
激光宽带熔覆光内送粉喷嘴准直气罩研制
2015-04-19 02:49雷定中石世宏傅戈雁
激光技术 2015年5期
雷定中,石世宏,傅戈雁
(苏州大学机电工程学院,苏州215021)
引 言
激光宽带熔覆广泛应用于一些大型工件材料表面强化、修复和改性[1-3],利用宽带激光扫描一次扫过的面积大,能够大大提高熔覆效率,并由于减少了搭接次数而提高了熔覆层质量[4-5]。
在激光宽带熔覆中,能否尽可能多地将熔覆粉末送人激光熔池,是激光熔覆中直接影响粉末利用率的重要因素;粉束离开送粉喷嘴进入大气后会发生较严重的发散,在准直气帘的束缚作用下,粉束才能准、直的送人激光熔池中[6-8]。
为了实现对宽带激光熔池内部高效送粉,保证粉末较高的利用率,本文中研究设计了一种准直气罩;借助于FLUENT软件研究了准直气帘的宽度对送粉效果的影响,对准直气罩进行了不同尺寸参量的数值模拟,选出较优方案,最终通过送粉实验验证了准直气罩的压粉效果[9-16]。
1 送粉喷嘴准直气罩结构设计
图1a为光外送粉激光宽带熔覆原理图,激光束为实心宽带光束,送粉装置位于光束侧面为熔池送粉。图1b为光内送粉激光宽带熔覆原理图,激光束为中空光束,送粉装置位于光束内部为熔池送粉。
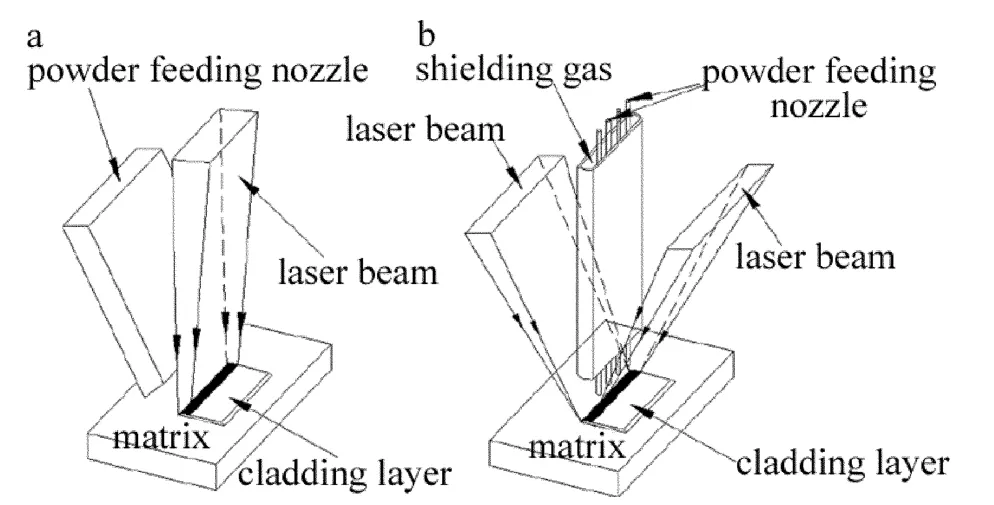
Fig.1 Schematic of broadband laser cladding

Fig.2 Picture of powder feeding nozzle
图2为自主研制的光内送粉激光宽带熔覆喷头的送粉喷嘴照片,该送粉喷嘴主要用于实现对宽度为13mm的宽带熔覆熔池内部送粉。采用GTV Impex GmbH公司的GTV PF3/3型送粉器,采用高纯度的氮气作为载气,粉末材质选用铁基合金粉末(Fe310),粒度为-100目~+200目(74μm~149μm);送粉量为4.0r/min,载气压力为0.3MPa,载气流量为3.0L/min,送粉喷嘴粉末出口处尺寸为1mm×10mm,送粉器壁厚0.5mm,送粉结果如图3所示。从图3a侧面图可以看出,粉束发散比较严重,需要准直气进行准直;从图3b正面图可以看出,粉束的宽度达到了13mm的送粉宽度要求。
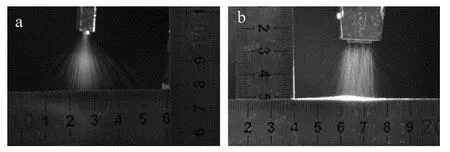
Fig.3 Picture of powder feeding experiment
