LNG装置冷箱中混合冷剂偏流处理方案探讨
2015-04-21 08:57宋俊平刘振华
天然气与石油 2015年6期
孙 博 宋俊平 刘振华 任 伟
1.昆仑能源有限公司生产运行部, 北京 100028;2.华油天然气广元有限公司LNG工厂, 四川 广元 628002;3.辽河油田能源管理公司, 辽宁 盘锦 124010
LNG装置冷箱中混合冷剂偏流处理方案探讨
孙 博1宋俊平2刘振华1任 伟3
1.昆仑能源有限公司生产运行部, 北京 100028;2.华油天然气广元有限公司LNG工厂, 四川 广元 628002;3.辽河油田能源管理公司, 辽宁 盘锦 124010
冷箱作为LNG工厂液化工序中的核心设备,其运行状态直接关系到整个液化装置的安全平稳运转。介绍了采用混合冷剂制冷工艺的天然气液化装置在开车过程中发生的冷箱冷剂偏流问题,对冷箱在低生产负荷下发生冷剂偏流的原因进行了系统分析,提出了在保持生产基本平稳的情况下迅速有效处理冷箱冷剂偏流、保障设备健康运行的措施和建议,并在实际生产过程中得到了有效验证,对类似采用混合冷剂制冷工艺的LNG工厂液化装置的开车和运行具有指导意义。
LNG;冷箱;混合冷剂制冷工艺;冷剂偏流
0 前言

我国LNG工厂呈现出分布广、规模小的特点,近年来新投产工厂有向大型化发展的趋势[5]。国内的LNG液化装置普遍采用混合冷剂制冷工艺,天然气液化用的主低温换热器多采用内置铝板翅式换热器的冷箱。由于受真空钎焊炉的限制,单个铝板翅式换热器尺寸和处理量较小,在LNG工厂规模增大后需在冷箱中采用多个铝板翅式换热器并联。由于工程实践中难以做到并联的铝板翅式换热器及附属管路设施的阻力降相同,由此引发偏流问题,轻者导致工厂停产,重者出现安全事故[6]。本文通过某100×104m3/d LNG工厂开车过程中冷箱混合冷剂偏流的实际案例,提出了LNG液化装置防止冷箱混合冷剂偏流的操作调整方案,对类似采用混合冷剂制冷工艺的LNG工厂开车和运行具有重要参考意义。
1 工艺简介
某100×104m3/d LNG工厂的液化装置采用PRICO®混合冷剂制冷工艺技术,由美国B&V公司提供专利授权[7]。工厂液化单元的主低温换热器采用冷箱,内装有两个并联的铝板翅式换热器,由日本神户制钢公司供货。冷箱的天然气处理量为4.17×104m3/h,最大冷剂流量为154 104 kg/h。冷箱由A、B两个板翅式换热器并联组成,天然气分两路分别进入A、B两个板翅式换热器。在板翅式换热器的上部对原料天然气进行预冷,预冷温度为-63 ℃,预冷后经过分离重烃的天然气进入板翅式换热器的下部,被冷凝和过冷至-156 ℃后经J-T阀节流送至LNG储罐。
该装置制冷系统的制冷剂组成为N2、CH4、C2H4、C3H8、C5H12,制冷剂经压缩机增压并冷却后呈气液两相,由分离罐分离后分别送至冷箱顶部,由冷箱内汇管混合并分配后分别送至A、B两个板翅式换热器,在板翅式换热器中被冷却至-156 ℃后经过J-T阀节流,为自身及天然气的冷却提供冷量[8-11],冷箱流程示意图见图1。
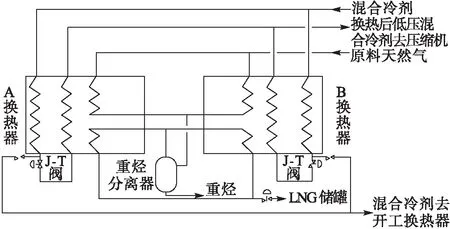
图1 冷箱流程示意图
2 混合冷剂偏流情况
3 混合冷剂偏流原因分析
4 混合冷剂偏流处理措施
针对冷箱混合冷剂偏流的实际情况,提出了如下处理措施:
1)根据冷箱A、B两换热器温度,逐渐减小冷箱A换热器J-T阀和液相冷剂调节阀开度,维持A换热器温度稳定,增加B换热器J-T阀和液相冷剂调节阀开度,使B换热器逐渐降温。
2)如果冷箱B换热器降温很快,应及时减小B换热器J-T阀和液相冷剂调节阀开度,否则会出现冷箱B换热器温度降低,A换热器温度升高,两换热器温差为B换热器低于A换热器的偏流。
3)增大开工换热器的冷剂量,从而提高混合冷剂总循环量,但要注意密切监视冷箱温度变化。
4)在工艺和设备条件允许的情况下,尽可能缩短冷箱低负荷停留时间,使冷剂循环量迅速提高。
5 结论
