“数控机床可靠性技术”专题(十五)早期故障消除技术
2015-04-24 07:25张根保夏长江娄金花
制造技术与机床 2015年9期
张根保 夏长江 娄金花
(重庆大学机械学院,重庆 400044)
1 引言
故障是产品或产品的一部分不能或将不能完成预定功能的事件或状态。而故障模式是故障的表现形式,如短路、开路、断裂、过度耗损、轴的断裂等。一般在研究产品的故障时往往是从产品的故障现象(即故障模式)入手,进而通过现象找出故障原因。大量的实践表明,产品的故障可分为早期故障、偶然故障和损耗故障三类。对典型加工中心故障数据的统计分析,结果表明早期故障占产品寿命周期的一半以上。说明早期故障对数控机床的可靠性有着重大影响。早期故障解决不好,会造成国产数控机床的可靠性不足,从而影响用户对国产机床信心,所以消除早期故障势在必行。
2 早期故障的概念
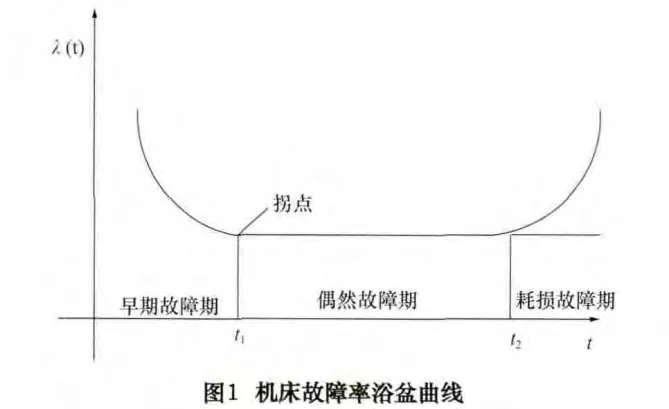
在可靠性研究中,可以用故障率浴盆曲线(如图1)来表示机床的故障率和时间之间的关系。利用浴盆曲线,可以较直观地分辨出产品在寿命周期中各个阶段出现故障的概率的大小。
按照浴盆曲线的形状特征,可以将其分为三段:在最左边的部分(0至t1)被称为早期故障期,这段时期故障率随着时间的增加迅速递减,机床运行越来越稳定。这段时间内的故障主要是由于前期的工作没有做到足够详细,例如产品设计失误、零部件质量控制不严、装配工艺缺陷、没有足够的“磨合”等造成的;曲线中间部分(t1至t2)被称为偶然故障期,这段时期产品的故障率近似保持不变,这段时间的故障多是由于误用、滥用、不恰当的维护保养、使用环境变化等偶然因素造成的;曲线的最右段(t2以后)为耗损故障期,这段时期故障率随着时间的增加迅速递增,主要原因与这个时期产品的大多数零部件已经达到设计的使用寿命,而且与零部件的腐蚀、老化、磨损和疲劳等有着密切的关系。
将早期故障定义为发生在产品早期故障期内,主要由设计、制造等过程的缺陷造成并且具有共性的故障。早期故障呈现出一些鲜明的特点:早期故障频率高,所占比重大,故障间隔时间短,故障影响程度大,故障模式和故障原因比较集中。