针对上述实验中粉束在侧面发散的问题,设计了准直气罩装置(见图4a)。为了更好地实现对粉束侧面的准直,设计的准直气罩装置的准直气入口分布于送粉器的两侧,准直气罩的中段采用收缩结构,出气端采用直线型结构。出口结构、尺寸如图4b所示。本文中借助于FLUENT软件研究准直气帘宽度对准直气罩准直效果的影响。

Fig.4 Schematic of a collimation hood
1.1 连续相湍流控制方程
载气粉末在粉管内的流动物理模型为气固两相流动,本文中采用FLUNET软件中的离散模型进行研究,采用k-ε模型进行求解,其中连续相为输送气,满足以下方程。

式中,ρg是气体的密度;vg是气体的速率;p是气相微元体上的压力;g为重力加速度;μ是立相的动态黏度。
1.2 颗粒相轨迹方程
在FLUNET软件中,粉末颗粒的作用力满足以下平衡方程:

式中,ρp是粉末密度;vp是粉末速度大小;FD(vg-vp)是单位质量粉末颗粒的牵引力;Fi是由流体压力梯度在i方向引起的力;gi是重力加速度在i方向的分量。
2 宽带送粉准直气罩流场分析
2.1 送粉器与准直气罩内部流场模型建立与网格划分
采用ProENGINEER软件建立送粉管道的3维流场模型,在粉管出口处建立一个矩形的大气流场区域,由于送粉喷嘴的出口处尺寸为2mm×11mm,初步设定准直气帘的宽度为粉束宽度的1倍,所以准直气罩模型出口的尺寸参量设定为L1=4mm,L2=13mm,见图5a。其次,将所建立的流场模型进行网格划分,见图5b。
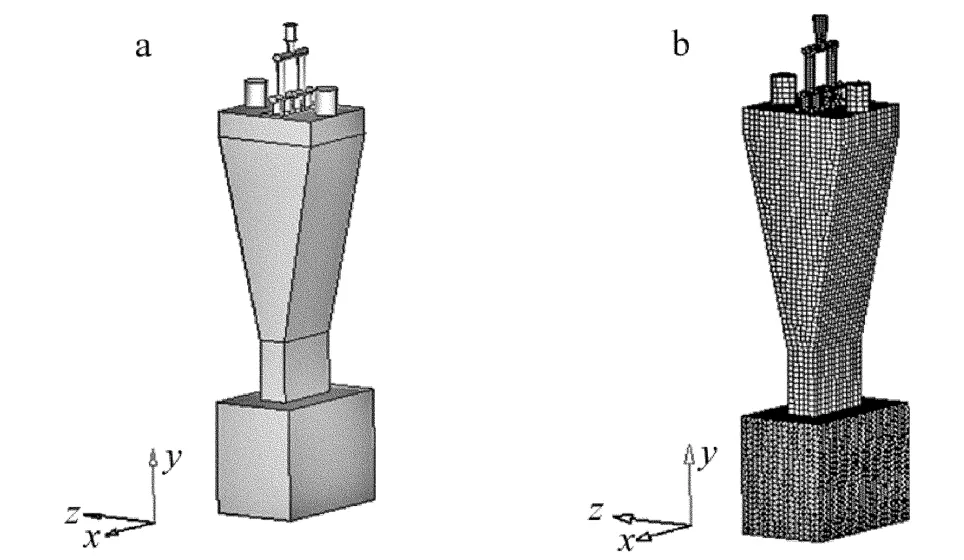
Fig.5 Flow field model and meshing
2.2 模拟结果分析
准直气罩模型出口尺寸参量为L1=4mm,L2=13mm,计算参量设定为:载气压力p1=0.3MPa,载气量Q1=4L/min,送粉量 5g/min,平均粒径为d=75μm,准直气管入口直径为∅4mm,载气量Q2=9L/min,准直气压力p2=0.214MPa,计算结果见图6。
从图6a可以看出,准直气罩出口处的速度方向比较杂乱,准直气流的准直效果只保留留了很短的一段距离,随着准直气流能量的耗散,准直气流的速度方向变得比较杂乱,准直气流中间的送粉喷嘴流体速度方向随之变得紊乱,无法起到准直效果。
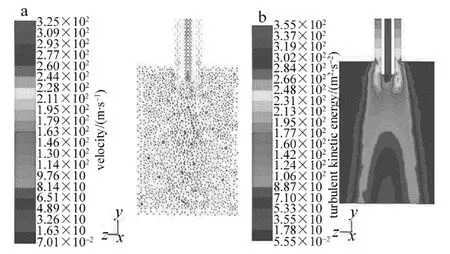
Fig.6 Calculation result of FLUENT when L1=4mm,L2=13mm,Q1=4L/min
