
渣油加氢反应器制造的几点特殊技术要求
2015-04-12 01:20:30张龙习
化工装备技术 2015年5期
张龙习
(东营市特种设备检验所)
渣油加氢反应器(以下简称“反应器”)是炼油企业的核心设备之一,通常在高温、高压、临氢以及硫和硫化氢介质条件下使用。渣油加氢反应器在使用过程中易出现氢腐蚀、氢脆、高温高压硫化氢腐蚀、硫化物应力腐蚀开裂、堆焊层剥离、Cr-Mo钢的回火脆性破坏等问题。因此,反应器在制造过程中有许多特殊要求。本文对制造过程中的材料质量控制、焊接工艺评定、铁素体含量控制、无损检测、热处理等方面的特殊技术要求进行了介绍。
1 设计参数和结构形式
1.1 设计参数
设计介质为油、油气、H2、H2S,设计压力20.4 MPa,设计温度454℃,容器内径3700 mm,容器高 (长)22676 mm,壳体质量335 t,设计使用寿命20年。
1.2 结构形式
该反应器是单层结构,由球形封头、筒体过渡段和直筒节组成。球形封头由12Cr2Mo1VR钢板热压成型,厚度134 mm。筒体由6个整体锻制的直筒节和两个筒体过渡段通过环焊缝相焊而成,筒体材料是12Cr2Mo1V,Ⅳ级锻件,厚度222 mm。容器内壁堆焊耐蚀层,耐蚀层均采用双层堆焊,过渡层为E309L,复层为E347,耐蚀层总厚度不小于7.5 mm。
2 回火脆化倾向评定试验
2.1 主体材料回火脆化倾向评定试验
主体材料包括封头、筒体过渡段、每个筒节及人孔法兰、人孔盖等。主体材料应进行回火脆化倾向评定试验,即阶梯冷却试验,其夏比冲击功和试验温度应满足式 (1)的要求。

式中TV——在最小模拟热处理前,对试件进行夏比冲击且吸收功为54 J时对应的试验温度,℃;
T1——经最小模拟热处理和阶梯冷却后对试件进行夏比冲击,吸收功为54 J时对应的试验温度,℃;
T2——经最小模拟热处理后对试件进行夏比冲击,吸收功为54 J时对应的试验温度,℃。
试验应在8个不同的温度条件下进行,但是必须包括-30℃,其余试验温度应恰当选择。
分别对每个筒节、筒节过渡段、球形封头及人孔盖、人孔法兰等部件进行试验。根据试验结果计算可知,TV+3.0(T1-T2)值在-63~-45℃范围内。
2.2 主体材料的焊接材料回火脆化倾向评定试验
用于主体材料的焊接材料,应保证采用各种焊接工艺成型的焊接接头回火脆化倾向性评定试验满足式 (1) 的要求。
根据试验结果计算可知,TV+3.0(T1-T2)值在-20.1~-9.9℃范围内。
3 化学成分含量控制
3.1 主体材料的化学成分含量控制
主体材料的回火脆化敏感性系数J应符合式(2)、式 (3) 的规定:

式 (2)、式 (3)中元素以质量百分数含量代入。
系数J反映了材料回火脆化倾向的大小程度,J越大,脆化倾向就越大。
对主体材料化学成分进行了复验,其系数J≤100,P+Sn≤0.012%。部分主体材料的系数J和P+Sn值如表1所示。
3.2 焊接接头金属化学成分含量控制
应对所有承压部件之间的焊接接头、壳体与裙座之间的焊接接头进行化学成分分析,其熔敷金属的化学成分应满足式(4)、式(5)、式(6)的要求。

