小口径奥氏体不锈钢管对接焊缝超声波检测技术研究
2015-04-12 01:20张建华马小强
化工装备技术 2015年4期
张建华 马小强
(上海市特种设备监督检验技术研究院)(天华化工机械及自动化研究设计院有限公司)
0 引言
奥氏体不锈钢管广泛地应用于核电、石油、化工等行业,其焊缝质量的好坏直接影响到承压类特种设备 (锅炉、压力容器、压力管道)的安全性。焊缝失效会引起爆炸、燃烧、环境污染等重大事故,对国家和人民财产造成巨大损失,甚至严重危害人民生命安全。目前国内外对于小口径薄壁奥氏体不锈钢管对接焊缝质量的超声检测没有专门的标准和规范,实际检测时主要采用和借鉴碳钢管道的无损检测工艺或各种企业检测规程。对于大口径厚壁奥氏体不锈钢管的焊缝质量超声检测工艺及其实施,国内不同的行业各不相同,且普遍水平较低,检测效果较差。这种状况对于开展奥氏体不锈钢管焊接的检验检测工作十分不利。
对于小口径奥氏体不锈钢管,由于其具有焊缝组织不均匀、薄壁、大曲率等特点,对其进行超声波检测十分困难,迄今还没有一种有效的超声波检测方法。为此,亟需研究出一种用于奥氏体不锈钢管焊缝的超声检测方法和工艺,以提高管道焊缝缺陷的检出率和检测正确率,大幅度提高检测效率,降低检测成本。
1 探头设计
1.1 专用探头理论依据