早期故障的这些特点大大增加了主机厂的售后成本,影响用户的生产效率,而且由于数控机床在早期故障期的性能是否稳定,是用户从感性认识上判断产品质量好坏的关键,早期故障频繁无疑会在无形中损害产品市场形象。另一方面,由于早期故障又具有故障模式和故障原因比较集中的特点,易于从设计、制造等过程中对故障进行控制和改善。因此,尽可能在机床出厂前对早期故障进行消除是提升数控机床可靠性的重要途径。
3 早期故障消除体系
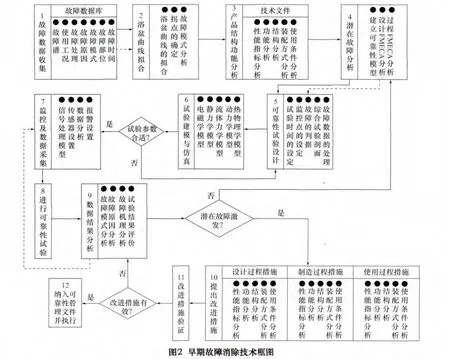
早期故障消除技术按实施阶段可划分为故障信息收集、故障信息分析、可靠性试验、故障消除4个阶段。早期故障消除技术体系框架如图2所示,其中实线代表早期故障消除技术实施流程,虚线代表信息传递关系。
(1)故障信息采集
实施早期故障消除技术的首要任务是全面采集机床功能特性状态信息,例如机床故障信息、机床运行状态信息、使用工况等。故障数据的收集应该具有周密的计划。第一步,要进行需求分析,明确数据收集的内容及目的;第二步,确定数据收集点,如厂内试验数据就选实验室、产品生产检测点等作为数据收集点;第三步,制定故障数据的收集表格如表1所示,根据需求制定所需内容的统一、规范化表格,便于计算机处理,也便于在企业内部各部门之间流通;第四步,要采用有效的数据收集方法,在建立了完善的数据收集系统之后,数据可以依其传送的途径,按正常流通渠道进行,当数据收集系统运行不完善时,可以派专人下到现场,按预先制定好的计划进行。
(2)故障分析
收集产品的故障数据最终是要根据所提供的故障信息对产品进行改进,因此,分析故障数据得到引发故障的原因,为改进提供依据。
故障分析阶段应涵盖四部分内容:产品功能结构分析、结构应力均衡分析、故障树分析(fault tree analysis,FTA)、故障模式影响及危害度分析(failure modes and effects analysis,FMECA)等。