从图6b分析可知,湍流主要发生在突缩和出口处,送粉管路内部的湍流相对要小很多,由于准直气管出口尺寸相对于准直气流而言过窄,导致流体所受的正压力和速度方向产生强烈的变化,从而形成回流,输送粉末的气体和周围相对低速的载气形成剪切运动从而产生漩涡。当准直气流的流速保持不变时,准直气罩出口的尺寸变大,这种产生湍流的现象会减小并最终消失。
根据上述流体理论,为了保证准直罩出口处的气体流速不变,只考虑准直罩出口尺寸改变对准直效果的影响,设定准直气帘宽度为粉束宽度的1.5倍和2倍,计算得出另外两组FLUENT计算参量,如表1所示。

Table 1 Parameter table of powder feeding by FLUENT analysis
对比图6a、图7a、图8a 3组计算参量下,准直气罩出口处的气流速度基本一致,这验证了计算参量的准确性;对比图6b、图7b、图8b,随着准直气罩出口尺寸的增大,出口处的湍流越来越弱,气流变得稳定。
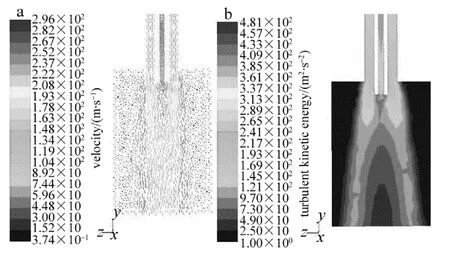
Fig.7 Calculation result of FLUENT when L1=5mm,L2=13mm,Q1=4L/min

Fig.8 Calculation result of FLUENT when L1=6mm,L2=13mm,Q1=4L/min
对比图6a、图7a、图8a 3组计算参量下,当准直气帘宽度为粉束宽度的1.5倍时,准直气流最为稳定。当准直气帘宽度为粉束宽度的1倍时,一方面在较强湍流的作用下,准直气流方向发生较大改变;另一方面,由于准直气帘的厚度较薄,在空气和粉束的作用下,能量消耗过快。当准直气帘宽度为粉束宽度的2倍时,虽然准直气罩出口处的湍流最小,但是在气流速度一定的情况下,较厚的气帘会受到更大的正面空气阻力,导致准直效果不佳。
对比图7、图9、图10 3组计算参量下,当准直气帘宽度为粉束宽度的1.5倍时,送粉参量发生变化后,准直气帘的准直效果基本保持一直,随着送粉量的增加,准直效果有所降低,但仍满足送粉要求。

Fig.9 Calculation result of FLUENT when L1=5mm,L2=13mm,Q1=6L/min
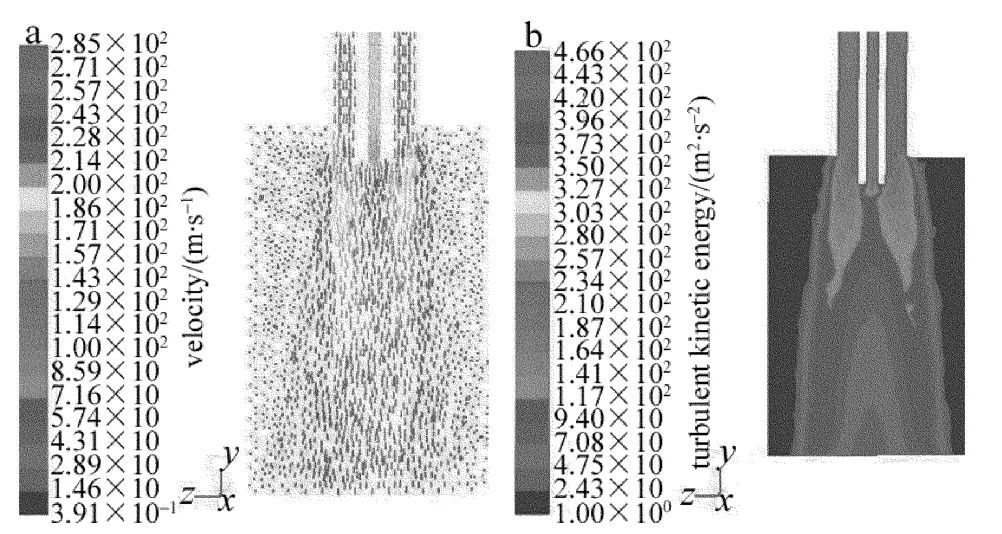
Fig.10 Calculation result of FLUENT when L1=5mm,L2=13mm,Q1=8L/min
3 实验研究
3.1 送粉喷嘴研制
