
低合金钢热丝TIG焊接技术研究
2015-03-27 11:56:52张忠海李志杰高贺王伟波
机械制造文摘(焊接分册) 2015年6期
张忠海,李志杰,高贺,王伟波
(1.中国第一重型机械集团大连加氢反应器制造有限公司辽宁大连116113;2.中广核工程有限公司广东深圳518124)
0 前言
母材为低合金钢(16MND5),焊接深度达160 mm,导致焊接熔池不易观察,给焊接质量带来不利影响,同时焊缝坡口深,熔敷金属量大,焊接周期长,焊接过程中缺陷产生的机率较大,由于产品结构特殊,需单面焊双面成形,难以控制。
以往低合金钢焊接根据不同的焊接厚度选取窄间隙埋弧焊,焊条电弧焊等焊接方法。窄间隙埋弧焊焊接工艺成熟[1],在熔渣的保护和净化作用下有助于形成无缺陷的焊缝金属,焊接效率高,是以往低合金钢大厚度焊缝首选的焊接方法,然而相对较大体积的熔渣和熔池限制了窄间隙埋弧焊只能用于水平位置的焊接,由于本产品结构所限,只能采用横焊位或全位置进行焊接,导致无法采用窄间隙埋弧焊。焊条电弧焊操作灵活,可实现不同位置、不同工况的焊接,但由于产品厚度较大,整根焊条不能全部熔敷,导致焊道起收弧多,冷裂纹几率增大,焊条浪费严重,人为影响因素大等诸多问题。
钨极气体保护焊(TIG)适用于薄板焊接,以往只用来焊接不锈钢、镍基等材料,目前没有类似焊接低合金钢的经验。TIG焊熔敷效率低,过大的焊接电流会引起钨极的熔化,导致在焊缝金属中夹杂钨,使焊缝金属中产生脆的缺陷。使用热丝TIG焊可提高熔敷速率[2]。热丝TIG焊设备可配备摄像装置,用于装配及调整焊枪位置,机械化程度高,可在高温下不间断焊接,气体保护效果好,可适用于窄坡口。
2 试验材料及设备
2.1 试验用材料及其性能
工艺试验共焊接4个试件,其中2件母材选用Q235,2件选用16MND5;焊接材料均为低合金钢焊丝,牌号TG-S620,规格φ1.2 mm。16MND5和TG-S620的化学成分见表1,主要力学性能见表2。

表1 母材及焊材的化学成分(质量分数,%)
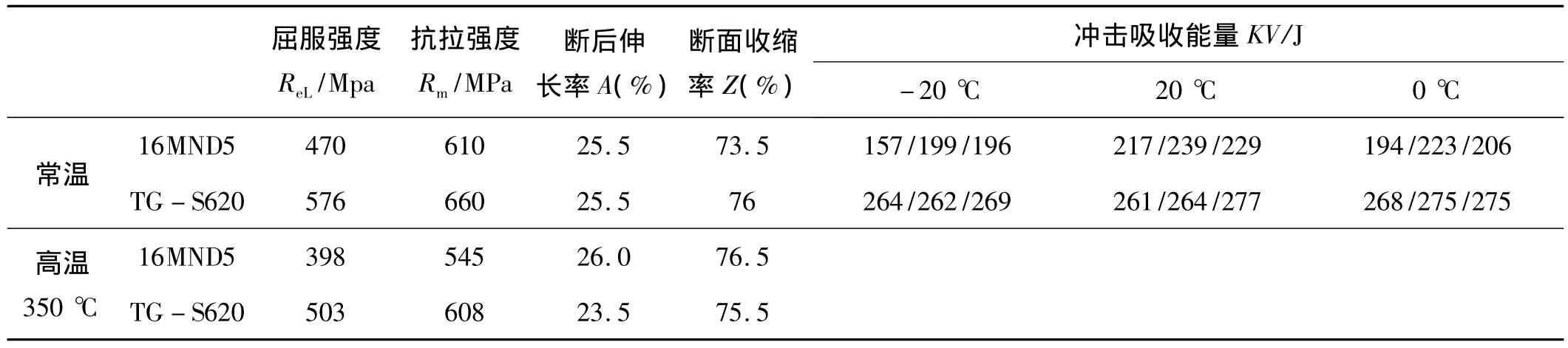
表2 材料的力学性能
2.2 试件规格及数量
工艺试验共4个试件,尺寸为φ外834 mm/φ内514 mm×220 mm。其中母材为Q235的2件试件用于验证焊接设备、加热方法、坡口尺寸及焊接参数等。母材为16MND5的2件试件与产品材料相同,经过工艺调整后,进行焊接,验证工艺方法的稳定性、无损检验及相关力学性能。
2.3 焊接方法及设备
