
焊后热处理对E621T1-K2C熔敷金属性能和组织的影响
2015-03-27 11:56:50蒋勇郭栖利
机械制造文摘(焊接分册) 2015年6期
蒋勇,郭栖利
(四川大西洋焊接材料股份有限公司,四川自贡643000)
0 前言
在低合金钢中,通常采用焊后热处理加快焊缝及热影响区中氢的逸出。在焊接过程中,由于加热和冷却的不均匀性,以及构件本身产生拘束或外加拘束,焊接工作结束后,构件中总会产生焊接应力。焊接应力会降低焊接接头区的实际承载能力,产生塑性变形,严重时还会导致构件的破坏。焊后热处理是使焊好的工件在高温状态下,通过使其屈服强度下降,达到松弛焊接应力的目的。有些合金钢材料在焊接以后,其焊接接头会出现淬硬组织,使材料的力学性能变坏。此外,这种淬硬组织在焊接应力及氢的作用下,可能导致接头的破坏。如果经过热处理以后,接头的金相组织得到改善,提高了焊接接头的塑性、韧性,从而改善了焊接接头的综合力学性能。但是对低合金高强钢而言,当焊后热处理温度及时间达到一定强度后,发现低温冲击韧性下降明显,反而对焊缝不利,本试验的目的就是探索焊后热处理对低合金高强钢熔敷金属低温冲击韧性及组织的影响[1-5]。
1 试验材料与方法
试验母材为20 mm厚的Q345钢板,试验用钢板的化学成分和力学性能分别如表1、表2所示。采用直径为1.2mm的钛型药芯焊丝,型号为 GB/T 17493E621T1-K2C。采用100%CO2作为保护气体,焊接电流约为240 A,电压为29 V,热输入为15~19 kJ/cm,焊接速度为21~27 cm/min,道间温度保持在150℃左右。在试板两侧的坡口处堆焊3 mm的熔敷金属,然后进行多层多道焊接试验,焊接方式如图1所示。
焊接完成后,分别设计了三种热处理方案,如表3所示。

表1 试验用钢板Q345化学成分(质量分数,%)
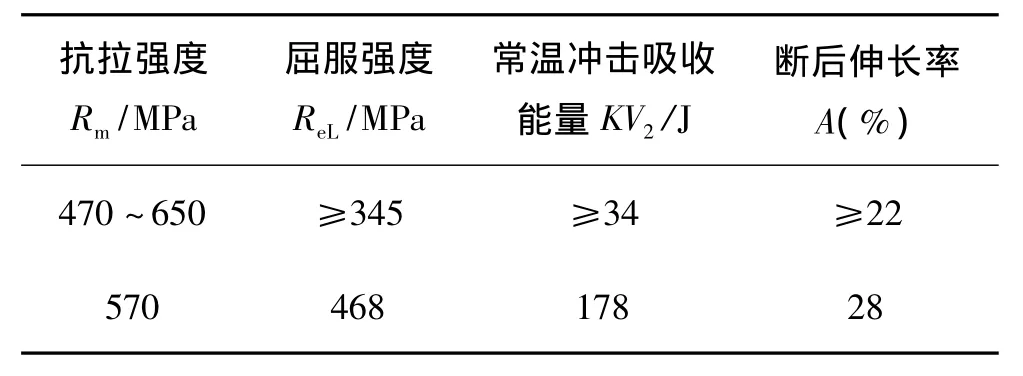
表2 试验用钢板Q345力学性能
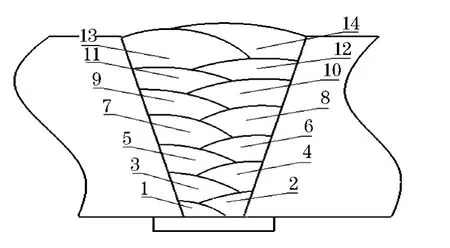
图1 多层多道焊焊接方式

表3 试验方案
2 试验结果与分析
2.1 熔敷金属拉伸性能
经过不同热处理后,试板的熔敷金属的拉伸性能如表4所示。
