
同步器锥环销孔加工夹具的设计
2015-04-19 02:03:16陈海瑛
机械制造 2015年11期
□ 陈海瑛
西安航空动力股份有限公司科技发展部 西安 710021
图1所示是汽车副变速箱中锁销式惯性同步器锥环零件图,基体由粉末冶金材料制造,锥面上粘接非金属摩擦材料。零件中销孔3-φ9.00+0.0250为本道加工中的重要工序,该孔尺寸精度、位置度要求较高,钻床上加工需要设计钻夹具,用钻套引导钻削-铰削该孔。
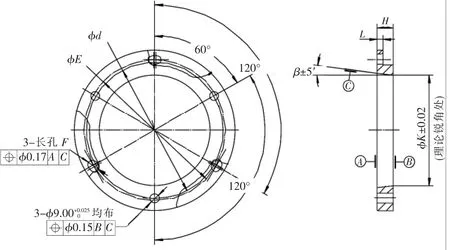
▲图1 锁销式惯性同步器锥环
1 零件加工工艺与技术要求
腰孔3-F均布在以φE锥孔为中心的圆周上,在粉末冶金零件成型时,该腰孔已压制出,留精加工余量,锥孔 φK±0.02、β±5′,两端面A、B已加工好。要加工的销孔3-φ9.00+0.0250均布在以φd锥孔为中心的圆上,且与腰孔3-F夹角为60°。
加工工艺路线:两端面A、B→锥孔φK±0.02、β±5′→销孔3-φ9.00+0.0250→腰孔3-F精加工(铣削)。
本夹具设计要达到的目的:工件定位夹紧后,要加工销孔3-φ9.00+0.0250的孔位中心线与腰孔3-F的孔位中心线的夹角为60°。所以,应以3-F腰孔来定位加工销孔φ9.00+0.0250孔,确保两者60°夹角。
2 钻孔夹具的设计
要设计钻沿圆周分布孔的钻床夹具,夹具分度装置和零件的定位夹紧方式是首要考虑的问题,分度装置由分度板和对定机构组成。3-φ9.00+0.0250和腰孔3-F的孔位均位于以锥孔为中心的圆上,所以,应以锥孔中心作为分度板回转中心进行分度,以3-F腰孔定位来加工销孔φ9.00+0.0250,确保两者60°夹角。如图2所示为同步器锥环销孔加工夹具。
该夹具由夹具体、钻模板组件、对定机构三大部分组成。夹具体由基座、定位芯轴组成;钻模板组件由压锥、钻模板、钻套、快换钻套、插销、开口压盖、锁紧螺母、衬套、镶套、定位销组成;对定机构由支座、导套、分度对定销、压簧、拉轴、手把组成。分度楔口分布在钻模板圆周上,钻模板围绕定位芯轴转动,实现分度。
分度对定机构通过支座固定在基座上,分度板(即钻模板)通过定位芯轴定位在基座上,调整钻模板上钻套孔a、b、c中其中任一个孔位中心与钻床主轴线重合,然后将基座固定在钻床工作台面上,对定销插入钻模板分度楔口中。
图2中的分度板和钻模板、压锥为一体,压锥中心和分度板回转中心同轴。加工3-φ9.00+0.0250钻套孔a、b、c均布于分度板中心φd圆上;钻模板上3个孔D均布于分度板回转中心φE圆上,与钻模板上三钻套孔位中心夹角为60°;定位销通过钻模板孔D插入工件腰孔3-F中任何一个孔中,以保证3-φ9.00+0.025与腰孔3-F为60°夹角;压锥压紧并使工件锥孔中心与钻模板回转中心同轴,快换钻套根据钻、扩、铰工序快换相对应尺寸的钻套。