工艺试验采用热丝TIG焊方法进行焊接,焊接位置为横焊位,焊接设备为Polysoude PC600交直流氩弧焊机,窄间隙焊枪。
3 试验过程
3.1 Q235 工艺试验
3.1.1 装配
试件按图1所示加工焊接坡口。
试件装配前将每个试件的坡口及坡口边缘50 mm的范围内用丙酮擦拭干净,避免杂质元素在焊接过程中形成气孔、冷裂纹。
将试件放在垫铁上进行装配,满足错边量≤0.5 mm,在试件内径点焊固定。试件装配牢固后装配焊接导轨,焊接导轨采用引管形式,由于横焊位焊接,装配较方便,经调整后满足位置公差≤1 mm。位置度的严格控制有利于焊接过程中熔池形态的稳定,避免焊接缺陷的产生,同时保证单面焊双面成形,试件装卡如图2所示。
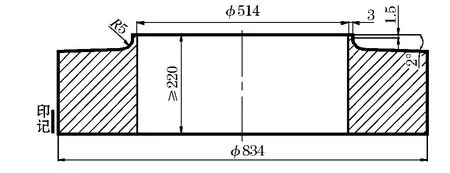
图1 原坡口形式示意图(mm)

图2 试验件装卡示意图
3.1.2 预热
焊接过程中要求预热温度≥150℃,由于需要单面焊双面成形,选择2个加热喷管在底部进行预热,喷管并未直接对母材进行加热,所以试验件预热均匀,保证焊缝装配尺寸均匀。
3.1.3 焊接
采用热丝TIG横焊位进行试件焊接,直流正极焊接工艺参数见表3。焊接首层时,调节钨极距试件待焊部位的高度为2 mm后起弧,焊接参数较小,防止根部烧穿,其余各层的焊接可适当调整。
焊缝至少前4 mm进行增加坡口背面气体保护,焊接后焊道保护良好,呈现金属光泽。首层单面焊双面成形效果较好,满足要求,见图3。
焊接过程中,严格控制层间温度150~250℃,每个焊道表面必须连续,并与邻近焊道表面平滑过渡。焊道与坡口侧壁的熔合情况至关重要,熔合良好的焊道应当为饱满、凸起的,与侧壁不应有凹槽的存在。如焊道有局部搭接不好部位,使用长杆风铣进行打磨处理。焊接时注意保护气体气压是否正常,气压不足时应立即停止焊接并更换气瓶。
通过Q235试验件的焊接,验证了该工艺的装配方法、预热方式、焊接要求及焊接规范等均满足相关要求,但其坡口尺寸根部R角尺寸和上口宽度需要进行修改,以满足产品焊接需求,R角尺寸由原先R5 mm修改为R4 mm,上口宽度有原先12 mm修改为9 mm,重新设计后的坡口形式如图4所示。采用改进后的坡口形式,焊道容易排布,熔敷金属仅为原坡口焊接熔敷金属的3/4,显著降低了焊接成本,提高焊接效率,有效的降低了产品焊缝的不合格率。

表3 焊接工艺参数
图3 背面成形情况
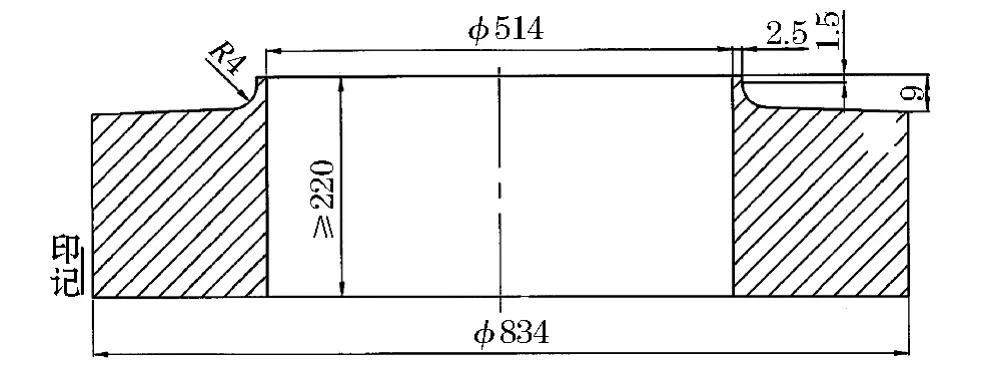
图4 坡口形式示意图(mm)
3.2 16MND5 工艺试验
