偏心轴承定位孔线切割方法改进
2015-04-14 06:20刘道超
哈尔滨轴承 2015年3期
郑 多 , 刘道超 , 李 季
(1.中航工业哈尔滨轴承有限公司 基建技改部 ,黑龙江 哈尔滨150025;2哈尔滨轴承集团公司 小型球轴承分厂,黑龙江 哈尔滨150036;3.中国人民解放军驻一二〇厂军事代表室,黑龙江 哈尔滨 150000)
偏心轴承定位孔线切割方法改进
郑 多1, 刘道超2, 李 季3
(1.中航工业哈尔滨轴承有限公司 基建技改部 ,黑龙江 哈尔滨150025;2哈尔滨轴承集团公司 小型球轴承分厂,黑龙江 哈尔滨150036;3.中国人民解放军驻一二〇厂军事代表室,黑龙江 哈尔滨 150000)
偏心轴承偏心环定位孔位置精度要求较高,热处理后采用线切割方法加工。原有的线切割加工方法较为繁琐,严重影响加工效率及产品质量。针对存在的问题,改进了线切割加工装备,提高了加工效率和质量。
偏心轴承;线切割;夹具;定位孔
1 前言
随着人类社会的不断发展和科学技术的日益进步,信息交流作为人们工作和生活的手段正变得越来越重要,导致信息交流重要载体之一的印刷业得到迅猛发展,对印刷业的工作母机——印刷设备的要求也越来越高。偏心轴承是印刷机的关键部件之一。我厂开发的偏心轴承已由试制生产发展到批量生产。试制生产中的遇到问题较多,其中偏心轴承偏心环定位孔位置加工是遇到的难题之一。经研究和多次试验,决定用线切割方法加工偏心孔。针对线切割加工过程中的不足之处进行了相应改进,使加工质量及效率得到了提高。
2 线切割工作原理
防止热处理变形,2-¢10孔、2-¢8孔热处理后加工。工件淬火后硬度在60~62HRC,用一般钻削方法无法加工。原有线切割偏心孔加工方法如图2所示。
工件与线切割丝同时通电,分别是正、负两极。工件与线切割丝之间有0.02mm间隙。工件与线切割丝利用正、负两极放电,将工件上的金属按工艺要求切割掉。每加工一个孔都得重新穿丝。该方法非常适合淬火后硬度较高的工件加工,加工精度也较高,孔的位置及尺寸公差能达到0.02mm以内。从图1上看出,¢10定位孔及2-¢8H定位孔位置度要求0.05mm内。如果淬火前采用普通钻削或镗孔方法加工,由于工件壁厚不均,淬火后易产生变形,导致孔的位置度变化较大,无法满足工艺要求,所以只能采用淬火后线切割的方法。
偏心孔位置精度要求较高,如图1所示。为
3 原有加工方法及不足

图1 偏心工件结构示意图
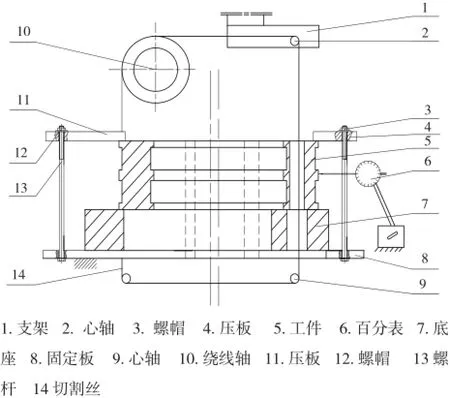
图2 改进前线切割加工偏心孔示意图

图3 销孔定位示意图
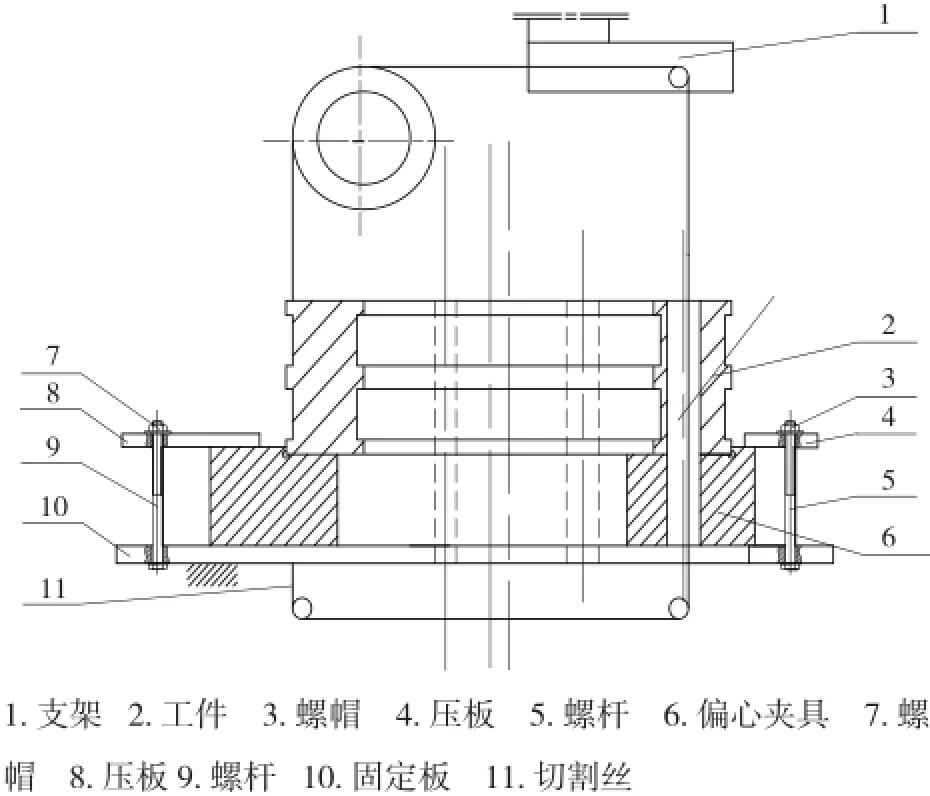
图 4 改进后线切割加工示意图
从图1看出工件是有偏心要求的,D与d1偏心公差工艺要求在±0.015mm内,因此加工前工件必须找正,找正的基准是外圆D。工件缓慢转动时用百分表验证在0.01mm以内为找正合格。有时虽然找正合格了,但在压紧过程中,工件又偏心了。找正过程经常是反复数次,费时费力,但偏心孔位置度仍难以达到工艺要求,影响了加工效率。找正过程基本都是手工操作,工件的加工精度取决于操作者的技术水平,加工效率取决于操作者的熟练程度,所以,加工出来的工件精度一致性很难保证。
4 改进后的加工方法
针对以上问题,设计一个偏心夹具,其偏心量与工件e相同。夹具的上端面设计一个凹槽方便工件定位,同时设计定位销孔使得工件定位准确、迅速。销孔的尺寸与定位销配合间隙要控制好,一般0.01mm,这样既能定位又能方便销轴拔出。工件的外径和偏心夹具的凹槽径配合与销轴和定位销配合类同,间隙也在0.01mm以内。偏心夹具需经淬火处理,提高夹具凹槽的耐磨性和尺寸稳定性,以便提高夹具的使用寿命。