如图2所示,经过焊后热处理,熔敷金属的抗拉强度由649 MPa下降到529 MPa,断后伸长率由22%增加到27%。但是,焊后热处理经620℃,1 h和10 h后的拉伸强度和断后伸长率基本相当。
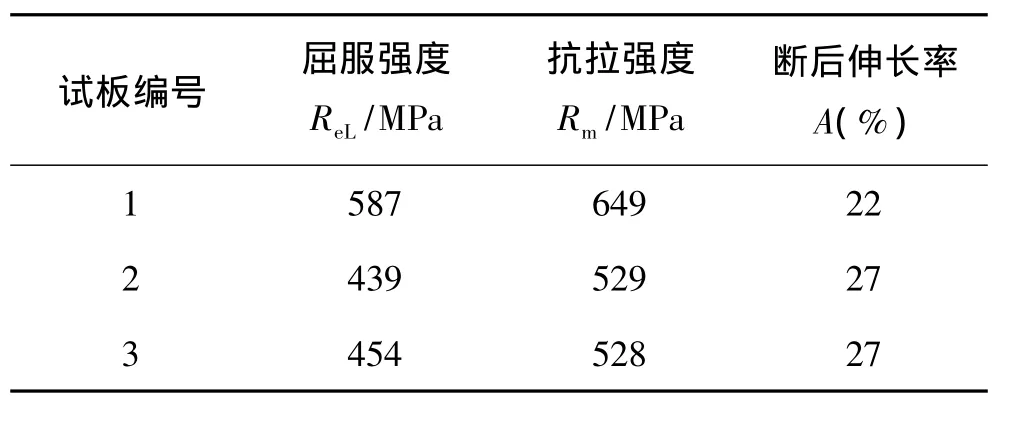
表4 熔敷金属拉伸性能
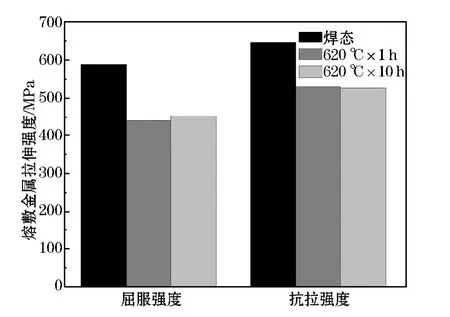
图2 熔敷金属拉伸性能示意图
2.2 熔敷金属冲击韧性
熔敷金属的冲击韧性如表5所示,焊态下,熔敷金属的冲击韧性相对较高,当对试板进行焊后热处理,焊后热处理温度达到620℃,随着热处理时间从1 h延长到10 h,熔敷金属的平均冲击韧性逐渐降低,由104 J下降到40 J。熔敷金属冲击韧性示意图如图3所示。

表5 熔敷金属-40℃冲击吸收能量KV2 单位:J
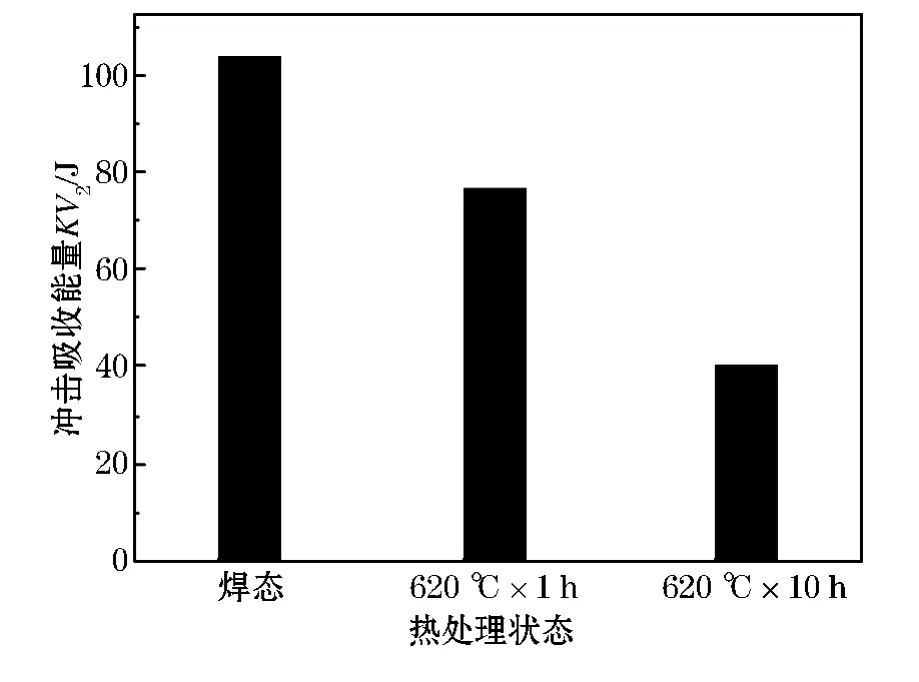
图3 熔敷金属冲击韧性示意图
2.3 熔敷金属断口分析
为了研究焊后热处理对熔敷金属低温冲击韧性的影响,选取了典型断口对组织及断裂形式进行分析。
不同焊后热处理状态的的宏观断口形貌如图4所示。由图4可知,在焊后热处理为焊态、620℃ ×1 h、620℃ ×10 h的状态下,焊态断口试样纤维区所占的比例逐渐降低;由图5可知,在微观形貌下,焊态能明显的发现韧窝,随着对试样进行620℃热处理时间的延长,冲击试验获得的试样断口微观形貌中韧窝逐渐变少、变浅,并开始出现部分脆性断裂形貌—河流状解理花纹,且脆性断裂形貌所占的比例逐渐升高。
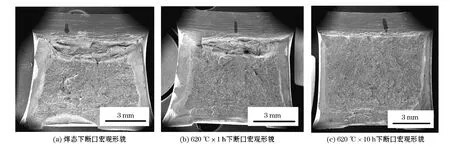
图4 熔敷金属断口宏观形貌
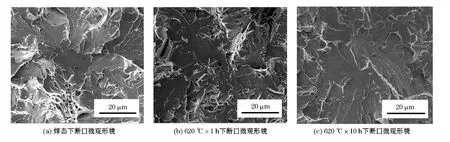
图5 熔敷金属断口微观形貌
2.4 熔敷金属金相组织分析
熔敷金属试样经研磨、抛光后,用过饱和苦味酸溶液超声波震荡腐蚀5 min,在光学显微镜下观察其组织形貌;另一部分试样用3%硝酸酒精腐蚀12 s,在扫描电镜下观察其微观组织形态。
合金元素决定其组织形貌,组织决定其性能,而三个试样均由同样的合金元素组成,进而研究焊后热处理对组织及性能的影响是非常必要的。
