调心球轴承外圈精研工艺的改进
2015-04-14 06:20:11王亭亭
哈尔滨轴承 2015年3期
李 琳, 王亭亭
(1.哈尔滨轴承集团公司 安全保卫部,黑龙江 哈尔滨150036;2.哈尔滨轴承集团公司 质量保证部,黑龙江 哈尔滨150036)
调心球轴承外圈精研工艺的改进
李 琳1, 王亭亭2
(1.哈尔滨轴承集团公司 安全保卫部,黑龙江 哈尔滨150036;2.哈尔滨轴承集团公司 质量保证部,黑龙江 哈尔滨150036)
调心球轴承外滚道精研原来采用手工油膏布抛光方法,造成滚道粗糙度低、精研不均匀、滚道不清洁等问题。针对上述问题,对精研方法进行了改进,用精研机自动加工代替手工加工,用油石代替油膏布,提高了工作效率和产品质量。
调心球轴承;外滚道;精研机;油膏布抛光;油石精研
1 前言
调心球轴承可承受较大的径向载荷,同时也能承受一定的轴向载荷,该类轴承外圈滚道是球面形,内套是双沟,故具有调心性能,当轴受力弯曲或倾斜而使内圈中心线与外圈中心线相对倾斜不超过1°~15°时轴承仍能工作,以1306为例,内外圈产品图如图1所示。调心球轴承外圈的沟曲率半径比一般球轴承大很多,细磨加工调心球轴承外滚道后采用手工抛光的方法精研外滚道,造成滚道粗糙度低、精研不均匀、滚道不清洁等问题,影响轴承质量。根据这种情况,分厂试验研究在3MZ3210机床加工调心外圈球面,对设备工装进行了改进,使精研球面粗糙度达到工艺标准。

图1 1306内外圈零件图
2 手工抛光存在的问题
手工抛光调心球轴承外滚道如图2所示,抛光夹具如图3所示。人踩脚踏板使开口铁环压抛光棒,抛光棒又压向待抛光的球面滚道,抛光棒前面用木锉修成加工球面的形状,这种加工方法存在许多问题。
(1)油膏布抛光产生的油腻附在加工表面,在抛光时无法看清工件加工是否合格。
(2)手动安装工件在夹具上,在工件轴带动夹具高速旋转时,工件在安装的瞬间容易产生倾斜易造成端面磨伤,出现废品。