偏心夹具设计完成后,加工偏心环定位孔时只需将工件装入偏心夹具内,同时用定位销2将工件定位后,再将定位销拔出即可。工件靠夹具和自重作用下会牢固地固定在凹形槽内。工件定位后就可正常切割偏心环定位孔。工件装夹无需找正,节省了调整时间。由于夹具的定位又保证了偏心定位孔的位置精度。
5 结束语
通过实验验证说明,夹具的改进不仅能提高生产效率,而且能保证产品质量。操作者加工简单,非常有利于大批量生产。
(编辑:王立新)
Improvement of line cutting method of positioning hole for eccentric bearing
Zheng Duo1,Liu Daochao2,Li Ji3
The precision requirements of the eccentric ring positioning holes for the eccentric bearing is higher, the positioning holes of the eccentric ring were processed using line-cutting method after the heat treatment process. The original line cutting method was more complicated, seriously affected the processing efficiency and product quality. In view of the existing problems, the line cutting equipment was improved, the processing efficiency and quality were increased.
eccentric bearings; line cutting; clamp; positioning holes
TH133.33+2
B
1672-4852(2015)03-0017-02
2015-06-05.
郑 多(1978-),男,工程师.
(1.Department of Infrastructure Construction and Technical Transformation, AVIC Harbin Bearing Co.,Ltd.,Harbin 150025,China;2.Small Ball Bearing Branch, Harbin Bearing Group Corporation, Harbin 150036,China;3. Military Delegrate Office of PLA Residing No.120 Factory , Harbin 150000,China)
猜你喜欢
政工学刊(2021年12期)2021-12-22
哈尔滨轴承(2021年4期)2021-03-08
快乐语文(2018年7期)2018-05-25
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
小说月刊(2015年9期)2015-04-23
人生十六七(2015年5期)2015-02-28
组合机床与自动化加工技术(2014年12期)2014-03-01