通常,各向异性材料中有三种不同的线弹性波可沿给定的方向向前传播。这三种波通常不是单一模式,因为每种波既有平行于波法线也有垂直于波法线的质点位移分量。一种分量常比另一种分量大得多。含有较大平行分量的波叫 “准纵波”,含有较大垂直分量的波叫 “准横波”。在各向同性材料中,所有传播模式均为单一模式——质点位移不是平行于波法线,就是垂直于波法线。两种准模退化成一种纯模[3]。
能通量矢量,对于弹性波在各向异性材料中传播也很重要。与各向同性材料情况有所不同,单位时间、单位面积的能流方向 (能通量矢量),同波的法线不一定重合。也就是说,超声波波束即使垂直入射时也可能发生折射[3]。
超声波在各向异性的介质中向前传播时存在线弹性波。但是这种线弹性波既不是单纯的纵波,也不是单纯的横波,而是第三种形式的波,即不同性质的线弹性波的混合波。更确切地说,在各向异性的材料中,这种超声波波束对单个缺陷的反射回波显示在超声波探伤仪屏面上时是粘滞在一起的三个波,而且通常情况下三个波中必定有一个波的波幅比另外两个波的波幅高得多。
1.2 专用探头结构
专用探头结构如图1所示,其中α表示入射角 (°), θ表示聚焦倾角 (°),a表示晶片宽度(mm),b表示晶片长度 (mm),f表示晶片频率(MHz)。
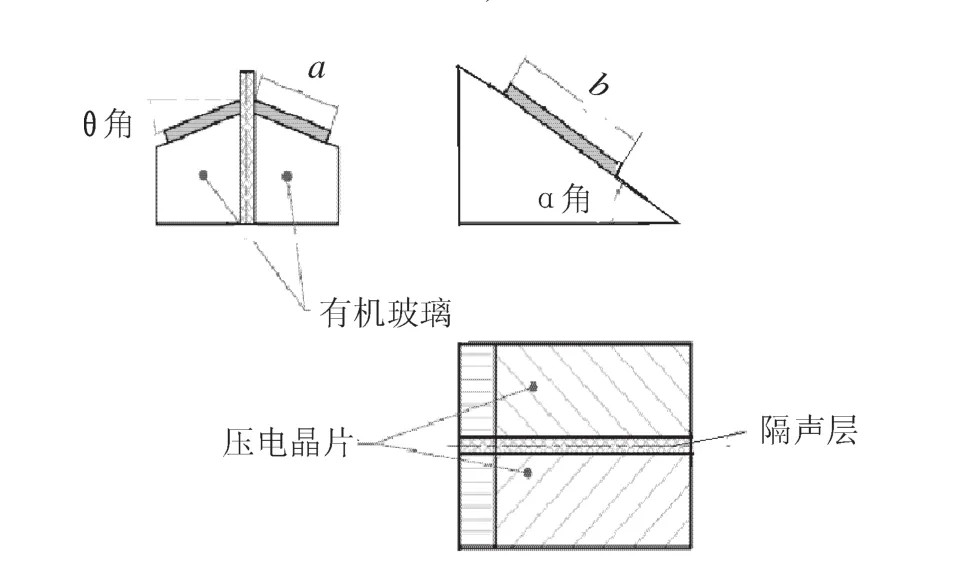
图1 专用探头结构
在充分考虑超声波声束在奥氏体钢管管壁内表面上的几何效应的前提下,采用双晶聚焦的方式制作的探头可以最大限度地克服直径Ø32 mm~Ø159 mm、壁厚 3.5~20 mm奥氏体钢管管壁内表面对超声波声束的几何效应带来的不利影响。