分析产品故障原因和产生机理首先要进行产品功能级运动分析。将产品按照“谱系-功能-运动-动作”的顺序进行分解,利用可靠性建模方法建立产品整机加工功能与动作实现的逻辑关系,从而实现从产品结构到功能运动的映射。FTA以故障事件作为顶事件,按照“从上到下”的原则进行原因分析,最终建立故障与设计、制造和使用过程中的缺陷的对应关系,从物理失效的角度研究故障的失效机理,从而有针对性地提出改进措施。FMECA的核心是对故障影响作出判断并确定严酷度级别,分析潜在故障发生的物理参数类型并确定其检测方法和判断标准,以此作为可靠性试验和仿真中的应力参数类型和水平的参考。
(3)可靠性试验
可靠性试验阶段包括可靠性试验方案设计、试验建模与仿真、试验监控及数据采集和试验结果分析与评价四部分内容。
可靠性试验就是与可靠性有关的试验,简单地说就是激发潜在故障的试验。产品从开发到使用的各个阶段,都会成为试验的对象。通过故障数据的采集和故障分析的工作,可以充分了解产品的结构、功能、技术要求等基本信息,还得到了产品所有可能的潜在故障,并且得到了所有潜在故障对整个产品的危害度排序,因此可以根据对整个产品影响程度的不同,确定可靠性试验的实施顺序。
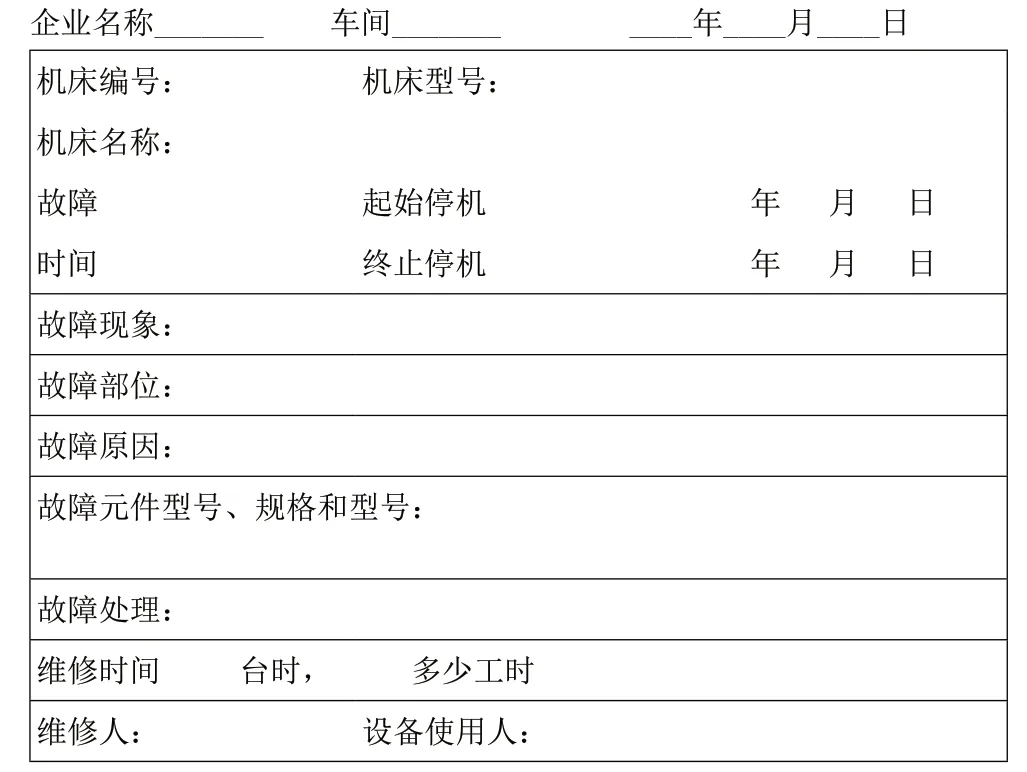
表1 故障采集表
通过可靠性试验,可以激发出早期故障。获得故障数据后,需要对早期故障进行定性分析,找出早期故障的原因;对故障数据进行定量分析,确定故障模型,进而可以对故障的发生进行预测,进而采取相应的措施进行消除。
(4)故障消除
故障消除应遵循PDCA循环的原理。试验结果分析完成后,确定故障产生的具体原因和产生机理,在设计(结构设计、材料选择、外购件选型)、制造(加工工艺、装配工艺、工作环境)、使用维护(使用工况、操作技能、维护保养)等各方面在合适的时间点采取相应措施对故障的原因进行隔离,通过将故障原因反馈到设计和制造过程中消除早期故障,进而可以达到避免被迫停机造成重大损失、提高运行效率、缩减维修成本、提高产品固有可靠性的目的。故障消除之后要及时归纳整理故障产生部位、产生的根本原因、故障机理、详细的解决措施以及达到的效果等,对以后的加工中心产品的设计、加工、装配及试验等环节进行指导。
