
基于PLC的新型智能配肥机系统设计
2015-05-10 11:06张业鹏赵寅峰
制造业自动化 2015年23期
张业鹏,张 明,赵寅峰
(湖北工业大学 机械工程学院,武汉 430068)
0 引言
随着我国经济不断发展,城镇一体化不断推进,实现全面小康社会、解决三农问题是重大问题,针对国家提出农业工业化战略,农业行业向智能化方向发展是一个不可逆转的趋势,现有中国一些农村由于受到地理环境的限制,农业种植还不能做到农业产业化,基本靠个人或者以村为单位实行小规模种植农作物。然而各个地方土壤成分不一样,农作物种植也不尽相同,要使农作物实行精细化种植,合理施肥,保护土壤,节约成本成为一个很大的挑战,针对以上情况,本文所设计的智能配肥机能很好的解决普通农户小规模种植的问题,根据土壤情况和农业专家指导意见进行精细化配肥,节约成本,保护环境,实现低投入高回报的农业种植。
1 智能配肥机总体结构
智能配肥机就是通过开发“智能终端配方施用技术专家系统”,将土壤养分含量、种植制度、作物需肥规律、产量目标等作为肥料配方的关键因素予以统筹管理,整合配肥设备、计算机终端于一体,通过互联网络将农业主管部门、配肥企业和智能终端配肥网点三者紧密结合起来,搭建共同管理、信息共享平台。智能配肥机外观图如图1智能配肥机外观图所示,其结构紧凑小巧,长为3.15米宽为2.18米,总占地面积为6.87平方米,远远小于市场上现有配肥机的平均占地面积,极大的节约了空间。
其内部结构图如图2智能配肥机内部结构图所示。

图1 智能配肥机外观图
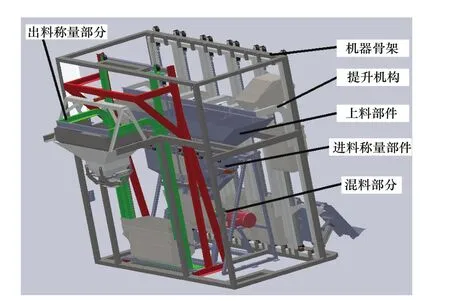
图2 智能配肥机内部结构图
智能配肥机主要由机械系统和电气控制系统组成。控制系统的严谨程度,是智能配肥机能否完成一系列功能的关键。电气系统由硬件系统与软件系统组成。
2 智能配肥机内部机构及工作流程
智能配肥机主要完成进料、称量、混料、称量、出料5个基本作业流程,智能配肥机完成一次的工作过程如下所述:

图3 提升机构图
1)将原料放置于倒袋板后,打开原料袋上口。
2)气缸推动倒袋板翻转,将原料倒入运料斗。
3)气缸拉动运料斗提升,将原料倒入上料斗。

图4 上料机构图
4)系统控制上料斗下的出料控制器,控制原料进入称量斗。
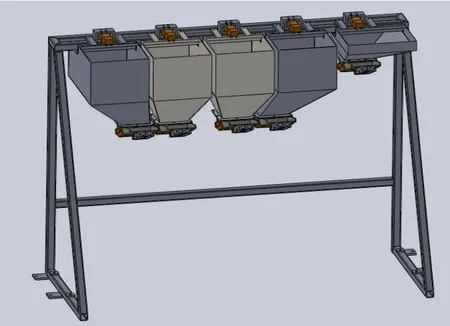
图5 进料称量机构图
5)待称量完成后,打开称量斗下方的出料控制器,原料进入混料斗。
6)待所有原料均称量完成并进入混料斗后,启动混料电机,开始混料。
7)待混料完成后,气缸拉动混料斗,将混料斗中的成品料倒入大提升斗。

图6 混料机构图

图7 出料称量机构图
8)气缸拉动大提升斗提升,将成品料倒入大存料斗。
9)系统控制大存料斗下的出料控制器,控制成品料进入大称量斗。
10)待称量完成后,打开大称量斗下方的出料控制器,成品料进入出料口,通过夹袋器装袋。
当智能配肥机接收到上位机控制系统所设定的配肥指标后,便以上述流程完成一次配肥工作。
3 电气控制系统设计
电气控制系统主要由硬件系统和软件系统组成。硬件系统主要由PLC、触摸屏、称重传感器、光电传感器、电磁阀和伺服电机等组成。
系统选用西门子PLC做为主控制器进行智能配肥控制,主要接受和采集外部传感器的信号完成对外部环境的检测作用,控制配肥的伺服电机的启动和停止,各个机构的进出料称量的电磁阀控制,以及各附属机构的控制。选用欧姆龙触摸屏作为人机交互软件,主要与PLC进行通信,实现用户的手动操作与自动操作的功能。
软件系统设计主要包括上位机配肥系统、PLC程序设计和触摸屏程序设计。用户根据土壤检测的成分,启动上位机配肥系统。上位机配肥模式操作流程如图8所示。