2 对比试块设计及测试
2.1 对比试块设计制作
自行设计了对比试块,共5块,分别为1号对比试块,2号对比试块,3号对比试块,4号对比试块,5号对比试块。对比试块材料为304奥氏体不锈钢板材。
1号对比试块结构尺寸如图2所示,圆弧面曲率为17 mm,共有Ø1×20通孔4个,距圆弧面顶的深度分别是4 mm、6 mm、9 mm、12 mm;2号对比试块结构尺寸如图3所示,圆弧面曲率半径为24 mm,共有Ø1×20通孔5个,距圆弧面顶的深度分别是4 mm、6 mm、9 mm、12 mm、18 mm;3号对比试块、4号对比试块、5号对比试块的结构尺寸如图4所示,圆弧面曲率半径分别为38 mm、57 mm、84 mm,各有Ø1×20通孔6个,距圆弧面顶的深度分别是4 mm、6 mm、9 mm、12 mm、18 mm、24 mm。
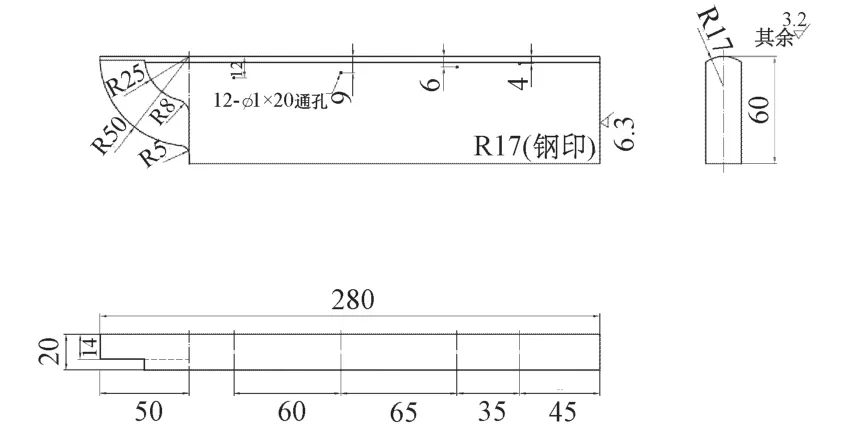
图2 1号对比试块
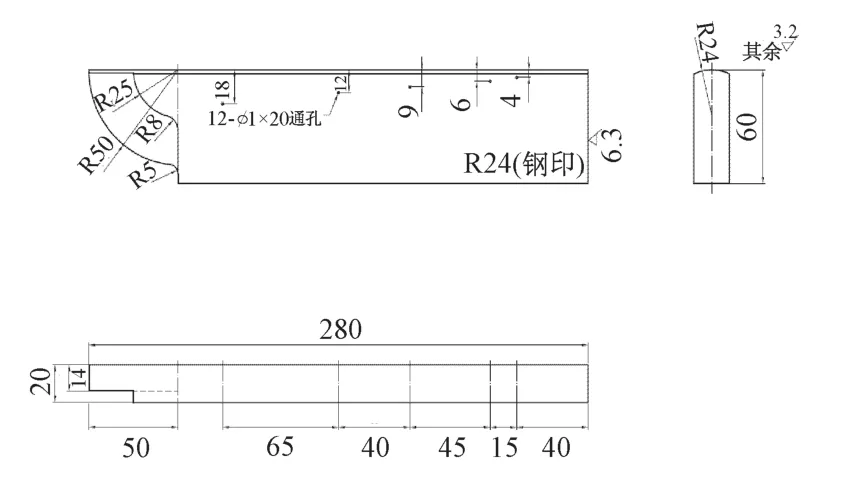
图3 2号对比试块
2.2 对比试块试验数据及波形截图

图4 3号对比试块、4号对比试块、5号对比试块