根据上述的模拟分析,采用L1=5mm,L2=13mm的尺寸设计制造准直气罩,采用3-D打印快速成型技术制造送粉喷嘴装置流道和准直气罩装置,图11为安装有准直气罩的送粉器喷嘴实物照片。
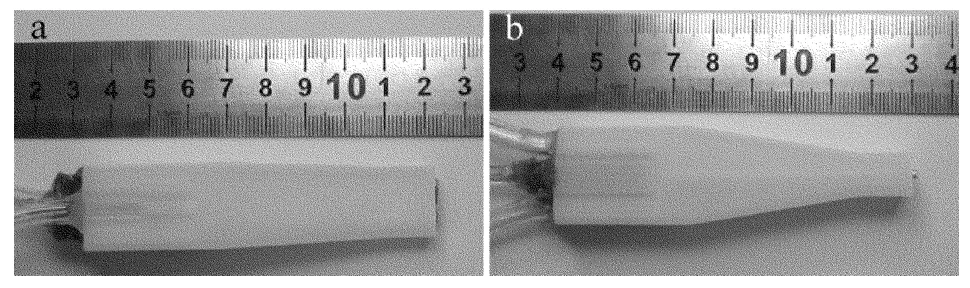
Fig.11 A collimation hood of powder feeding nozzle
3.2 送粉实验
将送粉喷嘴的粉末入口粉管与送粉器相连,本实验中采用的是GTV Impex GmbH公司的GTV PF3/3型送粉器,采用高纯度的氮气作为载气,粉末材质选用铁基合金粉末(KF310),粒度为-100目~+200目(74μm ~ 149μm);送粉量为 4.0r/min,载气压力为0.3MPa,载气流量为 4.0L/min,准直气载气量Q2=12.9L/min,准直气压力p2=0.307MPa,粉束在空中形态如图12所示。
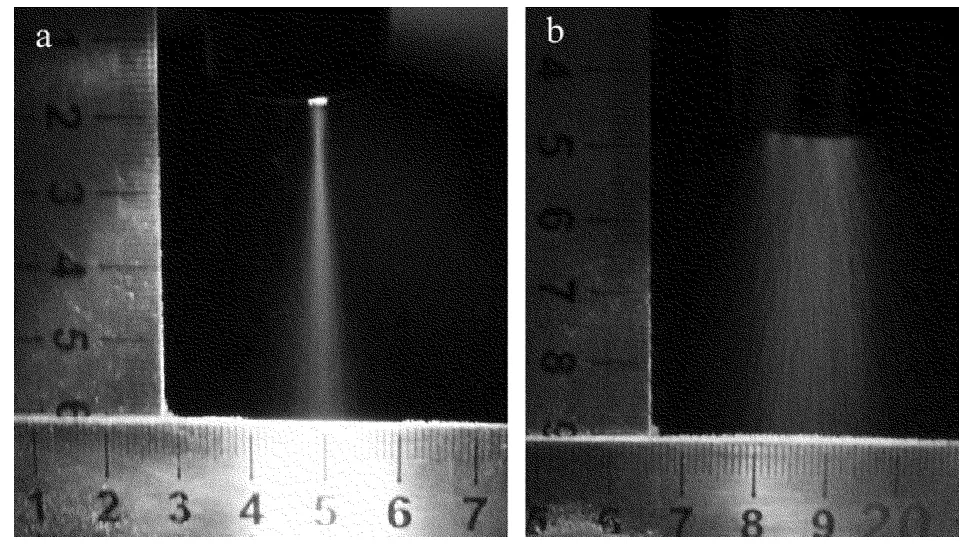
Fig.12 Picture of collimation hood powder feeding experiment
从图12中可以看出,在距离送粉喷嘴出口20mm的加工面处,送粉喷嘴所送出的有效粉斑宽带约为14mm,基本达到了预期设计想要达到的13mm的尺寸要求;粉斑两边的粉束发散比较小,达到了预期设计要求。
4 结论
(1)用设计的准直气罩,根据流固耦合理论,采用FLUENT仿真分析方法,得到了用于激光宽带熔覆光内送粉的新型准直结构。(2)经数值分析可知,当送粉喷嘴尺寸为2mm×11mm,准直气帘的宽度为粉束宽度的1.5倍,即准直气罩出口尺寸为L1=5mm,L2=13mm时,空中粉束较为稳定,具有较好的准直性。(3)当送粉参量不同时,保证准直气罩出口处气帘宽度为粉束宽度的1.5倍时,其准直效果基本保持一致,这就保证了不同送粉条件下的粉束准直要求。(4)采用较佳管路尺寸设计制造的准直气罩,在出粉口下端20mm处的粉末分布最为理想,粉斑宽度达到14mm,粉末在长度和宽度方向的汇聚性俱佳,较好地满足了宽带送粉要求。
[1] SONG J L,LI Y T,DENG Q L,et al.Research process of laser cladding forming technology[J].Chinese Journal of Mechanical Engineering,2010,46(14):29-39(in Chinese).