近年我国LNG工业发展迅速,LNG工厂生产中暴露的问题也日益凸显,开工工况下冷箱混合冷剂偏流是其中一个突出问题。建议主要应对措施如下:
1)在冷箱的制造、安装过程中,两路液相流体管线应尽量对称布置。
2)日常运行操作中应加强监测和调节,保持两路流量一致,在观察到冷箱两换热器温差增大时,及早调节冷剂管路J-T阀开度,遏制偏流趋势发展。
3)由于混合冷剂偏流一般发生在装置运行负荷较低或者运行负荷波动比较剧烈的情况下,此时冷箱内流道阻力降对于混合冷剂流体的运动影响较大,混合冷剂容易在两换热器之间分配不均。因此,在工厂日常运行管理中要注意保持装置运行的稳定性和连续性,避免生产负荷剧烈波动,维持设备平稳运转。
[1] 钱伯章,朱建芳.世界液化天然气的现状及展望[J].天然气与石油,2008,26(4):34-38. Qian Bozhang, Zhu Jianfang. Present Situation of LNG in the World and Its Prospect[J]. Natural Gas and Oil, 2008, 26 (4): 34-38.
[2] 石玉美,顾安忠,汪荣顺,等.无回热混合制冷剂循环(MRC)液化天然气流程的系统模拟[J].低温与超导,2000,28(1):45-50. Shi Yumei, Gu Anzhong, Wang Rongshun, et al. The Simulation of No Turn Round Heat Exchange Mixed Refrigerant Cycle to Liquefy the Natural Gas [J]. Cryogenics and Superconductivity, 2000, 28 (1): 45-50.
[3] 石玉美,顾安忠,汪荣顺,等.混合制冷剂循环(MRC)液化天然气流程的设备模拟[J].低温与超导,2000,28(2):41-46. Shi Yumei, Gu Anzhong, Wang Rongshun, et al. The Simulation of Equipment Module in the Mixed Refrigerant Cycle to Liquefy the Natural Gas [J]. Cryogenics and Superconductivity, 2000, 28 (2): 41-46.
[4] 邢 云.中海油LNG产业链的形成及发展[J].天然气工业,2010,30(7):103-106. Xing Yun. Shaping and Development of an LNG Industry Chain in CNOOC [J]. Natural Gas Industry, 2010, 30 (7): 103-106.
[5] 郭海燕,张炜森.珠海LNG装置技术分析与运行情况[J].石油与天然气化工,2012,41(1):43-47. Guo Haiyan, Zhang Weisen. Technical Analysis and Operation Situation of Zhuhai LNG Plant [J]. Chemical Engineering of Oil & Gas, 2012, 41 (1): 43-47.
[6] 顾安忠.液化天然气技术手册[M].北京:机械工业出版社,2003. Gu Anzhong. LNG Technical Manual[M]. Beijing: China Machine Press, 2003.
[7] 张炜森.PRICO液化工艺在珠海LNG装置中的应用[J].上海煤气,2011,(3):5-6. Zhang Weisen. Application of the PRICO Liquefaction Technology in the LNG Equipment in Zhuhai[J]. Shanghai Gas, 2011, (3): 5-6.