采用相应的专用探头对上述5块具有不同的人工缺陷的试样进行检测,就可得到这些对比试样上人工反射体的深度、水平距离、反射波幅值等参数,其中当缺陷回波为满屏的80%时,增益的分贝值就是回波幅值。专用探头参数见表1。试验结果如图5、图6、图7所示。

表1 临界纵波双晶斜探头参数
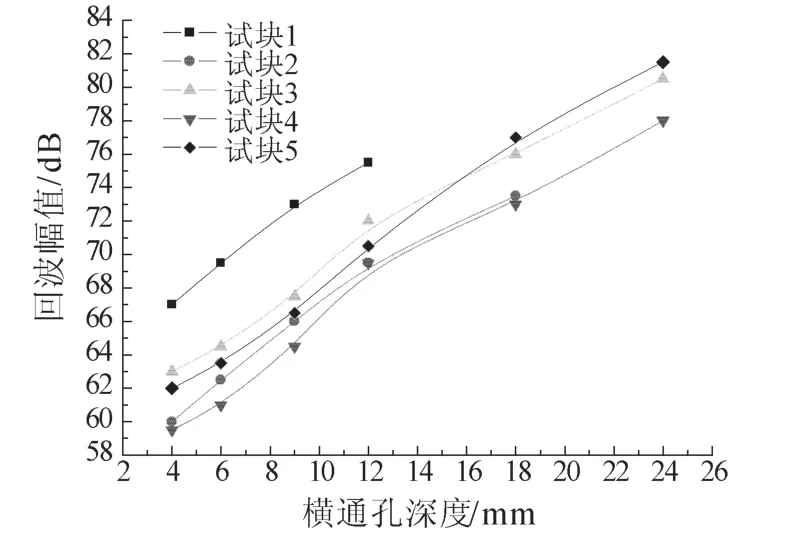
图5 横通孔回波幅值
根据测量结果可知,双晶探头能对奥氏体不锈钢试块上的Ø1横通孔进行检测。在图5中,缺陷深度与回波幅值近似呈线性关系,可知双晶探头的声波能量在主声束方向上单调递减,声波指向性好,缺陷定量方便。根据图6可知:
(1)当圆弧曲率半径小于24 mm时,圆弧面会影响双晶探头聚焦性能,缺陷回波能量降低。
(2)当圆弧曲率半径大于24 mm时,圆弧面曲率半径对缺陷回波幅值影响不大。
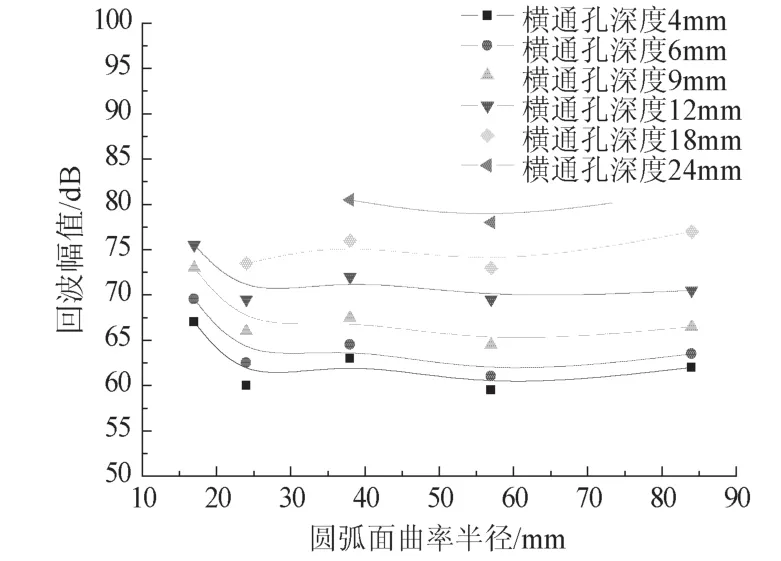
图6 圆弧面曲率与回波幅值关系
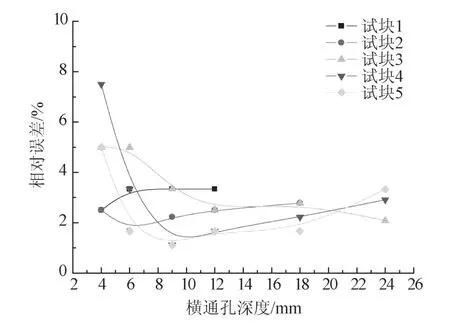
图7 双晶探头测量对比试块横通孔深度误差
从图7可以看出,当横通孔深度小于9 mm时制作的双晶探头测量相对误差小于7.5%;当横通孔深度大于9 mm时,其测量相对误差小于3.3%。可见双晶探头测量精度高,达到对薄管中的缺陷深度进行精确测量的要求。
由试验结果可知,5块对比试块上所有Ø1×20通孔人工缺陷反射波清晰,无明显干扰杂波,信噪比均大于12 dB,说明专用探头能有效克服奥氏体晶体散射的影响,能对奥氏体钢中的缺陷进行有效检测。试块1中深4 mm和深9 mm横通孔回波分别如图8、图9所示。