4 早期故障期的定量化建模和分析
对机床浴盆曲线的早期故障期持续时间t1(如图1)进行定量化分析,即要确定早期故障期和偶然故障期的转折时间点,以便合理确定可靠性试验时间、辨识早期故障。
文献[1]应用两重威布尔分段模型对早期故障期的持续时间进行了研究。两重威布尔分段模型可靠度函数的表达式为
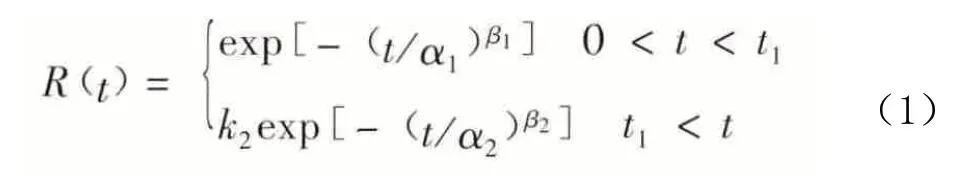
对于两参数威布尔分段模型,我们可知t2'就是其分段函数的分界点及时间转折点,并且其可靠度函数与概率密度函数在其分界点处连续,则有:
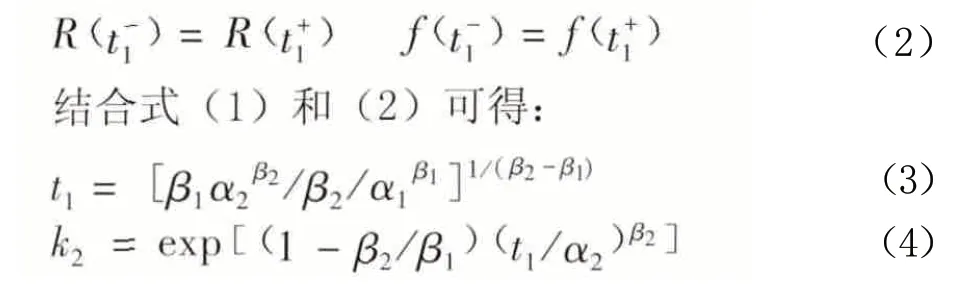
对式(3)和(4)使用极大似然法对参数进行估计,可以得到t1,该时间点即为早期故障期与偶然故障期的拐点。通过上述方法可以确定早期故障期所持续的时间。确定浴盆曲线的关键拐点t1,在t1之前为早期故障期。确定早期故障期的拐点是进行早期故障消除的基础。
5 早期故障的形成原因与消除方法
5.1 早期故障的形成原因
早期故障多发的现象往往体现在新产品中,主要原因是新产品往往采用了新材料、新工艺和新结构等新技术,还有配套这些技术所引进的新设备,而这些技术和设备要被企业所熟练掌握,需要一个过程,在这个过程中会出现新技术所带来新的故障模式,这类故障大多出现在产品的使用初期,形成早期故障。
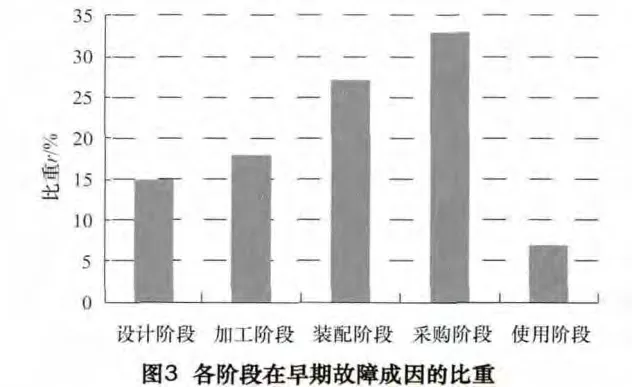
机床产品功能得以实现是由设计阶段、加工阶段、装配阶段、采购阶段和使用阶段共同作用的结果,其早期故障的形成亦与这些过程中存在的缺陷有关。表2是早期故障形成的阶段和原因,可以看出早期故障主要反映的是新产品设计不合理、制造加工缺陷和装配质量薄弱等问题,统计这些故障信息,加以分类,再针对性地分析改进,有利于提出相应的消除措施,通过可靠性试验来验证其有效性,从而提高产品的可靠性。图3是各阶段在早期故障的成因的比重图。
