H型钢埋弧焊焊接变形控制
2015-04-10 09:52肖虎刘海峰徐斌荣张小龙
机械工程师 2015年10期
肖虎,刘海峰,徐斌荣,张小龙
(宝鸡石油机械有限责任公司研究院,陕西 宝鸡 721002)
H型钢埋弧焊焊接变形控制
肖虎,刘海峰,徐斌荣,张小龙
(宝鸡石油机械有限责任公司研究院,陕西 宝鸡 721002)
H型钢在焊接过程中易产生焊接变形,其几何尺寸及焊接质量对产品整体质量影响较大,分析了变形产生的原因,结合生产实际介绍了H型钢的焊接变形控制措施。
H型钢;埋弧焊;焊接变形;控制
0 引言
焊接H型钢在我公司主要应用于石油钻机井架、底座、导轨等产品中,其作为受力基础件,焊接H型钢的几何尺寸及焊接质量很大程度上影响着整个产品的精度及组装质量。在采用埋弧焊工艺焊接H型钢过程中,如果控制不严、焊接顺序不合理、焊接方法不当,就会产生较大的变形,甚至难以矫正从而造成报废。因此,在焊接H型钢制造过程中需要采取合理的工艺措施,有效控制焊接变形。
1 生产现状
目前,我厂所生产的焊接H型钢多要求全熔透焊缝,为提高生产效率,采用免清根的埋弧焊焊接工艺,坡口形式为:双面50°坡口,钝边3 mm,在型钢组立机上组成H形,然后在船型位置按图1所示焊接顺序焊接成。焊接角变形情况如图 1 所示(Δ1>Δ2)。以 7 m 长 400×400×14×20/Q345D规格的H型钢为例,焊后翼板角变形Δ1≈8 mm,Δ2≈4mm,直线度为8mm。由于H型钢矫正机仅能矫正翼板的平面度,无法矫正翼板与腹板的垂直度,因此在生产中需待机械矫正使翼板变形量较小一侧与腹板垂直后,再沿H型钢长度方向按图2所示位置线状加热进行热矫正,直至角变形达到工艺要求;采用三角形加热法矫正挠曲变形。
热矫正的缺点在于:1)热矫正需要有丰富的矫形经验,否则易出现多次矫正或“矫枉过正”的现象,尤其对于有挠度要求的工件,热矫正角变形可能使挠度超差;2)不恰当的热矫正产生的内应力可能与焊接内应力和负载应力迭加,导致承载能力下降;3)热矫正耗时耗力耗气,增加生产成本。所以应尽量避免沿长度方向线状加热矫正角变形。
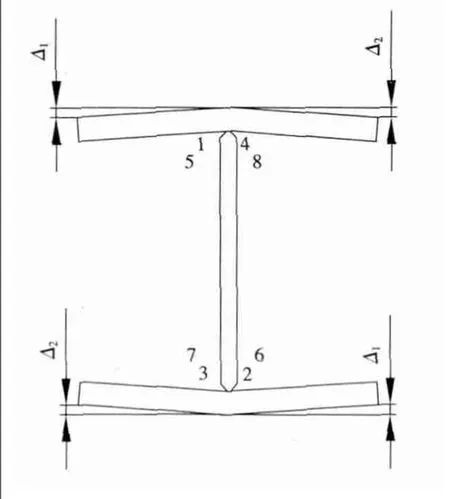
图1 焊接变形示意图(Δ1>Δ2)