图8 试块1中深4 mm横通孔回波
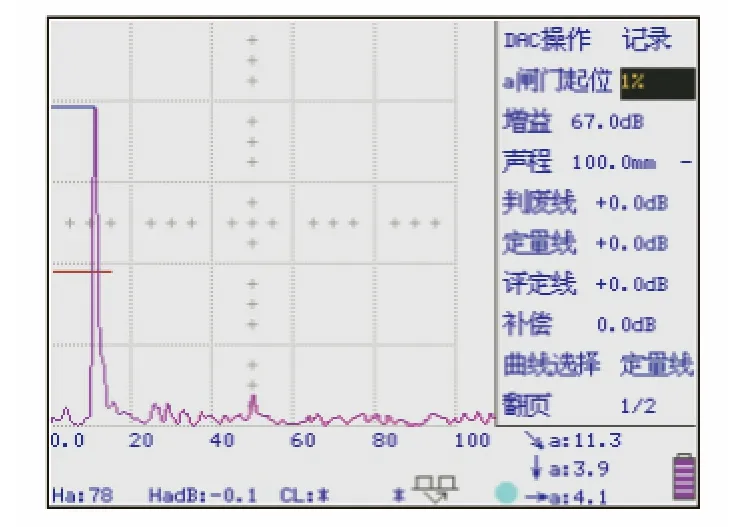
图9 试块1中深12 mm横通孔回波
3 模拟试件缺陷检测
3.1 模拟试件
制作规格分别为 Ø78×10、 Ø100×14、 Ø108×16和Ø133×16等5种奥氏体不锈钢管对接环焊缝实物缺陷模拟试件,材料为304,采用全氩焊接工艺焊接,焊后按照JB/T 4730—2005标准进行射线检测,结果为Ⅰ级合格。分别在焊缝内外表面正中垂直加工沿母材内壁、外壁为基准周向等深的人工割槽,宽度为0.4 mm,长度为10 mm,深度分别为1 mm、2 mm。规格为Ø78×10模拟缺陷试样实物如图10所示,模拟缺陷试样结构如图11所示。

图10 规格为Ø78×10模拟缺陷试样
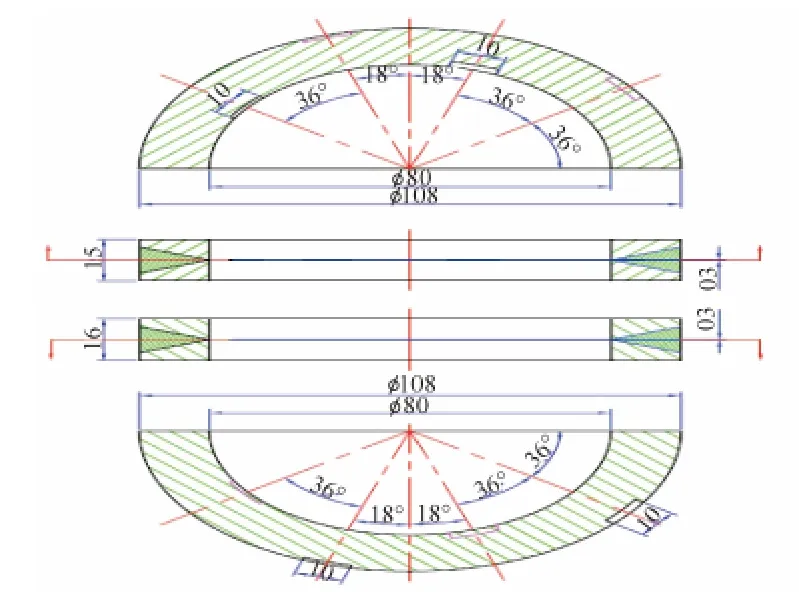
图11 模拟缺陷试样结构
3.2 模拟缺陷试件测试结果
对模拟缺陷试件测试结果如表2和图12~图15所示。试验结果表明,5种规格缺陷模拟试件上人工割槽模拟缺陷的反射回波均能比较清晰地判别,除少数几个反射回波旁有较高干扰杂波外,其余大部分反射回波信噪比均大于8 dB。
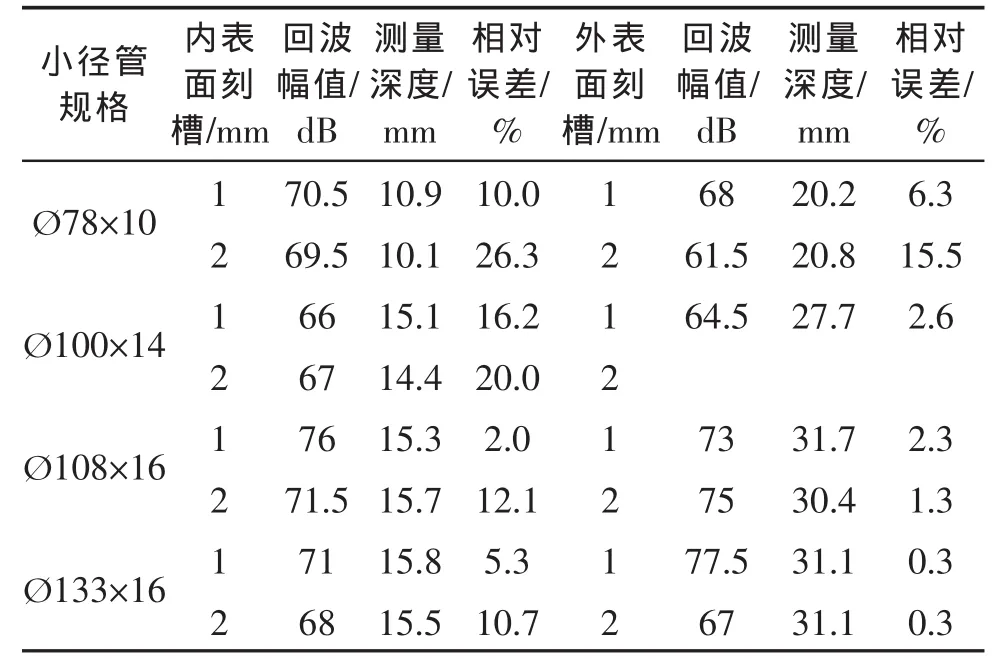