取冲击断口起裂源处侧面的组织进行分析,不同焊后热处理状态对应的组织如图6所示。
由图6可知,熔敷金属的组织为铁素体,焊态下,组织较均匀,晶粒度较小,经过620℃ ×1 h和620℃×10 h焊后热处理后,部分组织变得粗大且不均匀,这也与前面冲击韧性下降的结果相吻合。

图6 熔敷金属断口金相组织
3 结论
(1)对于E621T1-K2C而言,经过620℃ ×1 h及620℃×10 h焊后热处理后,熔敷金属的冲击韧性下降明显。
(2)焊态和热处理状态下,熔敷金属的拉伸性能下降明显,断后伸长率有所上升。
(3)通过对熔敷金属的断口进行分析,经焊后热处理后,断口的断裂形式逐渐由韧性断裂转向脆性断裂。
(4)熔敷金属的组织为铁素体,焊态下,组织较均匀,经焊后热处理后,组织变得粗大且不均匀。
[1] 田志凌,潘川,梁东图.药芯焊丝[M].北京:冶金工业出版社,1999.
[2] 张继诚,符仁钰,李麟,等.焊接及焊后热处理对TRIP钢组织和性能的影响[J].上海金属,2006,28(2):39-42.
[3] 王福山,田原,袁超,等.热处理工艺对X80热煨弯管焊缝金属组织和性能的影响[C].第十次全国热处理大会论文集,天津,2011,339-343.
[4] 赵丽敏,马海涛.时效处理对AISI304钢接头组织和性能的影响[J].焊接,2012(5):28-31.
[5] 吴树雄,尹世科,李春范.金属焊接材料手册[M].北京:化学工业出版社,2008.
猜你喜欢
理化检验(物理分册)(2022年11期)2022-11-22 10:08:16
宁夏电力(2022年1期)2022-04-29 03:49:18
军民两用技术与产品(2021年8期)2021-11-24 01:09:34
粉末冶金技术(2021年3期)2021-07-28 06:26:46
贵金属(2021年1期)2021-07-26 00:39:14
模具制造(2019年10期)2020-01-06 09:13:08
中国特种设备安全(2019年2期)2019-04-22 03:13:50
焊接(2016年10期)2016-02-27 13:05:29
焊接(2016年2期)2016-02-27 13:01:20
山东冶金(2015年5期)2015-12-10 03:27:41
