
L415/316L复合管焊接施工质量控制
2015-03-12 06:50曾君
电焊机 2015年8期
曾 君
(新疆石油工程建设有限责任公司,新疆 克拉玛依 834000)
0 概述
L415/316L复合管的内层(复层)是316L不锈钢管,外层(基层)是L415低合金钢管,采用旋压复合工艺使两者紧密贴合,是一种更理想的管道升级换代产品,结构如图1所示。由于综合了不锈钢管的耐腐蚀能力和低合金钢管的承压能力,使用经济性良好,近年来在油气田开发中逐步得到应用。
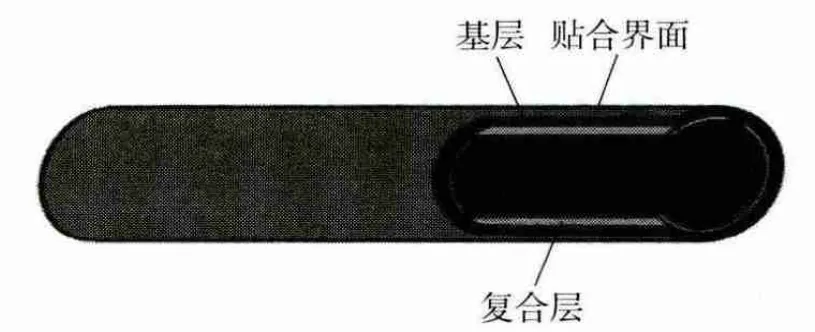
图1 双金属复合管的结构
呼图壁储气库作为国家重点建设项目,是西气东输管网首个大型配套系统,也是西气东输二线首座大型储气库,总库容107亿m3,生产库容45.1亿m3,是中国石油目前规模最大、建设难度最大的储气库建设项目。呼图壁储气库的天然气来自土库曼斯坦,CO2含量较高,对管道具有强烈的腐蚀性。因此,储气库3个集气站共计30 km的采气干线单井线全部使用了 L415+316L/φ355×(11+2)mm、φ508×(16+2)mm双金属复合管。
1 焊接技术难点
L415/316L复合管的基层和复层采用旋压复合工艺,通过压力作用使其紧密贴合在一起,两层金属相互间并无冶金熔合,不存在结合力,故在热交变环境中应用时,内外金属层因膨胀导致的尺寸和应力差异将集中在连接端部,导致长距离管道连接焊缝处于极大的交变应力状态,不仅易使焊缝处出现严重的应力腐蚀,甚至导致焊缝开裂破坏,故该材料的焊接难度很大,其难点主要表现在:焊接时,既要满足基层的焊接结构强度,又要满足复层的耐腐蚀性能要求;对于基层要避免铬、镍等合金含量增高,否则基层焊缝中会形成硬脆组织,容易产生裂纹,影响焊缝强度;对于复层要避免含碳量增加,否则会大大降低其耐腐蚀性。
2 焊接主要问题
综合新疆石油工程建设有限公司前期焊接试验、焊工培训情况来看,L415/316L复合管在焊接过程中存在以下主要问题。
(1)封焊和过渡层气孔。
这主要与复合管的复合质量有关。焊接时,复合界面存在的油脂、铁锈、水份等杂质受热会分解为水蒸气和CO2气体,在熔池内产生大量气体,导致气孔产生。
(2)层间未熔合。
层间未熔合的产生机理与过渡层气孔相似,也是由于复层和基层之间存在的杂质在受热后分解造成的,杂质分解产生的气体吸走了热量,并在瞬间形成气膜,熔池不能将上一层焊道表面熔化,导致层间未熔合。
(3)根部未焊透和内凹。
产生根部未焊透和内凹的主要原因是焊工操作不当。正常情况下,这两种缺陷是不容易出现的,但如果组对间隙过小或钝边过大,就容易造成未焊透。如果产生磁偏吹,也容易造成单边未焊透和内凹。因此,焊接时应仔细观察熔池形状,注意两侧钝边是否完全熔化,铁水是否到位。
3 焊接施工质量控制