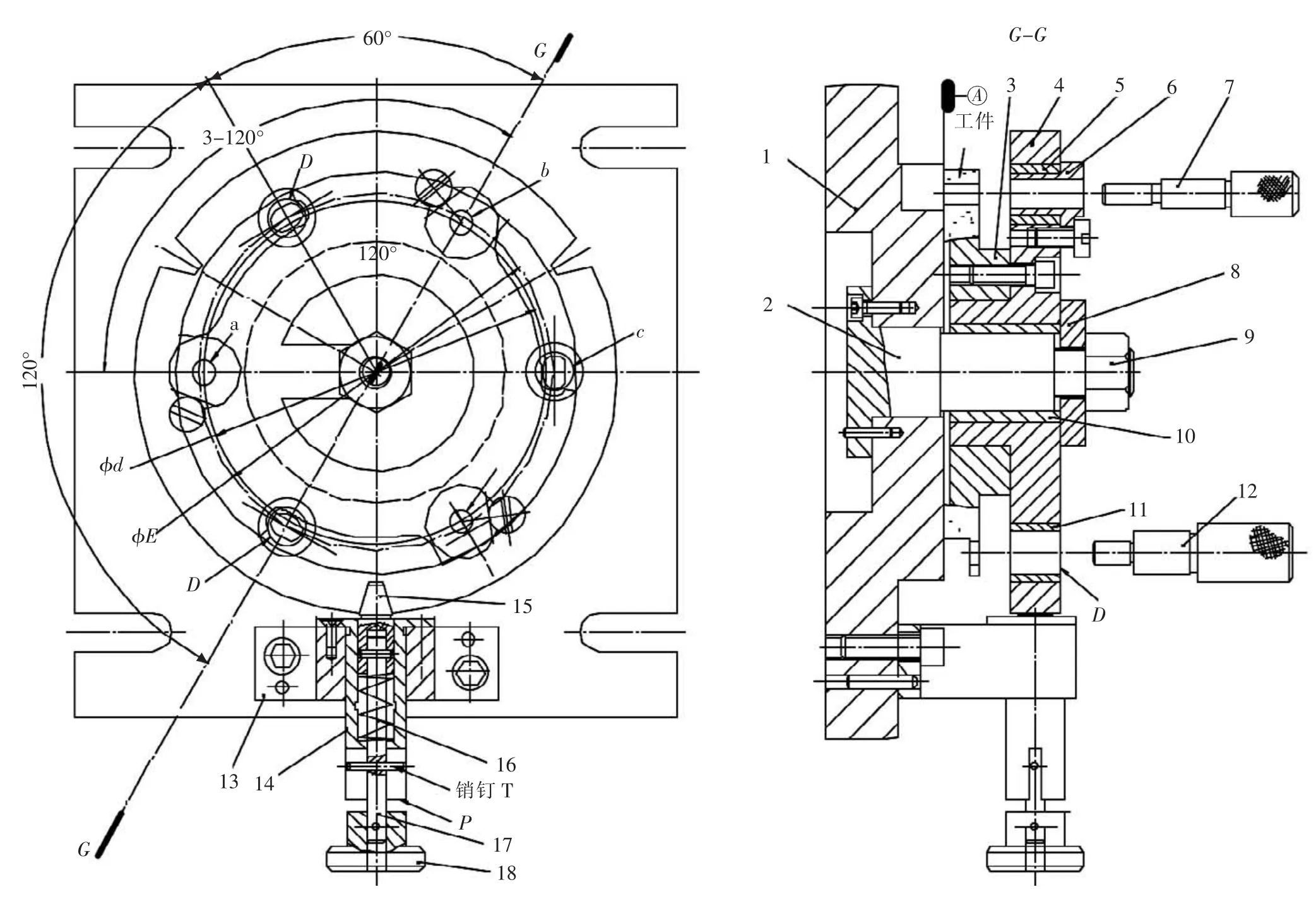
▲图2 同步器锥环销孔加工夹具
3 夹具工作原理
通过手把、拉轴,把分度对定销从分度板楔口中拔出,置于后位(即把销钉T置于导套端面P处),使分度对定销处于收回状态;将工件置于基座A面上,钻模组件上压锥通过定位芯轴找正工件锥孔中心,同时将定位销穿过钻模板孔D插入工件腰孔3-F中任何一个孔中,转动钻模组件,压锥和定位销带动工件转动,使钻模板分度楔口对准对定销位置,将对定销插入钻模板分度楔口中(如图2所示位置);插入开口压盖,拧紧锁紧螺母,通过压锥将工件定位压紧。钻、扩、铰加工φ9.50+0.0250,完成第一个孔加工。钻套不拔出,然后将插销插入已加工好的φ9.00+0.0250中,拔出分度对定销,松开锁紧螺母,旋转钻模板并带动工件一起旋转 (分度板)至第二个分度楔口位置插入分度对定销,拧紧锁紧螺母夹紧钻模板和工件,加工第二个φ9.00+0.0250。按照上面的步骤,完成第三个孔加工。
4 结论
该钻夹具把钻模板、分度板、工件定位压锥合为一体,工件定位、压紧一次完成,使工件定位准确,夹紧迅速,操作简单,该夹具适合于普通钻床使用,是一个投资少见效快的加工装备,为同步器锥环产品试制和小批量生产提供了可靠、有效的加工手段。
[1]张耀寰,马占永.机械设计加工工艺设计实用手册[M].北京:航空工业出版社,1993.
[2]刘文剑,曹天河,赵维.夹具工程师手册[M].哈尔滨:黑龙江科学技术出版社,1987.
[3]机械设计手册联合编写组.机械设计手册[M].北京:化学工业出版社,1987.
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23 06:39:48
装备制造技术(2021年1期)2021-05-21 07:54:52
哈尔滨轴承(2021年4期)2021-03-08 01:00:48
装备制造技术(2020年9期)2021-01-26 00:15:30
设备管理与维修(2019年19期)2019-05-03 02:10:04
制造技术与机床(2017年10期)2017-11-28 05:20:46
制造技术与机床(2017年8期)2017-11-27 02:09:59
电子器件(2015年5期)2015-12-29 08:43:16
金属加工(冷加工)(2014年9期)2014-04-09 13:52:58
自动化博览(2014年8期)2014-02-28 22:32:53