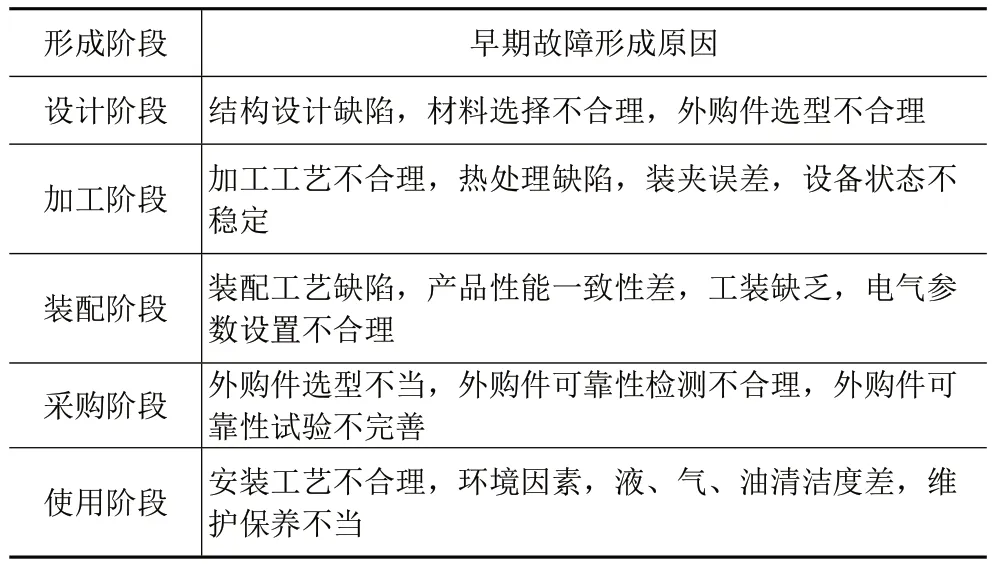
表2 早期故障形成的阶段和原因
5.2 早期故障消除方法
实践表明,机床产品的设计和制造过程决定了机床的固有可靠性,在不同的阶段,机床早期故障的成因也不同,相应的故障消除机理也将不同。表3为各阶段早期故障消除方法。
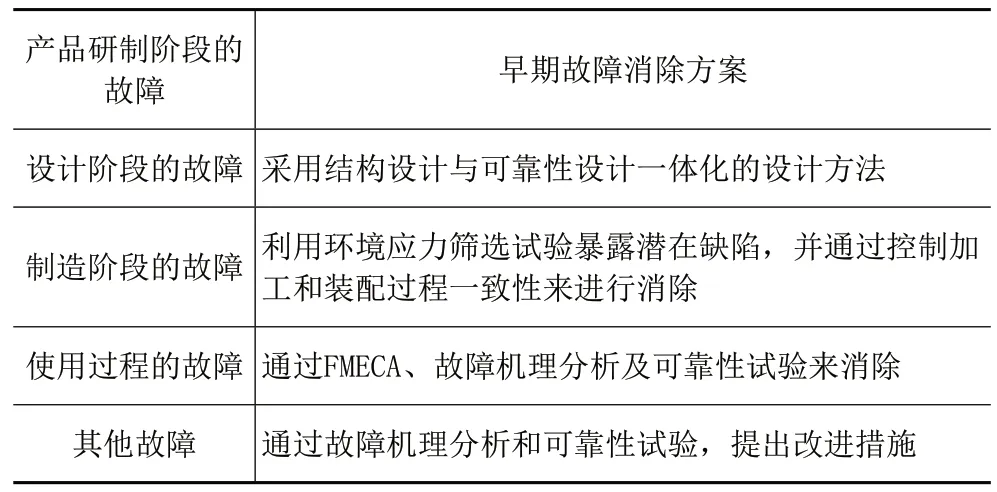
表3 各阶段早期故障消除方法
机床产品的早期故障的消除机理可以认为是以可靠性设计与分析技术、加工和装配过程一致性控制技术为理论基础,以可靠性试验技术为激发手段,以可靠性管理技术为保障,通过提出和实施改进措施以达到消除设计和制造过程中存在的缺陷为目的的消除故障的过程。
6 案例分析
数控机床的早期故障消除可以先从其功能部件入手,然后再过渡到整机的早期故障消除。砂轮架子系统作为数控磨床关键功能部件,其工作性能好坏直接影响所加工零件质量高低,因此以MKS1632型号的数控外圆磨床的砂轮架子系统为研究案例,来阐述早期故障消除技术的实施应用流程。
6.1 数控磨床砂轮架子系统的功能结构分析
砂轮架子系统的主要功能包括:驱动砂轮以可接受的精度完成规定的运动轨迹。该系统由动力组件(01)、主轴组件(02)、进给组件(03)、砂轮组件(04)组成。依照国家军用标准GJB/Z 1391-2006,结合产品的实际特性,进行砂轮架系统的层次划分。初始约定层次为MKS16系列数控磨床,约定层次和对应的最低约定层次为由动力组件01(主轴驱动电动机、皮带轮、皮带罩壳、传动皮带)、主轴组件02(主轴、轴承组件、过滤元件、供油装置)、进给组件03(丝杠螺母副、支撑组件、伺服电动机)、砂轮组件04(砂轮、砂轮修整器、砂轮防护罩、平衡块)组成。
分析砂轮架子系统的组成,各组成部件对应的功能,建立其结构层次与功能层次对应关系。
6.2 砂轮架子系统的可靠性分析
(1)产品故障数据分析