图2 手工抛光调心球轴承外滚道

图3 手工抛光夹具结构
(3)由于抛光棒是由操作者根据滚道形状自行加工的,所以修整的球形R面和工件球形R面有时产生很大误差,使抛光工件表面产生不均匀的条纹,有时手感凸凹不平,严重影响工件表面粗糙度和轴承的调心性。
(4)被加工调心产品有轻中系列,抛光压力完全由操作者自行控制,加工轻系列时踩脚踏板轻些,中系列稍重一些,使研量量无法准确控制,装配时无法正常分选合套,影响装配质量和效率。
(5)油膏布抛光滚道时产生一定的热量,使油脂融化粘在滚道上难以清除,影响工件的清洁度。
3 采用3MZ3210精研机精研调心轴承外滚道
由于采用油膏布精研调心球轴承外滚道存在以上问题,故对该精研工艺进行了改进,采用3MZ3210精研机油石精研滚道代替抛光机油膏布手工精研滚道。
该机床用于超精研加工球轴承外圈滚道,是全自动机床。为了提高机床性能,采用两步法超精研,即粗研、精研分在两个床头,采用不同的油石、不同的工艺参数来完成。为了提高工件装夹可靠性,节约压辊轴承,采用电磁无心夹具,效果良好。为提高油石振动次数和振荡机构的可靠性,该机床借鉴国外超精研机球面空间连杆机构,振荡头的轴向进给导轨采用了交叉滚子滚动导轨。
3MZ3210精研机主要工作原理:工作时由电机带动工件轴及胎垫一起转动,机械手将工件送到加工区,工件径向由V形支撑定位,轴向由压紧臂经过压紧轮将工件压在胎垫上,由胎垫的旋转带动工件一起转动,如图4。停止时压紧轮松开,机械手转动自动换活形成自动循环加工。从产品图中可以看到该零件的外圈滚道半径比深沟球轴承大很多,在精研加工的过程中与深沟球轴承有着明显的区别,油石在摆频和压力的作用下和球面R不重合,影响工件表面粗糙度,调整机床R的大小应比6306的R缩小5mm,原来R大精研时只研中间部分,两边研不着,中间出现丝子。另外,由于球面较宽和机床局部的限制,使工件很难达到工艺要求粗糙度,这是在3MZ3210机床加工调心产品需要解决的问题。基于这种情况,合理选择油石、油石夹和确定摆频参数。油石的宽度比滚道宽1mm。根据工件宽度大小调整摆频,防止因沟宽沟边精研不到位。通过加工设备的改造,解决了用抛光机抛光沟道影响质量的状况,现表面粗糙度Ra0.07,符合加工工艺要求。
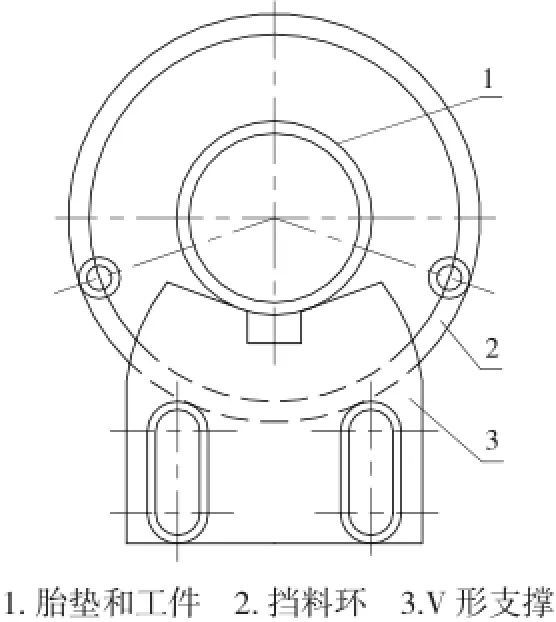
图4 3MZ3210加工支撑工装
4 结束语
通过工艺的改进,提高了调心产品旋转精度,改变了由于手动抛光量大小不一、压力不准确、工件清洁度不好和精研时间不够等影响表面粗糙度现象,现工件表面粗糙度合格率达到100%,并且调心产品沟径加工实现了自动化,淘汰手动加工的落后方法,为提高该系列产品质量奠定了基础。
(编辑:林小江)
Improvement of lapping process used for self-aligning ball bearing outer ring raceway
Li Lin1,Wang Tingting2
(1.Safety Security Department,Harbin Bearing Group Corporation,Harbin 150036,China;2.Quality Assurance Department,Harbin Bearing Group Corporation,Harbin 150036,China)
The self-aligning ball bearing outer ring raceway was lapped by original the ointment cloth and manual method.This original lapping method may cause problems such as lower roughness,uneven lapping and dirty raceway.For solving the above problems, the lapping process was improved in order to use the lapping machine automatic process instead of the original manual method,use the oil stone instead of the ointment cloth,improve work effiency and product quality.
self-aligning ball bearing; outer ring raceway;lapping machine; ointment cloth lapping;oil stone lapping
TH133.33+1
B
1672-4852(2015)03-0021-02
2015-08-12.
李 琳(1984-),女,助理工程师.
猜你喜欢
中学化学(2024年2期)2024-06-17 04:01:47
ELLE世界时装之苑(2023年12期)2023-12-18 10:43:27
哈尔滨轴承(2022年2期)2022-07-22 06:33:42
天津科技(2022年4期)2022-04-20 08:51:26
轴承(2019年1期)2019-07-22 03:00:24
中成药(2018年5期)2018-06-06 03:12:17
初中生世界·九年级(2017年10期)2017-11-08 16:46:14
中国篆刻(2017年3期)2017-05-17 06:20:49
哈尔滨轴承(2013年2期)2013-10-11 03:11:48
机床与液压(2013年18期)2013-06-02 06:17:04