高档类不锈钢制品表面处理方法
2015-05-15 11:10:06苗彦民
新技术新工艺 2015年7期
苗彦民
(许昌烟草机械有限责任公司,河南 许昌461000)
由于不锈钢具有特有的强度、较高的耐磨性、优越的防腐性能及不易生锈等优良特性,给人们以“无锈、清洁、卫生和高级”的美好印象,广泛应用于化工、食品机械、环保、家用电器和餐具等多种行业。
根据产品的不同特性和客户群体,产生的审美理念也不同,对不锈钢制品的表面处理方法也不同。不同的纹路和表面处理效果,能够给人粗犷或细腻的感觉,并呈现出不锈钢的立体金属感,以阐述产品的深厚文化内涵,得到越来越多用户的青睐。如何选择适合企业自身的不锈钢制品表面处理方式是一个比较重要的研究课题,下述介绍几种常见的表面处理方式。
1 机械表面处理
1.1 抛光
对不锈钢钣金件的单面或双面进行磨削,形成表面无方向纹理、反光(即呈现雪花纹或短丝)的4#表面。
对于平板抛光,一般使用平板砂光机,通过砂带高速砂光,表面呈现雪花纹纹理。如图1所示,平板式砂光机包括拉丝机、贴膜机和3段滚台,不锈钢板材依靠送料滚台的定位轮,送入砂光机,由于砂光机为整条砂带拉丝,包含了整个大平面,不仅效率高,而且抛光一致,直线性也非常好。

图1 平板式砂光机

图2 三角形拉丝机
1.2 拉丝
使用适当粒度的研磨材料,对抛光后的不锈钢钣金件单面或双面的4#表面进行磨削,使其表面呈现连续性线纹,形成HL表面,简称为拉丝。
在拉丝过程中,使用不同的粒度,所产生的效果也不同。粒度越粗,金属感越强烈;粒度越细,显现了制品的细腻。在一个企业内,可制作典型标样做参考。
对于平板拉丝,需使用平板式砂光机,实现砂带低速砂光,不锈钢表面呈现连续性线纹,达到纹路要求。
对于焊接成形的不锈钢制品,使用三角形拉丝机,砂带更换为尼龙带,通过制作的石墨压块或拉丝机上的压块,均匀施压,便可得到一致的拉丝纹理。
使用手提拉丝机拉丝时,由于人工使用力量的不同、来回速度的不同,很难保证纹理方向及色泽一致。在追求不锈钢制品档次越来越高的情况下,手提拉丝机拉丝将被三角形拉丝机拉丝或专用拉丝机代替。
采用拉丝的不锈钢制品外表面应平整,无划伤现象,无明显补丝痕迹,纹理清晰、均匀,色泽一致,几何形状修饰精细。K D F 4滤棒成型机外观如图3所示,K D F滤棒成型机上部分零件外观如图4所示。

图3 K D F 4滤棒成型机外观
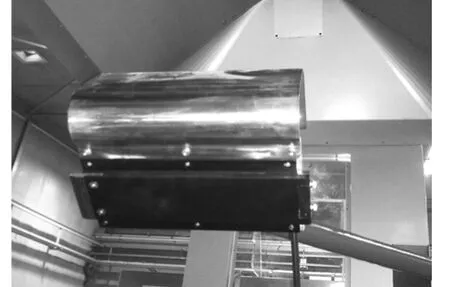
图4 K D F滤棒成型机上部分零件外观
1.3 镜面处理
镜面处理是用逐步细化的磨料抛光和用极细的铁丹大量擦磨而成,表面无方向纹理,高反光度,影像清晰,不留任何擦磨痕迹。镜面不锈钢板被广泛用于模压板和高档装饰板。
对于形状简单的零件,可通过市场采购镜面板材直接加工;对于形状复杂的零件,组装焊接后,将表面抛光成镜面,但人工抛光时间太长,效率也很低。人工抛光镜面零件,可使用高速角向抛光机,在2 B不锈钢光钢板或抛光板材料上,先使用粗粒度的抛光盘抛光,表面先后达到砑光和磨光程度后,使用羊毛轮,配合对应的抛光蜡进行镜面抛光,完工后使用微纤维拭布,沾上不锈钢清洁粉,去除抛光蜡和其他赃物。
1.4 喷玻璃珠
喷玻璃珠是利用专门的喷砂设备,借助压缩空气的压力,将玻璃珠高速的喷向零件表面,利用玻璃珠对零件表面产生的强力冲刷作用,消除不锈钢制品表面毛刺、焊渣和污垢等杂物,使表面达到消光或麻面的效果。
思想政治工作是以人为对象,解决人的思想、观点、政治立场问题,提高人们思想觉悟的工作。思想政治工作是经济工作和其他一切工作的生命线,也是贯穿共青团全部工作的红线和灵魂。高度重视和做好青年思想政治工作关系着党执政的青年群众基础的巩固和扩大,关系着中国特色社会主义事业的薪火相传和成败兴衰,是党对共青团的一贯要求。更为重要的是,高度重视和做好青年思想政治工作集中体现了共青团的政治属性,是共青团组织政治属性的必然要求。
通常喷玻璃珠工艺应用在表面处理的前处理。如果喷射处理作为最终处理,喷射处理面应避免出现在机器操作范围或可视范围内。喷玻璃珠的零件效果如图5所示。

