
降低塔式起重机标准节斜腹杆焊缝开裂
2015-04-23 05:31:12彭成辉万传芳
金属加工(热加工) 2015年24期
彭成辉 万传芳
1. 概述
随着房地产市场的不断发展,建筑施工对塔式起重机的需求越来越多,作为塔式起重机“身躯”的标准节(见图1)也水涨船高。中小吨位塔式起重机标准节是由管材拼焊而成的珩架结构,塔身标准节斜腹杆俗称“八大金刚”,由于承受着弯矩、扭矩、轴力、水平力等作用,所以斜腹杆与主弦杆之间连接焊缝归为重要焊缝。本文对如何降低标准节斜腹杆焊缝开裂问题进行了汇总分析。
2013年某公司全年外部质量反馈统计标准节斜腹杆出现焊缝开裂问题共67起,占整体标准节质量问题65%。根据试验数据分析,焊缝未熔合是导致标准节斜腹杆开裂的主要因素,而焊接参数、起弧收弧点及焊接设备等都是导致焊接质量问题的关键。
2. 问题分析
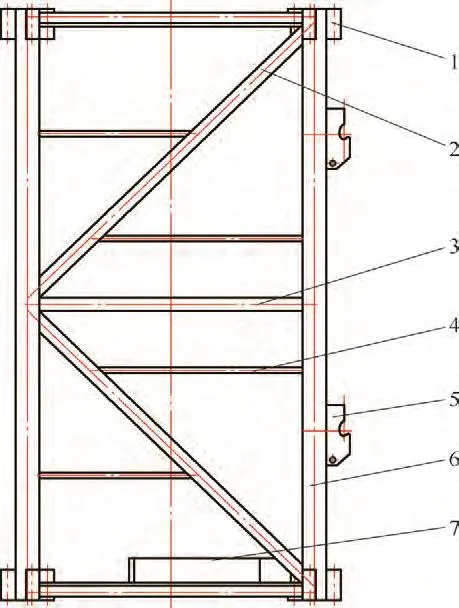
图1
(1)主弦杆与斜腹杆的焊接 标准节斜腹杆采用焊接设备:KR500手工CO2气体保护焊机、焊丝:ER50—6、φ1.2mm、焊接电流280~300A、电弧电压30~32V、气体流量20~25L/min,保护气体: 富氩气。
焊前采用用砂纸、角磨机清理清除焊缝及其周围20~30mm内铁锈、水份及油等污物。焊工应持有焊工合格证并通过培训后达到中级以上水平。
设计焊脚高度为5mm,现场对标准节开裂焊缝焊脚高度进行测量,其高度为6~8mm,满足了设计要求(见图2)。
(2)斜腹杆起弧收弧点进行 在对斜腹杆进行施焊时,起弧收弧点尤为重要。根据相关工艺规程,斜腹杆与主弦杆焊缝起弧收弧点要越过方管拐角处,通过现场勘测,满足设计要求(见图3)。
(3)斜腹杆焊缝熔透性 根据大量历史数据显示,焊缝开裂一般发生在斜腹杆锐角点,通过对斜腹杆焊缝开裂进行取样(见图4),切片进行磁粉探伤,发现有4~7mm未焊透,判定此重要焊缝不合格。所以初步判定为斜腹杆焊缝开裂是最大原因之一,针对此问题进行试验。
首先,对斜腹杆不开坡口及开坡口两种情况下内部熔合情况进行试验(见图5、图6)。
试验结果:未开坡口的磁粉探伤内部熔合处有4~5mm未焊透,且偏焊严重(见图7)。开坡口:磁粉探伤内部熔合处有1mm未熔透,偏焊一般(见图8)。
通过试验证明,未开坡口的斜腹杆根部未熔合情况更严重,且无论使用何焊接方法都容易造成偏焊且影响整个斜腹杆焊缝强度,包括应力集中带来的疲劳强度。开坡口的42°、无钝边的熔合性比较好 ,能达到工艺要求。
3. 结语
以上是对塔身标准节斜腹杆焊缝开裂成因进行了一些试验分析,并提出了相应的结论,为后续外部质量反馈标准节腹杆开裂分析提供了有力的证据,同时也为分析其他系列产品提高了很好的参考作用。后期我们会对腹杆倒角模具进行设计,提高腹杆倒角效率。
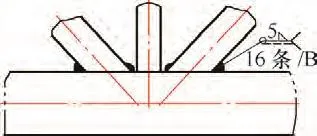
图2
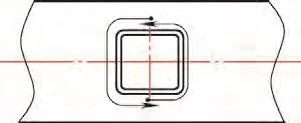
图3
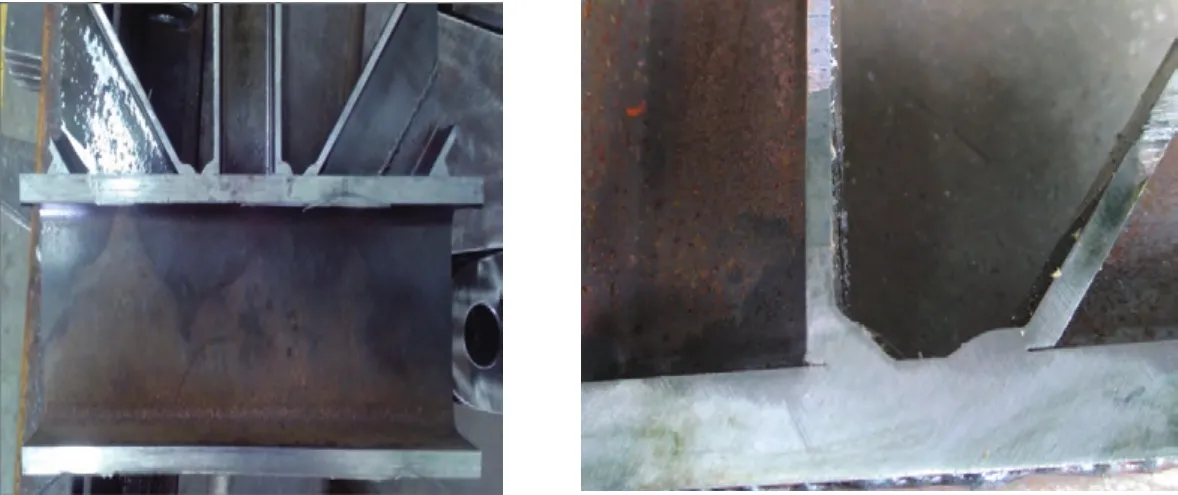
图4

图5 未开坡口

图6 开坡口42°,无钝边

图7 未开坡口

图8 开坡口
[1]张文献.金属熔焊原理及工艺[M].北京:机械工艺出版社,1981.
[2]徐志刚,等.发动机加工燃油总管固定耳座焊缝开裂分析[J].失效分析与预防,2006,8(3):30-32.
[3]刘尚慈.金属断裂与失效分析[M].北京:水利电力出版社, 1992.
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12 02:12:24
中国特种设备安全(2022年3期)2022-07-08 02:23:06
中国设备工程(2022年4期)2022-03-08 05:21:16
重庆交通大学学报(自然科学版)(2021年11期)2021-12-17 09:18:22
中国特种设备安全(2021年3期)2021-07-28 06:53:40
电站辅机(2021年4期)2021-03-29 01:16:52
机械制造与自动化(2021年1期)2021-02-03 10:55:20
建筑机械化(2020年12期)2020-12-30 01:58:28
中国特种设备安全(2018年12期)2018-03-15 05:35:30
铁道科学与工程学报(2015年4期)2015-12-24 12:11:16