图2 矫正位置示意图
2 焊接变形原因分析
H型钢翼板角变形由两部分组成:翼板相对腹板产生的转动变形及翼板本身产生的相当于平板堆焊引起的角变形[1]。对于免清根的全熔透双面对称坡口焊缝,较后焊侧(焊道 3、4)而言,先焊侧(焊道 1、2)翼板因刚性较差在焊接时产生转动变形,这是焊接后翼板两侧变形量不等的主要原因,故在机械矫正后需要增加热矫正工序。
H型钢挠曲变形主要由于工件装配质量差、焊接方法不当等原因造成,扭曲变形主要由于角变形在焊缝长度方向逐渐增大,加上纵向收缩不均引起,只要提高装配质量、采用合理的焊接方向和焊接顺序,即可将挠曲变形和扭曲变形控制在工艺要求的范围内。下面着重介绍角变形的控制措施。
3 焊接角变形控制措施
3.1 增加工艺板
采用埋弧焊工艺焊接H钢时,按图3所示点焊工艺板,工艺板的作用在于:可防止翼板相对于腹板发生转动,减小角变形量,同时增加了结构刚性[2],可防止或减小H钢产生扭曲变形。即当施焊焊道“1”时,应在焊道“3”侧点焊工艺板,同理,当施焊焊道“2”时应在焊道“5”侧点焊工艺板。在施焊其余焊道时,可不再点焊工艺板。
3.2 多层多道焊法
采取多层多道焊法,可减少热量的集中输入,对控制焊接变形较为有利。
3.3 优化焊接顺序
合理的焊接顺序可减少焊接变形量。在焊接H型钢时,应采用交替焊法。经多次实验验证,可采取图3所示焊接顺序施焊,与图1焊接顺序相比较,在焊接参数相同、焊接变形量基本相等的情况下可减少2次翻面,提高了生产效率。

图3 焊接顺序示意图
3.4 冷加工方式清除定位焊缝
对于免清根的全熔透焊缝,定位焊缝必须清除,采用碳弧气刨等热加工方式,不仅增大坡口截面,降低接头刚度,并且增加热输入量,对控制焊接变形不利,因此可采取砂轮打磨的冷加工方式清除定位焊缝。
3.5 选取合理的焊接参数
对于免清根工艺的全熔透焊缝来说,打底焊非常重要。一般情况下,焊接件70%的变形量来自焊接接头的第一道焊缝,即打底焊接,打底焊的热输入越小,焊后的变形量越小。因此打底焊应在保证根部熔透的情况下选择尽可能小的电流、电压和较快的焊接速度[3]。生产中,打底焊缝应在焊接工艺规程允许的范围内尽量采用小热输入焊接。连续焊接时,待焊处温度不能高于焊接工艺规程规定的层间温度的最大值。
采取以上措施,焊接材料采用φ4 H10Mn2 SJ101,按表1工艺参数焊接400×400×14×20/Q345D规格的H型钢,翼板角变形Δ1≈Δ2≈4 mm,仅通过机械矫正即可达到工艺要求。

表1 H型钢全熔透埋弧焊焊接工艺参数
4 结论
通过增加工艺板、采取合理的焊接方法等一系列行之有效的措施,可有效控制H型钢焊接变形,降低机械矫正难度,避免热矫正角变形现象,提高生产效率。
[1]贾安东.焊接结构与生产[M].北京:机械工业出版社,2007.
[2]孟凡力.大型H钢的焊接变形及其防止措施[J].建筑机械,2001(8):59-60.
[3]齐乐华.工程材料及成形工艺基础[M].西安:西北工业大学出版社,2003.
(编辑 明 涛)
TG44
A
1002-2333(2015)10-0276-02
肖虎(1985—),男,工程师,主要从事石油钻采装备钢结构件工艺设计工作。
2015-05-08
猜你喜欢
汽车实用技术(2022年10期)2022-06-09
汽车实用技术(2022年5期)2022-04-02
热带海洋学报(2021年2期)2021-03-25
西安交通大学学报(2018年11期)2018-11-14
焊接(2016年5期)2016-02-27
船海工程(2015年4期)2016-01-05
焊接(2015年6期)2015-07-18
焊接(2015年8期)2015-07-18
焊接(2015年8期)2015-07-18
机械制造文摘(焊接分册)(2014年5期)2014-03-20