图8 配肥操作流程图
依据图8操作流程,进入配肥操作系统后,查找到需配肥农户→选择需配肥田块→依专家推理得出配方→根据进货原料选择是否添加中微量元素(三种还是四种原料)→选择需施用肥料面积→发送订单到配肥订单列表,即可完成上位机配肥配方工作。
PLC程序设计是整个智能配肥机智能化的核心,程序设计是否合理,关乎整个智能配肥机能否自动运行。西门子S7-200系列PLC与其他同类型PLC相比具有更多的输入输出点、更强的模块拓展能力、更快的运算速度、更好的内部集成特殊功能。根据需要,本文选用西门子S7-200CPU226作为主控制器,使用西门子STEP7 MicroWIN V4.0进行编程。PLC程序主要包括启动停止模块,手动模块,自动模块,输入输出模块,报警模块等5个模块。智能配肥机生产程序设计流程图如图9所示。
欧姆龙触摸屏作为人机交互软件,使用其自带的编程软件NB-Designer进行编程,主要程序设计包括设备初始化,界面程序编写,参数设置,模式选择和系统管理等部分。由于操作简单,性能稳定,能在极端恶劣的条件下工作,适合普通工人在工厂操作使用。
4 运行调试及指标检验
经过调试后实际投入使用,智能配肥机能够稳定运行,安全无故障生产,无意外事故发生,整机工作功率消耗小于5千瓦每小时,能连续24小时不间断工作,生产的成品肥料混合均匀,符合抽样标准,达到每小时2~3吨配肥生产量,最多能够实现5种原料配肥,且成品肥料包装精度为±0.5%。日产量为人工十倍,用户经过简单培训,就可以安全生产。这套基于PLC的智能化配肥机具有高度自动化水平,能够在十分恶劣的环境工作,能够实现所有的设计要求和指标。

图9 PLC程序流程图
5 结束语
本文研制的基于PLC的全自化智能配肥机结构严谨,特点突出,运行可靠,人机交互性能优越,适合绝大多数普通用户及企业的生产环境,具备极好的柔性化制造功能,能满足产品多样化的需求。同时该系统还具备高度的自动化水平,能大幅度降低企业的运营成本,大大减少工人劳动强度,生产效率和产能显著提高,符合国内用户实际生产需求,具有广阔的市场前景。
[1] 张龙.基于农户的智能配肥控制系统研究与实现[D].华中农业大学.2014.
[2] 罗耿波,等.基于Solidworks三维设计软件解决制造中的工艺问题[J].科技创新与应用.2013(35).
[3] 刘志澄.加快现代农业建设[J].农业经济问题,2003,24(4):4-8.
[4] 周先竹,鲁明星,胡正梅,肖习明.智能终端配肥技术在测土配方施肥中的应用[J].湖北农业科学,2012,9(17).
[5] 曾钟波.称重传感器的发展研究及误差浅析[J].中国管理信息化,2014,17(2).
[6] 柳国光,等.基于Motoman-Mpll00全自动饲料码垛系统研究[J].机电工程,2014,31(2).
[7] 周永志,袁少帅.PLC实现机器人的自动控制[J].机械工人(冷加工),2010,(1):68-70.
[8] 赵卫利,刘冠群,程俊力.国外农业信息化发展现状及启示[J].世界农业,2011(5):71-73.
[9] 刘清,韩宝玲,罗庆生,黄麟.S7-200可编程控制器在新型智能码垛机器人中的应用研究[J].制造业自动化,2008,30(7).
猜你喜欢
新型建筑材料(2022年5期)2022-05-31
现代信息科技(2021年21期)2021-05-07
计算机教育(2020年5期)2020-07-24
电子制作(2019年9期)2019-05-30
世界热带农业信息(2017年5期)2017-10-23
世界热带农业信息(2017年4期)2017-07-28
世界热带农业信息(2017年3期)2017-07-13
世界热带农业信息(2017年3期)2017-07-13
山东工业技术(2016年15期)2016-12-01
电子制作(2016年21期)2016-05-17