[8] 谭建宇,李红艳,王 莉,等.小型天然气液化装置工艺流程数值模拟和优化[J].天然气工业,2005,25(5):15;112-114. Tan Jianyu, Li Hongyan, Wang Li, et al. Numerical Simulation and Optimization of Process Flows for Small Gas Liquefaction Plants [J]. Natural Gas Industry, 2005, 25 (5): 15; 112-114.
[9] 王 坤,徐风雨,李红艳,等.小型MRC天然气液化装置中板翅式换热器动态特性仿真研究[J].低温工程,2007,(3):44-49. Wang Kun, Xu Fengyu, Li Hongyan, et al. Dynamic Performance Simulation of Plate-fin Heat Exchangers in Small Scale MRC-LNG Plant [J]. Cryogenics, 2007, (3): 44-49.
[10] 徐正斌,王世清,乔志刚.LNG凝液回收技术经济浅析[J].天然气工业,2005,25(10):133-135. Xu Zhengbin, Wang Shiqing, Qiao Zhigang. Economic Analysis of LNG Condensate Recovery Techniques [J]. Natural Gas Industry, 2005, 25 (10): 133-135.
[11] 王遇冬.天然气处理原理及工艺[M].2版.北京:中国石油出版社,2011:223-224. Wang Yudong. Natural Gas Processing Theory and Technolodgy [M]. 2nd ed. Beijing: China Petroleum Press, 2011: 223-224.
[12] 高 芳,陈 阳,张振鹏.低温液体推进剂充填管路的数值模拟[J].航空动力学报,2007,22(1):108-113. Gao Fang, Chen Yang, Zhang Zhenpeng. Numerical Simulation of Filling Pipe of Cryogenic Liquid Propellant [J]. Journal of Aerospace Power, 2007, 22 (1): 108-113.
[13] 徐益峰,蔡祖恢.平行流多流体板翅式换热器的动态数学模型[J].化工学报,1998,49(6):721-727. Xu Yifeng, Cai Zuhui. Dynamic Mathematical Model of Multi-fluid Plate-fin Heat Exchangers [J]. Journal of Chemical Industry and Engineering (China), 1998, 49 (6): 721-727.
[14] 刘盛鹏.广安LNG装置冷箱积液处理[J].石油与天然气化工,2013,42(2):154-155. Liu Shengpeng. Treatment of Cold-box Abnormal Liquid-flooding Phenomenon in Guang’an LNG Plant [J]. Chemical Engineering of Oil & Gas, 2013, 42 (2): 154-155.
[15] 王世杰,薛维海,孙开友,等.天然气深冷冷箱存在问题分析[J].油田节能,2003,14(2):33-35 Wang Shijie, Xue Weihai, Sun Kaiyou, et al. Analysis of Problems Existed in Natural Gas Cryogenic Box[J]. Energy Conservation of Oil Fields, 2003, 14 (2): 33-35.
[16] 王治红,吴明鸥,王小强,等.富含CO2天然气低温分离防冻堵工艺研究[J].天然气与石油,2012,30(4):26-29. Wang Zhihong, Wu Ming’ou, Wang Xiaoqiang, et al. Study on Technology for Preventing Ice Plug in Low Temperature Seperation of Natural Gas Containing Rich CO2[J]. Natural Gas and Oil, 2012, 30 (4): 26-29.
2015-07-23
孙 博(1986-),男,甘肃庆阳人,工程师,博士,主要从事LNG生产技术管理工作。
10.3969/j.issn.1006-5539.2015.06.007
猜你喜欢
辽宁化工(2022年4期)2022-04-28
煤气与热力(2021年6期)2021-07-28
煤气与热力(2021年2期)2021-03-19
石油石化绿色低碳(2020年1期)2020-04-08
化工管理(2020年18期)2020-01-18
建材发展导向(2019年10期)2019-08-24
船舶与海洋工程(2018年6期)2019-01-12
天然气化工—C1化学与化工(2018年5期)2018-11-15
中国化工贸易·中旬刊(2018年8期)2018-10-21
摄影之友(影像视觉)(2017年11期)2017-11-27