[2] XUE F,WANG Y M,LIU Sh Y.Research on coaxial powder feeding nozzle for laser cladding[J].Electro-Optic Technology Application,2014(2):13-16(in Chinese).
[3] HU X D,ZHU L Q,YAO J H.Design of lateral powder nozzle for broad beam laser cladding[J].Light Industry Machinery,2014,32(3):10-12(in Chinese).
[4] SHI J J.The device and process study of laser wide-band cladding[D].Suzhou:Soochow University,2006:30-40(in Chinese).
[5] YANG J X,ZUO T Ch,XU W Q,et al.The fabrication of highspeed wire rolls by wide-strip laser cladding cemented carbide [J].Applied Laser,2006,26(6):369-371(in Chinese).
[6] WAN Zh Y,CHEM H,ZUO T Ch.Design of strip integral mirror for high power laser processing[J].Journal of Beijing University of Technology,2002,28(3):334-336(in Chinese).
[7] SHI G L,SHI Sh H,WU Sh H,et al.Research on effective utilization rate of power in inside laser coaxial powder feeding laser cladding and rapid prototyping process[J].Hot Working Technology,2010,39(7):152-154(in Chinese).
[8] SHI Sh H,FU G Y.Forming the inside-laser coaxial powder feeding laser cladding and the inside-laser coaxial powder feeding nozzle:China,200610116413.1[P].2006-09-22(in Chinese).
[9] WANG W,CAI L,YANG G,et al.Research on the coaxial powder feeding nozzle for laser cladding [J].Chinese Journal of Lasers,2012,39(4):0403003(in Chinese).
[10] ZHU G X,LI D C,ZHANG A F,et al.Influence of deposited layer’s structure on flow field of coaxial powder feeding nozzle[J].Chinese Journal of Lasers,2010,37(6):1636-1642(in Chinese).
[11] WEN S Y,SHIN Y C,MURTHEY J Y,et al.Modeling of coaxial powder flow for the laser direct deposition process[J].International Journal of Heat Transfer,2009,52(25/26):5867-5877.
[12] DONG G,LIU J Ch,LI Y Y.Numerical simulation of gas-powder flow in laser cladding with coaxial powder feeding[J].High Power Laser and Particle Beams,2013,25(8):1951-1955(in Chinese).
[13] NAN Y.Concentration model based on movement model of powder flow in coaxial laser cladding[J].Optics and Laser Technology,2009,41(1):94-98.
[14] WANG X B,SUN B,CHENG Y,et a1.Properties of flattened Gaussian beam in directional prism cavity[J].Laser Technology,2002,26(2):117-119(in Chinese).
[15] ZHAO W Y,HU F Y,YI D X.Experiment of shielding gas flow field on a three tunnels coaxial powder feeding nozzle[J].China Surface Engineering,2012,25(1):51-55(in Chinese).
[16] WEI J Y,HU X D,YAO J H.Numerical simulation of gas-solid two-phase flow in fluidized bed based powder for laser cladding[J].Laser Technology,2012,36(6):719-723(in Chinese).
猜你喜欢
汽车零部件(2022年10期)2022-11-01
汽车与驾驶维修(维修版)(2022年2期)2022-03-21
石油化工自动化(2021年3期)2021-06-02
汽车科技(2021年6期)2021-01-16
甘肃科技(2020年21期)2020-04-13
时代汽车(2019年16期)2019-12-10
科学与财富(2018年22期)2018-08-18
合成材料老化与应用(2016年1期)2016-08-11
物理实验(2015年9期)2015-02-28
数学年刊A辑(中文版)(2014年4期)2014-10-30
