
造型材料性能对铸件质量的影响及其控制
2015-03-25 06:12:52杨磊
中国铸造装备与技术 2015年3期
杨 磊
(共享铸钢有限公司,宁夏银川 750021)
从广义上来说,造型材料是制造铸型用的各种材料的统称。在砂型铸造中指制造铸型(芯)用的材料,其中包括型砂、涂料、有机或无机粘结剂和其他附加物等。
造型材料在铸造生产中占有非常重要的地位,其质量好坏直接影响铸件的质量,同时还会间接影响到生产效率及生产成本。所以,对于一个铸造企业来说,要想稳定控制铸件质量,提高效率,降低成本,造型材料的质量控制至关重要。了解各种造型材料的性能参数及对铸件质量的影响,是控制原辅材料质量及改进铸件质量的前提。由于造型材料种类繁多,不同铸造厂根据不同铸造方式其特点各有不同,在这里不做一一介绍。本文结合我们在铸钢件生产中常用的几种重要造型材料进行一些讨论,希望能起到一些借鉴作用。
1 型砂
型砂一般由铸造用原砂、再生旧砂、型砂粘结剂和附加物等造型材料按一定的比例混合而成。原砂主要包括硅砂和特种砂(石灰石砂,锆英石砂,镁砂,橄榄石砂,铬铁矿砂,钛铁矿砂,刚玉砂等)。目前应用比较广泛的两种原砂包括铬铁矿砂及硅砂。
1.1 原砂
铸造用硅砂一般以SiO2含量作为主要的验收依据。实际生产中,硅砂作为背砂使用时对原砂的耐火度要求不高,此时原砂的SiO2≥93%。但在薄壁小件生产中,一般使用硅砂作面砂,为确保面砂耐火度,需选择SiO2≥96%的高质量原砂。其余质量参数指标包括含水量,含泥量,灼减量,酸耗值,粒度(三筛/四筛组成),微粒(大于140 目)含量,角形系数等,均需要根据企业的生产规模、生产特点、生产成本及生产铸件的质量要求等,参照GB/T9442—1998《铸造用硅砂》国家标准规定,选择适合的参数标准。
铸造用铬铁矿砂一般以Cr2O3和SiO2含量作为主要的验收依据。原砂的Cr2O3≥45%,SiO2≤1.0%。其余质量参数指标包括Fe2O3含量,CaO 含量,含水量,含泥量,灼减量,酸耗值,粒度(三筛组成),微粒(大于140 目)含量等,也需要根据企业的生产规模、生产特点、生产成本及生产铸件的质量要求等,参照JB/T6984—1993《铸造用铬铁矿砂》机械行业标准规定,选择适合的参数标准。
其中原砂的粒度(三筛/四筛组成)应该根据使用的树脂及固化剂类型进行综合考虑,选择更为合理的粒度配比。
1.2 再生砂
造型是铸造生产过程中最重要的环节之一,与铸件质量息息相关,而型砂更是造型过程中最重要原材料。实际生产中,考虑到成本问题,大多数铸造厂在造型过程中均使用再生砂,同时配以一定比例的合格原砂(原砂加入量一般至少要大于15%),以此得到满足质量要求的型砂。
再生砂的性能指标同样与铸件质量有直接关系。如果造型时将铬铁矿砂与硅砂混用,再生过程要对两者进行磁选分离,分离后再生铬铁矿砂中的SiO2含量指标非常重要,同时灼减量和微粉含量指标也会直接影响到铸件产品质量。
灼减量是对旧砂中残存的粘结剂膜等有机物的度量[1]。灼减量与发气量呈直线关系,过高的灼减量会增加型砂的发气量,一般来说,灼减量超过3%就会导致铸件表面产生气孔等缺陷。所以在铸造生产过程中要严格控制再生砂灼减量。
实际生产中,主要通过砂处理系统,使用热法再生及机械再生等方法来降低灼减量,同时采用补加新砂,向铸型中填充废砂块、降低砂铁比,在确保使用强度的基础上尽量降低粘结剂加入量等手段降低灼烧减量。如图1 所示为造型过程中铸件不同吃砂量部位的型砂灼减量结果,其中溃散层及吃砂量需要根据型砂类型及浇注温度等综合因素进行判断。

图1 铸件不同吃砂量部位的型砂灼减量
微粉含量指140 目以下的型砂颗粒含量的总和。微粉含量高,不仅会增加树脂固化剂的加入量,同时会导致型砂的硬化性差、透气性差、强度低等问题,同时会给铸件带来粘砂、气孔、冲砂、夹渣等缺陷,因此一般要求控制微粉含量<1%。
微粉含量主要利用砂处理系统的除尘功能及定期补充新砂进行控制。通过定期的检测监控微粉含量的变化情况,相应地调整除尘风量及加入新砂,确保微粉含量符合要求。
2 型砂粘结剂
根据不同的生产条件及生产工艺,粘结剂的种类也分为多种,包括粘土、水玻璃、水泥、油、树脂等。使用树脂做为粘结剂时,由于铸钢件浇注温度高,应尽量选用低氮或无氮树脂,避免浇注过程中发生化学反应,产生氮气进入型腔形成气孔缺陷[2]。