表2 模拟试块试验结果
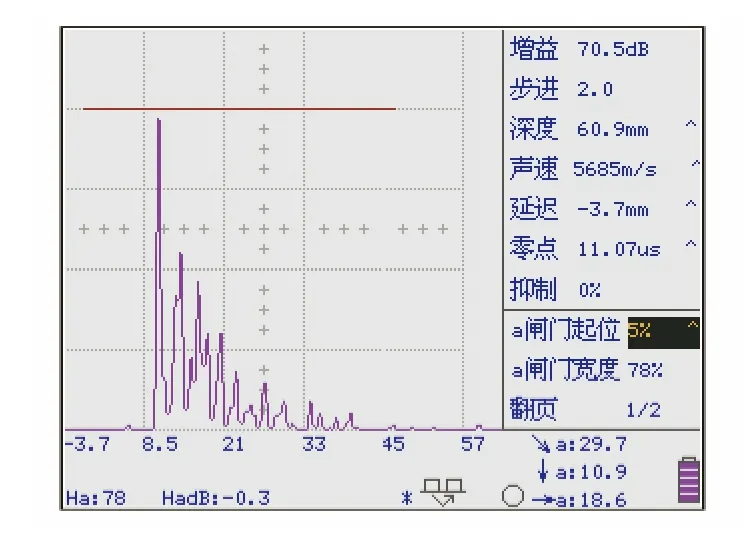
图12 Ø78×10管状试块焊缝内表面1 mm中心线纵向刻槽回波
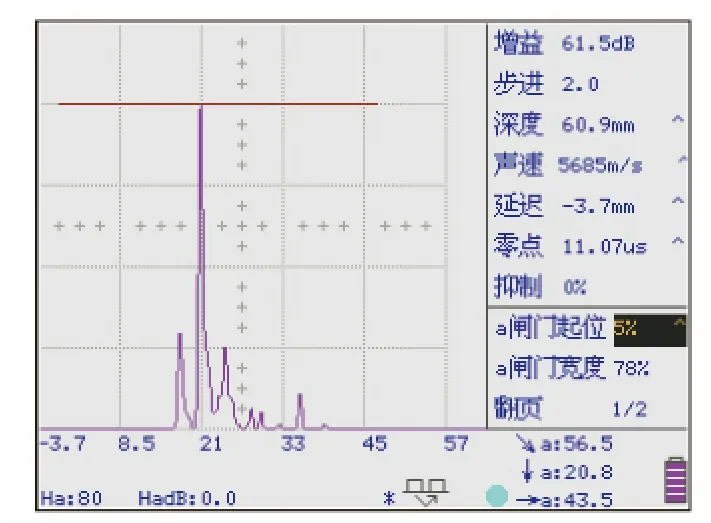
图13 Ø78×10管状试块焊缝外表面2 mm中心线纵向刻槽回波
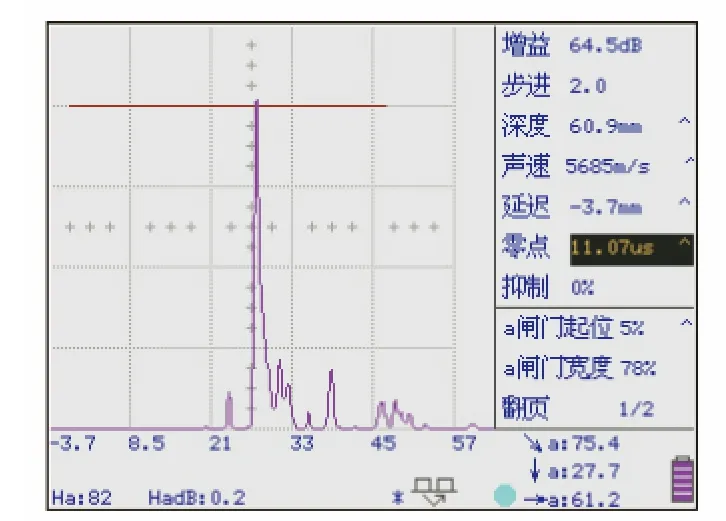
图14 Ø100×14管状试块焊缝外表面1 mm中心线纵向刻槽回波
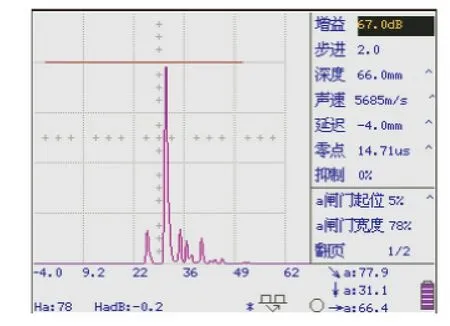
图15 Ø133×16管状试块焊缝外表面2 mm中心线纵向刻槽回波
由表2可知,制作的专用探头能有效地检测小径管中的刻槽缺陷,专用双晶测量精度高。在试验中,检测的外表面缺陷深度误差小于内表面缺陷的测量误差。小径管曲率和管厚度会影响测量精度,曲率越小,厚度越大,测量精度就越高。试验中缺陷回波如图12~图15所示,不锈钢焊缝的晶体粗大,在缺陷回波附近有多个草状回波,但是依然能在检测图谱中清晰分别缺陷回波,检测灵敏度高。
4 结论
通过试验证实,这种专用探头应用于奥氏体不锈钢管对接焊缝检测具有以下特点:
(1)专用探头用于检测的超声波束在工件中折射角较大,这便于有余高的薄壁焊缝的超声检测。
