方案,生产实践中节省了大量人力物力。现按照节约器件材料、节约装配工时、提升质量降低售后等几方面,对改善前后创效价值进行分析。
1)工艺改善前后线缆用量对比
工艺改善前后线缆用量见表2。
由表2可见,工艺改善后每套2MW 水冷双馈风电变流器共计节约用线约666.4+747.46=1413.86 元。
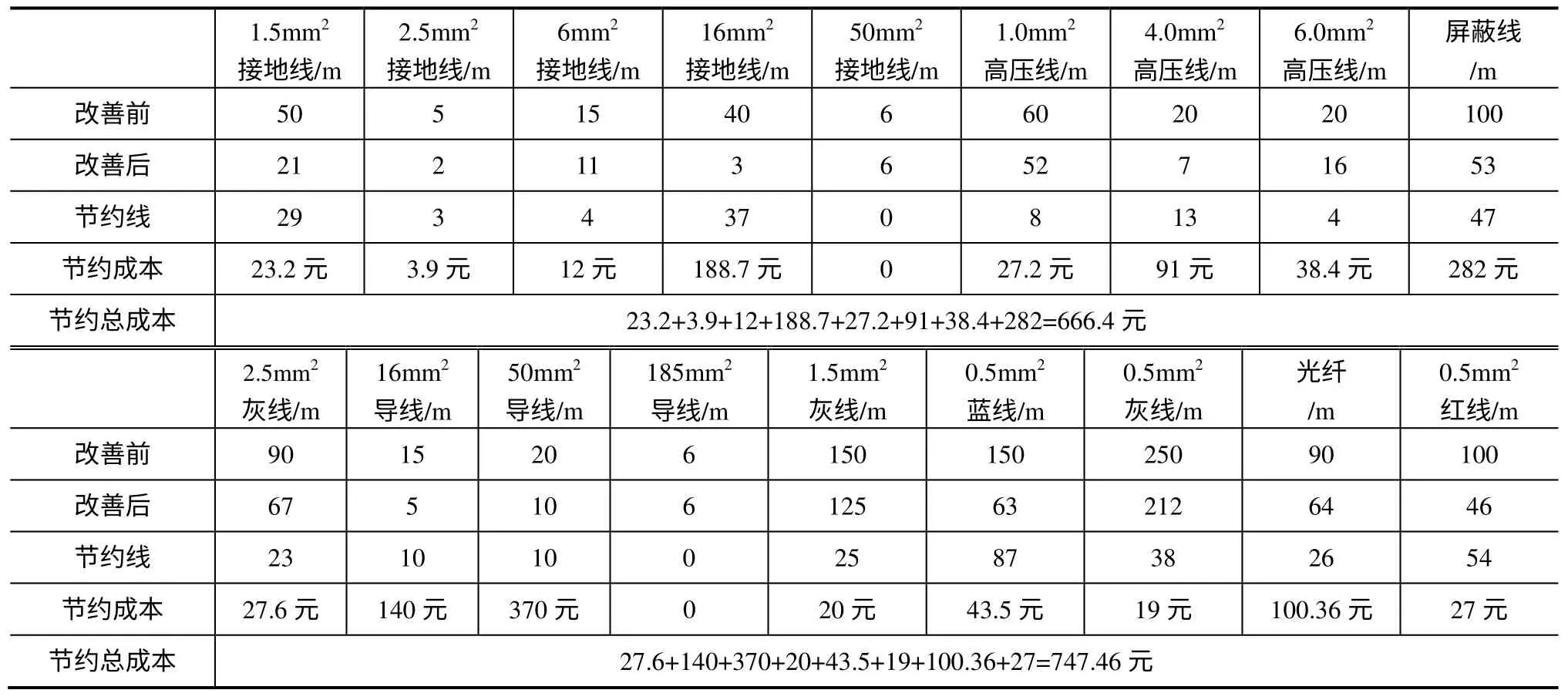
表2 工艺改善前后线缆用量对比表
2)工艺改善前后装配工时对比
在节约物料的同时,屏体装配时间缩短,表3为改善前后每面屏线缆制作及装配时间对照表。表中“—”表示原来不预做导线,而现在导线按线束预做。下表中时间统计折合为每人每套所需时间。

表3 工艺改善前后装配工时对比表
由表3可见,装配方式改善后,每套2MW 水冷风力发电双馈变流器装配时间节约7.5 天。原每套变流器一人约20.3 天完成装配,现只需12.7 天完成装配。
按每月工作时间22 天计算,原每人每月能完成1.08 套变流器装配,现每人每月能完成1.73 套变流器装配。按车间工人100 人计算,每月提高变流器装配套数为(1.73-1.08)×100=65 套。每月交货由原来的1.08×100=108 套,提高至1.73×100=173 套。
3)工艺改善前后交检合格率比较
因工序详细划分,每人只负责几个元器件的装配,大大提高了一次交检合格率。交检合格率由传统装配的67%提高至98%。
影响一次交检合格率的 90%因素为元器件装配,现交检合格率提升了31%,使安装配线返工率下降31%×90%=27.9%。每套可节约101.5(工时)×15(元)×27.9%=424.8 元。
工艺改善后每套变流器可节约1413.86+907.5+ 424.8=2745.96 元,每月提高变流器供货65 套。
4 结论
综上所述,传统电气屏柜配线工艺已跟不上日益扩大的市场供货需求。流水线作业配线工艺无论在生产用时、材料成本上都有很大节约,提高了屏体交检合格率。并且线束制作可在合同签订后即开始,元器件采购安装完成后立刻装配线束,整体上节约了生产时间,适应于现代化大批量屏柜生产。
猜你喜欢
铁道通信信号(2020年2期)2020-09-21
汽车与驾驶维修(汽车版)(2020年6期)2020-07-24
铁道通信信号(2019年11期)2019-05-21
时代农机(2018年10期)2018-12-12
铁道通信信号(2016年9期)2016-06-01
电测与仪表(2016年8期)2016-04-15
通信电源技术(2016年4期)2016-04-04
通信电源技术(2016年5期)2016-03-22
人民交通(2016年4期)2016-03-20
都市快轨交通(2014年4期)2014-02-27