收集到的可靠性相关信息,建立产品的故障数据库。对故障数据进行分类整理,统计出产品发生故障时累积工作时间、各种故障模式的发生频次和故障发生部位的频次。接着针对确定的研究对象,即砂轮架子系统,分析其相对应的故障率概率密度分布,计算该分布函数的相关参数,逐步建立和完善基础零部件故障率等基本可靠性数据,为可靠性预计和可靠性分配提供基础数据支持,同时也为可靠性试验的参数设定提供了参考依据。
(2)故障率浴盆曲线分析
对可靠性数据进行定量化分析,计算出砂轮架子系统的早期故障期持续时间,以作为可靠性试验参数设置的依据,从而设计可靠性试验来激发主机或功能部件的潜在故障。
(3)早期故障分析
通过对相似产品、可靠性试验信息、用户使用信息的统计分析以及专家工程经验方面的分析,利用FMECA和FTA等可靠性分析工具,来确定砂轮架子系统的早期故障模式,并找出对应的故障原因。对砂轮架子系统进行FMECA分析可以得出,对应砂轮架子系统常见的故障模式有:传动皮带松动损坏、电机震动异响、主轴不转、漏油、轴承损坏、主轴振动异响、砂轮转速异常等。而其中电机故障、主轴不转和主轴振动异响尤为严重,因此对这三种故障模式进行FTA故障树分析。进而找到主要故障模式的故障原因,以便有针对性地提出改进建议。
①主轴部分为故障常发生部位,主要原因有润滑油不干净,长期未更换。在使用过程中应该定期维护、清洗油路、更换主轴油。
②电机安装过程应当注意螺钉的拧紧力,装配完要进行试运行,排除造成电机震动的原因。
③传动皮带作为外购件,需要对供应商进行考核评估,确保皮带精度及制造一致性。在入场检验时需对皮带松紧度进行试验考评。需要更换皮带时最好一次性全部更换。
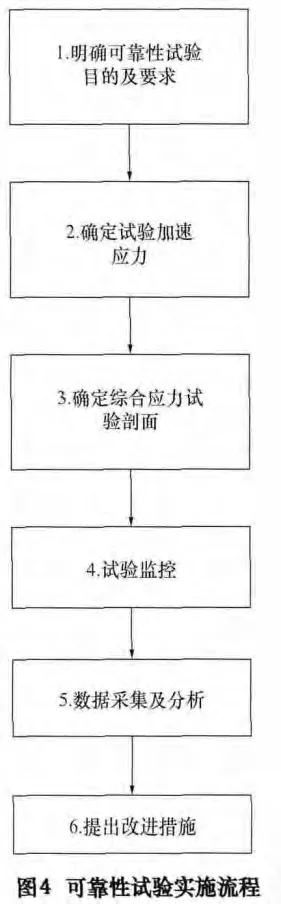
6.3 砂轮架子系统的可靠性试验方案设计和实施
进行可靠性强化试验的目的在于采用加速应力高效地激发潜在故障,通过消除故障来提高产品的可靠性。按照图4的流程来进行可靠性试验,对于每一个环节再详细地展开,同时实时监测记录试验数据。结合可靠性强化试验收集的数据及环境应力筛选试验与早期故障现场跟踪试验所得到的数据,进行统计分析,以综合给出应对措施。