(2)专用探头与超声检测仪匹配具有较高的综合灵敏度,检测奥氏体不锈钢管焊缝缺陷回波清晰,杂波少,信噪比高。
(3)专用探头所发射的用于检测的波束在工件中具有较好的指向性,缺陷定位方便。
(4)管件弧度较大时,所测得的距离波幅曲线较平滑,缺陷定量方便。
[1] 张鹰,雷毅.奥氏体不锈钢焊缝的超声波检测技术研究 [J].石油化工设备, 2004(2):14-17.
[2] 李衍,冯兆国.不锈钢焊缝的超声检测——现状与进展 [J].无损检测,2005(3):1-6.
[3] 美国无损检测手册译审委员会.美国无损检测手册(超声卷) [M].北京:世界图书出版社,1996.
[4] 全国锅炉压力容器无损检测人员资格考核委员会编写组.超声波探伤 [M].北京:劳动部中国锅炉压力容器安全杂志社, 1995.
猜你喜欢
电镀与精饰(2022年11期)2022-11-15
中国特种设备安全(2022年5期)2022-08-26
作文·小学中高年级(2021年8期)2021-11-07
科教新报(2021年21期)2021-07-21
动漫界·幼教365(大班)(2021年4期)2021-05-23
军民两用技术与产品(2021年2期)2021-04-13
液晶与显示(2020年12期)2020-12-09
模具制造(2019年10期)2020-01-06
材料科学与工艺(2018年5期)2018-11-20
焊接(2016年9期)2016-02-27