图5 喷玻璃珠的零件效果
2 表面防指纹处理
对于前处理过的不锈钢制品,即使表面很漂亮,也很容易附着灰尘和油污,特别是在转运过程和装配过程中,各种形式的手指触摸,均会留下痕迹,影响不锈钢制品的外观质量;因此,对于前处理过的不锈钢制品要进行防指纹处理。对于防指纹处理,一般采用涂防指纹漆、钝化和电解抛光等工艺。
2.1 涂防指纹漆
使用防指纹漆提高不锈钢制品的防指纹污染能力。此项工艺在电梯行业和家电行业广泛应用。
1)在电梯行业,一般采用流水线处理,工艺流程为:使用自动砂光机抛光或拉丝→清洗→刷涂防指纹漆→烘烤→强冷→贴膜包装。
2)在烟草机械行业,使用防指纹漆的工艺流程流程为:a.清洗,使用除油剂清除表面,保证表面不能有任何杂质;b.喷涂抗指纹漆,漆与稀释剂比例为1∶(1.5~3),漆膜厚度为1 0~2 0μm;c.烘烤,温度为1 5 0~1 8 0℃,时间为1 2~1 5m i n。
在整个过程中,施工环境中不能有任何粉尘,因为清洗过的表面零件遇到粉尘后,粉尘会黏附在涂层的里面,容易造成涂层不均匀、不光滑。涂装后的防指纹漆要求透明度好、光泽高、附着力好、硬度高、漆面滑爽、耐手汗、抗涂写和易清洗。
2.2 钝化
在焊接或必要的后续热处理后,应经过酸洗、磨削、刷或喷射处理,完全去除氧化皮和金属回火色。不锈钢的纯金属表面可达到其优化的防腐蚀性能。
对于复杂零件,一种最常用同时也可用于最复杂零件的去氧化皮方法便是在酸混合液中酸洗钝化。如果零件上需酸洗的面积较小或零件非常笨重,可采用酸洗膏进行酸洗钝化。不锈钢制品酸洗钝化零件如图6所示。
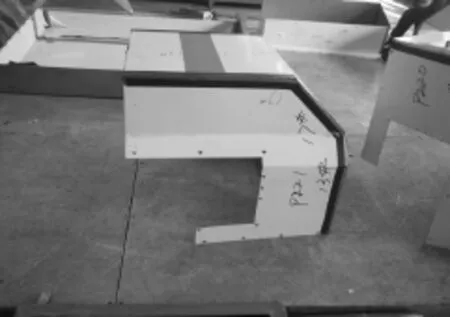
图6 不锈钢制品酸洗钝化零件
酸洗的有效程度受下述因素影响。
1)钢的组成成分、组织结构状态和工件的形状。对于铁素体不锈钢,在酸洗时应严格控制各项参数。因为铁素体不锈钢防腐性能较差,很容易造成酸洗过度,破坏制品表面。对于奥氏体不锈钢与铁素体不锈钢,由于防腐能力好,操作范围较大。
2)酸液组成成分、温度和酸洗池的时效。在酸洗过程中,酸洗池的温度为2 0~9 0℃。通过不断搅拌酸液和较高的温度可能会导致酸液出现蒸发,降低酸洗过程的有效性,并可能造成对操作人员的严重伤害。对于酸液,应定时检查酸洗液的成分,通过及时添加新酸液来提高其有效性。
2.3 电解抛光
目前,国外高档设备的不锈钢制品表面均采用电解抛光工艺,如新一代高速、超高速烟草机械设备采用不锈钢拉丝制品,外观质量非常美观,表面光滑,呈现银白色。电解抛光工艺大量应用在餐具、医疗器械和部分家电等行业,是处理不锈钢高档产品的一种较佳的选择方式。卷接机组不锈钢制品外观如图7所示。

图7 卷接机组不锈钢制品外观
电解抛光也称电化学抛光,是以被抛工件为阳极,不溶性金属为阴极,两极同时浸入电解槽中,通以直流电而产生有选择性的阳极溶解现象,使阳极上的微观凸起部份优先溶解以形成光亮、平滑表面的方法。在不少场合中,电解抛光可以用来替代繁杂的机械抛光,尤其是形状比较复杂的并且用机械抛光难以加工的零件。电解抛光装置图如图8所示,电解抛光原理图如图9所示。
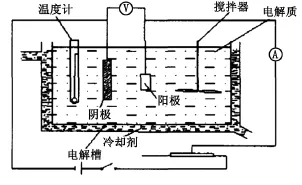
图8 电解抛光装置图
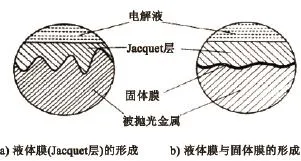
图9 电解抛光原理图
电解抛光流程:除油槽→水洗槽→电解抛光槽→水洗槽→硝酸槽→水洗槽→中和槽→纯水槽→纯水槽→防指纹处理→烘干。
3 结语
不同的处理方法,呈现出不同的表面效果。企业应根据产品的特征,合理选择不锈钢处理方法,提高不锈钢制品的档次,从而体现出产品的文化内涵,最大程度赢得客户的信赖。
猜你喜欢
有色金属加工(2023年5期)2023-12-05 09:10:58
天天爱科学(2022年9期)2022-09-15 01:12:26
山东冶金(2022年2期)2022-08-08 01:51:22
数学大王·中高年级(2022年9期)2022-05-30 10:48:04
小读者·爱读写(2021年11期)2021-12-05 13:44:02
橡塑技术与装备(2021年18期)2021-10-11 01:48:36
娃娃乐园·综合智能(2021年3期)2021-04-13 02:00:04
光学仪器(2020年5期)2020-12-08 05:58:28
工业设计(2016年11期)2016-04-16 02:48:43
电机与控制应用(2015年3期)2015-03-01 03:49:39