在一定范围内,型砂的强度随着树脂加入量的增加而提高,同时铸型的发气量随着树脂及固化剂加入量的增加而提高[3],如图2、3 所示,因此要根据实际使用情况合理地选择型砂强度。实际生产中,铬铁矿砂的终强度>4.5 MPa,硅砂的终强度>2 MPa,树脂的加入量控制在0.9%~1.2%,固化剂的加入量控制在树脂加入量的30%~50%之间,即可满足使用要求。
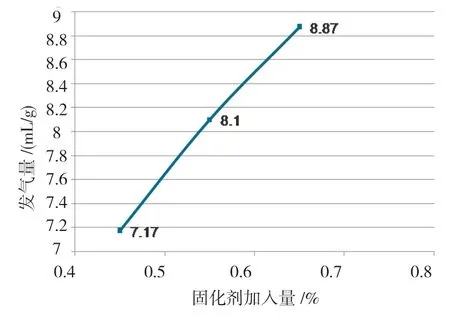
图2 固化剂加入量与发气量的关系

图3 树脂加入量与发气量的关系
3 涂料
涂料主要由耐火骨料、载体、悬浮剂、粘结剂和添加剂等组成。其中耐火骨料为涂料的主要成分,根据涂料具体的使用环境,综合考虑耐火骨料的耐火度、高温稳定性、导热性、发气量等因素,选择合适的耐火骨料,提高铸件质量。
涂料的物理性能参数包括密度、固体含量、成分、悬浮性、条件粘度等,工艺性能参数包括渗透性、流平性、涂刷性、不流淌性等,工作性能参数包括波美度、涂层的耐磨性、涂层厚度、发气性、涂层烘干抗裂性、高温热爆抗裂性、抗粘砂性等。密度的大小反映涂料含固量的高低,对涂料的工艺性能和工作性能都有很大的影响。密度太小,涂料中耐火粉料含量不足,涂料抗流淌性差,不易涂挂和形成所需的涂层厚度,起不到保护支撑和隔离的作用,烘干时涂层收缩大容易开裂。而密度太大,则条件粘度就越大,渗入砂型就越浅,同时涂挂后的涂层厚、流平性差,导致涂料堆积,烘干时涂层内外受热不均匀容易开裂。目前行业上涂料密度一般控制在1.6~2.2 g/cm3。
波美度直接反映涂料的可刷涂性,由于波美度检测手段简单,可在每天使用前进行测量,同时使用专用的涂料搅拌桶进行定时搅拌,防止耐火骨料发生沉淀影响涂料的使用性能。
特别注明,由于树脂砂起模时型砂还未达到终强度,同时型砂硬化过程中,树脂固化剂发生反应,在这个过程中会产生水分,如不能及时释放,会影响砂型的整体强度,进而影响铸件质量,导致粘砂或冲砂,所以砂型芯起模后,不可马上刷涂,应放置几个小时(在北方夏季2~3 h,冬季5~6 h),待砂型完全硬化及水分释放后方可进行施涂,方能达到最佳施涂效果,提高铸件质量。
4 结论
型砂质量受原砂、再生砂及型砂粘结剂的影响,要想得到好的型砂质量,取决于各因素关键参数的控制,其中灼减量过高,会导致铸件产生气孔缺陷,要严格控制型砂的灼减量指标。
型砂粘结剂的加入量对型砂质量影响很大,加入量过高,不仅会导致成本浪费,灼减量增加,同时也会增加铸型的发气量,会导致铸件产生气孔等缺陷,要综合考虑,并选择合理的加入量。
涂料的质量与铸件质量关系密切,会影响铸件的粘砂及夹杂缺陷等,密度、涂层厚度、波美度参数控制是生产过程中确保涂料质量的重要指标。
铸造过程是特别复杂的制造过程,过程操作影响因素较多,分析铸件缺陷的同时,需要综合考虑各方面因素,才能为铸造生产中的质量改进提供有利的依据。
[1]胡彭生.型砂[M].上海:上海科技出版社,1984.
[2]于洪岩,周俊珍.呋喃树脂自硬砂生产大型铸钢件工艺控制要点[J].铸造设备与工艺.2011(3):22-24.
[3]涂建平.再生砂对呋喃树脂自硬砂工艺性能的影响及其控制[J].铸造工程,2012(3):8-10.
[4]张才元.对覆膜砂主要原材料性能的研究分析[J].中国铸造装备与技术,1996(5).
[5]陈赟,施郭健.KW静压造型线型砂性能控制[J].中国铸造装备与技术,2002(3).
猜你喜欢
铸造设备与工艺(2022年4期)2022-11-15 17:52:18
机械工业标准化与质量(2022年3期)2022-08-12 02:29:46
黑龙江交通科技(2021年10期)2021-11-01 00:43:50
科学与财富(2021年33期)2021-05-10 11:56:08
铸造设备与工艺(2020年4期)2020-10-15 13:05:38
石油沥青(2019年3期)2019-07-16 08:48:20
中国铸造装备与技术(2017年6期)2018-01-22 01:50:05
中国铸造装备与技术(2017年3期)2017-06-21 11:33:48
中国铸造装备与技术(2017年3期)2017-06-21 11:33:48
腐植酸(2016年1期)2016-12-16 08:28:50