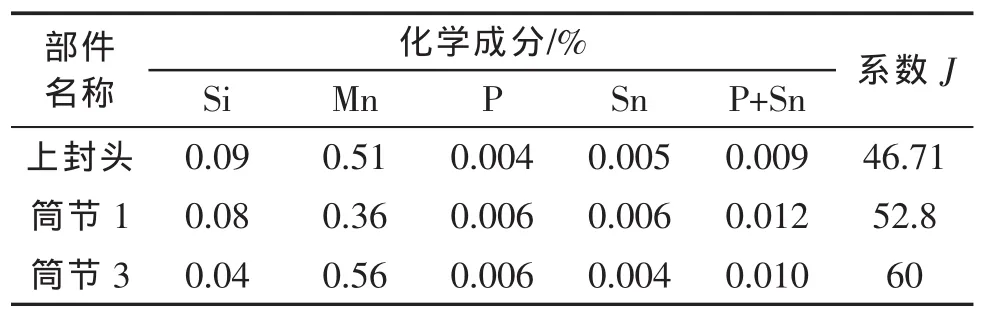
表1 部分主体材料的系数J和P+Sn值

式 (4)中的元素以含量的质量分率×10-6代入,式(5)、 式(6)中元素以质量百分数含量代入。
X是反映材料中有害元素总量对材料回火脆化倾向影响程度的系数,X越大,影响就越大。
对焊接接头熔敷金属化学成分含量进行了复验,按复验值计算上述各项数据,均在允许的范围内。对批号为G403001的焊丝成型的焊接接头熔敷金属化学成分进行了复验,其系数X=9.8×10-6≤15×10-6, Si+Mn=1.02%≤1.10%, Cu=0.10%≤0.20%,Ni=0.003%≤0.20%。
4 非金属夹杂物
4.1 主体材料中非金属夹杂物要求
按GB 10561《钢中非金属夹杂物含量的测定——标准评级图显微检验法》规定,评定主体材料中非金属夹杂物A类 (硫化物类型)、B类 (氧化物类型)、D类 (球状氧化物类型)、DS类 (单颗粒球状物)均不得大于1.5级,且应满足A+C≤2.0,B+D+DS≤2.0, 总数 A+B+C+D+DS≤4。
4.2 实测结果
主体材料中非金属夹杂物A类、B类、D类、DS类均小于1.0级,且总数A+B+C+D+DS均小于4。表2为部分主体材料夹杂物检测结果。

表2 部分主体材料夹杂物检测结果
5 焊接工艺评定
在产品正式施焊前,应按照NB/T 47014《承压设备焊接工艺评定》和设计技术条件进行焊接工艺评定。同时,还须进行焊缝金属的化学成分分析、高温拉伸试验、回火脆化倾向性评定试验、-30℃冲击试验、高温持久试验、焊接接头截面硬度测定。
6 铁素体含量控制
在试板热处理前,按规定应分别采用磁性法和化学分析法测定堆焊层的铁素体,铁素体数均应为3~8 FN。在试板热处理前,本文分别采用磁性法和化学分析法测定了堆焊层的铁素体,其铁素体数在4.5~7.6 FN范围内。用经AWS4.2校准过的铁素体磁性测定仪测量产品的堆焊层表面,其铁素体数在4.1~8.0 FN范围内。
7 主要焊接接头的无损检测
对不受结构限制的焊接接头,如筒节与筒节之间连接的环焊缝,筒节与过渡段连接的环焊缝,封头与过渡段连接的环焊缝等,使用TOFD方法进行检测。TOFD检测按NB/T 47013.10—2010《承压设备无损检测 第10部分:衍射时差法超声检测》进行,质量等级为Ⅱ级合格。使用的TOFD超声检测仪型号为ISONIC2008,扫查装置为BLC-1,灵敏度设置为直通波60%,扫查方式为非平行。经检测确定,其焊接接头质量级别均为Ⅰ级。
8 热处理
8.1 中间消除应力热处理
主体材料在焊接过程中和焊接后,应进行中间消除应力热处理。中间消除应力热处理的主要目的是消除焊接内应力。实施的时机是在焊后热处理之前,且在焊缝冷却至预热温度以下之前进行。在进行中间消除应力热处理时,金属的最低温度不得低于650℃。在炉中保温的时间可由制造厂根据厚度自行确定,但不得少于4 h。
8.2 焊后热处理
根据设计技术条件并征得设计单位同意,制造单位将反应器热处理规范确定为:最大程度焊后热处理参数为h;最小程度焊后热处理参数为
最大程度焊后热处理是对试样进行的一种特定热处理,用以模拟所有制造过程和使用过程的最大程度的热处理,包括正火加回火、所有482℃以上的中间热处理、一次制造返修后的焊后热处理、最终焊后热处理以及留给用户将来额外使用至少一次的焊后热处理。 最小程度焊后热处理是对试样进行的一种特定热处理,用以模拟所有制造过程的最小程度的热处理,包括正火加回火、所有482℃以上的中间热处理、最终焊后热处理。
9 结束语
在反应器制造质量控制方面,还有其它一些特殊要求。例如:必须检测钢板和锻件的晶粒度,用超声法检测堆焊层剥离程度,制作筒体环缝焊接试板和接管与筒体焊缝试板等,在此不再详细介绍。总之,全面准确地掌握规范标准和设计技术条件提出的若干特殊要求,并严格按照这些要求进行反应器制造,对确保压力容器产品质量是至关重要的。
猜你喜欢
黑龙江水产(2022年2期)2022-05-09 05:52:42
化工管理(2021年7期)2021-05-13 00:46:04
水泥技术(2021年2期)2021-04-20 12:37:26
压力容器(2021年3期)2021-04-14 06:47:02
农村实用技术(2021年1期)2021-02-27 08:26:18
原子能科学技术(2020年11期)2020-11-24 12:29:06
山东冶金(2019年3期)2019-07-10 00:54:06
广东造船(2016年5期)2016-12-03 14:27:20
新世纪水泥导报(2016年1期)2016-07-01 04:00:41
设备管理与维修(2015年11期)2015-03-16 05:57:40