16MND5试件采用重新设计的坡口形式,验证过的装配方法、预热方式、焊接要求及焊接工艺参数进行了装配、焊接。16MND5试验件焊接完成后进行了615℃±15℃ ×29 h的消应力热处理。在300℃以上的升、降温速度不高于55℃/h。
4 无损检验和力学性能检验
4.1 外观检测
试件焊接完成后进行焊缝表面目视检查,确认无缩孔、弧坑、裂纹、气孔、咬边、氧化皮和其它有害缺陷。试件整体高度收缩1.6 mm,坡口收缩3.5~4 mm。
4.2 无损检验
试验件焊接完成后,对焊缝表面进行100%磁粉检验(MT)、对整个焊缝进行100%超声波检验(UT)和射线检验(RT),检验结果均满足相应要求。
4.3 力学性能检验
对试件进行接头拉伸、弯曲及冲击等破坏性检验,结果见表4及表5。破坏性检验结果均满足相应要求。
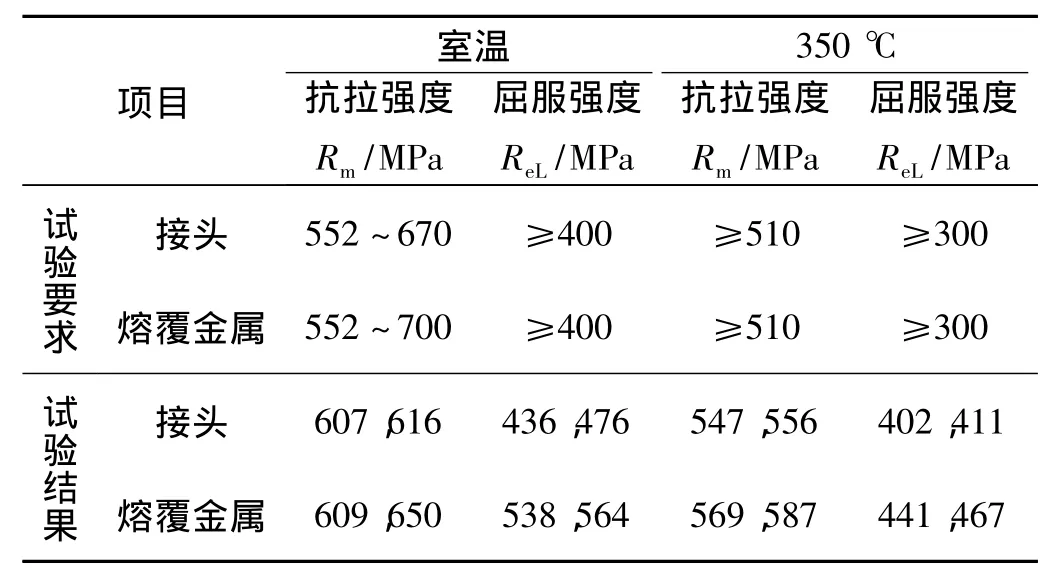
表4 接头拉伸性能
4.4 金相检验
对接头进行宏观及微观组织观察,发现宏观无任何裂纹、未焊透、未熔合以及尺寸不合格的气孔,微观不存在微观裂纹和影响接头性能的沉淀物,微观金相照片见图5和图6。检验结果合格。

图5 热影响区:贝氏体回火组织+少量铁素体
图6 焊缝:贝氏体回火组织+铁素体
5 结论
⑴低合金钢环缝采用热丝TIG焊,通过外观检测、无损检测、力学性能检测,结果满足技术条件要求。
⑵通过工艺的固化,该方法已经成功应用于压力容器相应部位焊接,外观和无损检验满足设计要求。
[1] 中国机械工程学会焊接学会.焊接手册[M].3版.北京:机械工业出版社,2008.
[2] 许江晓,刘晓林.热丝TIG全位置自动焊工艺参数的匹配[J].焊接技术,2011,40(7):38 -42.
猜你喜欢
中国金属通报(2022年1期)2022-06-02 02:09:56
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
石油化工建设(2016年6期)2016-02-27 15:03:29
大型铸锻件(2015年4期)2016-01-12 06:35:27
应用科技(2015年5期)2015-12-09 07:10:09
焊接(2015年12期)2015-07-18 11:13:01
装备环境工程(2015年4期)2015-02-28 01:20:10
机械工程师(2015年10期)2015-02-02 01:14:00
机械制造文摘(焊接分册)(2014年2期)2014-08-22 02:37:14
河南科技(2014年8期)2014-02-27 14:07:54