6.4 砂轮架子系统的改进措施
根据前面进行的砂轮架子系统的故障数据统计分析、FMECA分析、FTA分析及可靠性试验分析结果,给出砂轮架子系统的关键故障的消除建议,并切实地加以改进,直至将其排除。改进后也可以再借助可靠性试验来测试和对比改进前后的效果。
根据前面步骤的工作,给出相应的措施,如表4砂轮架子系统的早期故障消除建议表。依据早期故障消除管理体系,各职责部门根据该表对相应的部件的故障进行排除,最终达到产品出厂前早期故障已消除的目的,从而尽可能地将生产厂家和用户的损失降低到最小程度。
7 结语
针对国产数控机床早期故障率高这一问题,本文对早期故障消除体系和技术进行了介绍,在论述早期故障概念的基础上,建立了故障率浴盆曲线的数学模型,量化确定机床的早期故障期。通过识别早期故障期拐点和分析早期故障产生的原因,借助早期故障消除的技术体系,从故障收集、故障分析、可靠性试验、故障消除阶段4个方面论述了早期故障消除的方法。最后,给出一个具体的案例。
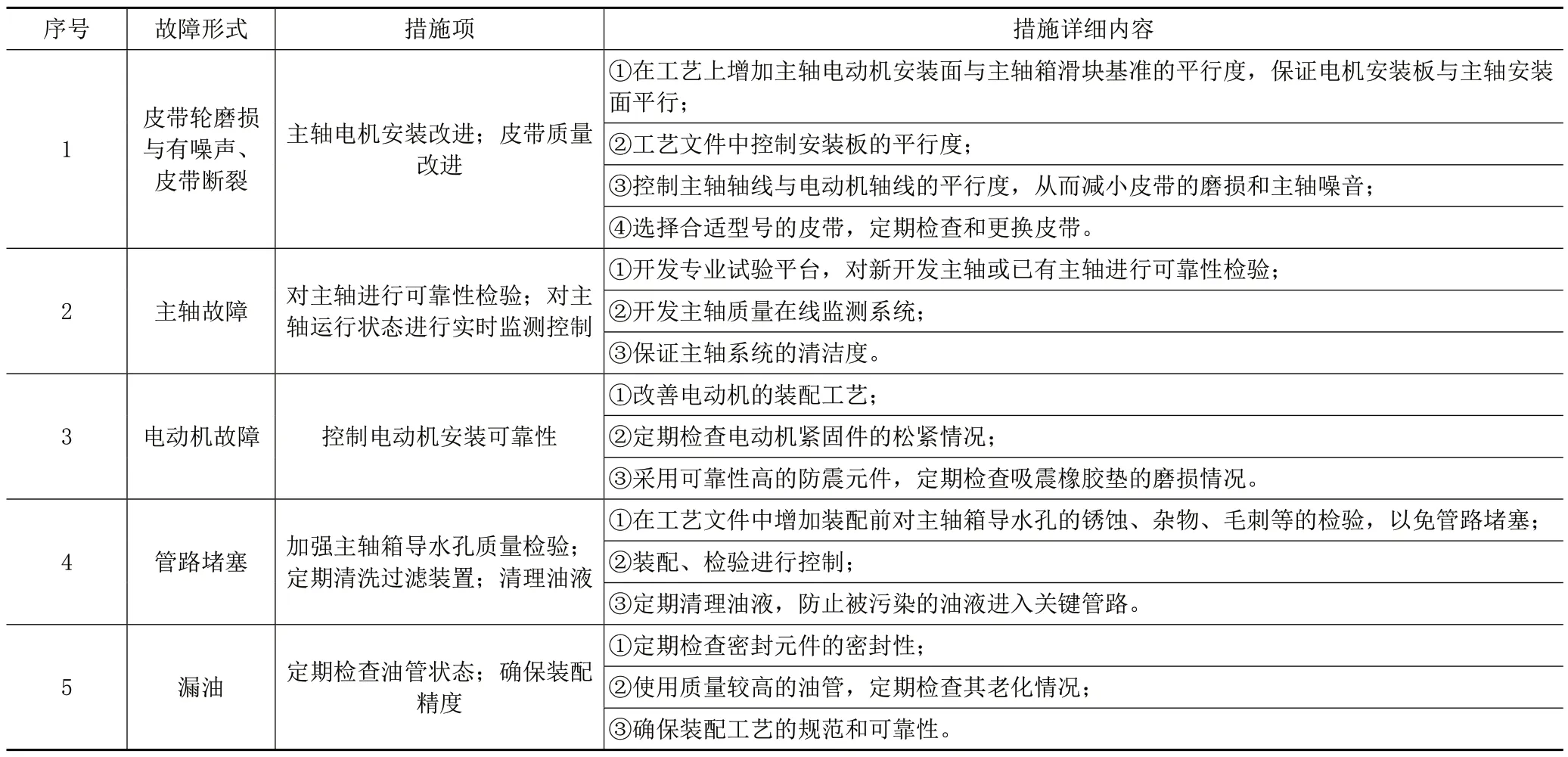
表4 砂轮架子系统早期故障消除建议表
[1]廖小波.机床故障率浴盆曲线定量化建模及应用研究[D].重庆:重庆大学,2010.
[2]许智.加工中心及其功能部件可靠性技术研究[D].重庆:重庆大学,2011.
[3]范秀君,许静琳,张根保.数控机床早期故障消除技术[J].中国机械工程,2013,24(16):2241-2247.
猜你喜欢
中国特种设备安全(2022年2期)2022-07-08
小学阅读指南·低年级版(2021年6期)2021-06-11
防爆电机(2021年2期)2021-06-09
当代陕西(2020年23期)2021-01-07
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2017年7期)2018-01-19
小雪花·成长指南(2017年5期)2017-06-07
中国交通信息化(2017年4期)2017-06-06