焊接施工过程的质量控制主要包括:焊工资格审查、焊接工艺评定确定、焊接材料管理、设备管理、焊接过程控制、焊后检查及焊缝返修等方面。
3.1 焊工资格审查
从事L415/316L复合管焊接的焊工,必须按国家质量监督检验检疫总局颁布的TSG Z6002-2010《特种设备焊接操作人员考核细则》的有关规定经培训、考核合格,并持有《特种设备作业人员证》,方可在有效期内从事合格项目范围内的焊接工作。
3.2 焊接工艺评定
焊接工艺评定是焊接质量控制中的一个重要环节,焊接质量的保证必须以合格的焊接工艺为基础。因此,在工程焊接前,施工单位应按现行行业标准NB/T 47014《承压设备焊接工艺评定》的规定进行焊接工艺评定,并依据批准的焊接工艺评定报告编制焊接工艺规程,作为指导焊接施工的依据。
焊接前,技术人员应对焊接机组的全体人员进行焊接工艺交底,要求他们熟悉工艺文件并严格执行,做好焊接过程的施焊记录。同时,技术人员要对焊接工艺纪律的执行情况进行监督检查,确保焊接工艺纪律执行到位。
3.3 焊接材料管理
工程中采用的所有焊接材料都应有制造厂的质量证明书,并符合国家有关标准和设计技术文件的规定。使用前,应根据国家有关标准、设计技术文件或供货协议等规定进行检查、验收或复验,合格后方可使用。
3.4 设备管理
焊接前,应对工程所用焊接工装设备、仪表的性能进行检查,确保其工作性能处于完好状态。计量器具应在检定或校准的有效期内。
3.5 焊接过程的质量控制
L415/316L复合管的焊接按封焊层-复层-过渡层-填充层-盖面层的顺序进行,其焊接层数如图2所示。
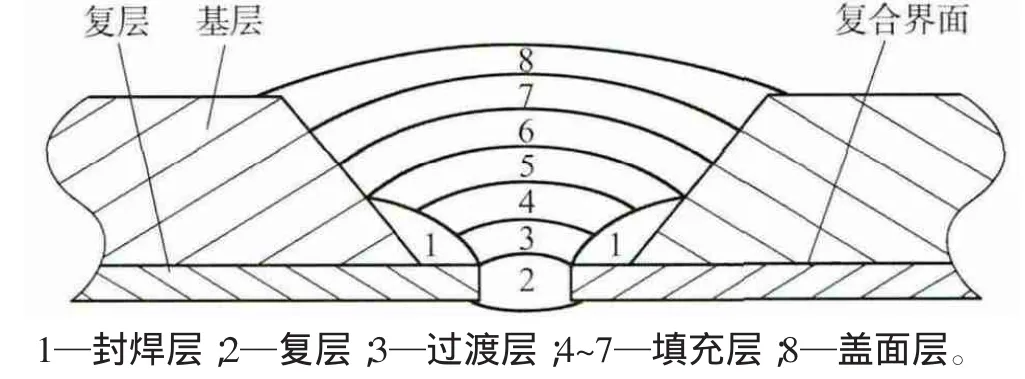
图2 焊接层数示意
(1)封焊层焊接。封焊采用手工钨极氩弧焊,选用与复层相匹配的焊丝。焊接时,应在焊接工艺规程允许的范围内,在保证焊透和熔合良好的前提下,采取小电流、短电弧、快速焊和多层多道焊工艺,并控制道间温度,其目的是减少不锈钢内合金元素烧损、减少向不锈钢内渗碳。焊接过程中,如发现熔池由里往外冒气泡时立即停止焊接,将接头处打磨干净后重新开始焊接。封焊层焊接完成后,检查封焊焊缝质量,其表面不得有裂纹、气孔、未熔合等缺陷。封焊焊缝如图3所示。

图3 封焊焊缝
(2)定位焊。定位块选用不锈钢材料制备。定位焊时,定位焊缝应焊在基层母材坡口内,且采用与基层焊接相同的焊接工艺,定位焊的引弧、熄弧都应在坡口内进行。定位焊缝焊完后,应清除熔渣并进行检查,当发现有缺陷时,及时处理至符合国家有关标准和焊接工艺规程的规定后方可进行正式焊接。
(3)复层焊接。按照不锈钢材料的常规焊接方法和工艺措施进行焊接。焊接前,应采用不锈钢砂轮片、钢丝刷及敲渣锤等专用清理工具将复层坡口内外表面上的杂质、飞溅等污物清理干净。焊接时,应控制焊接线能量,摆幅不宜过大,保证根部焊缝背面成型良好。
(4)过渡层焊接。过渡层焊接是整条焊缝的关键,应选用与复层相同的焊接方法及工艺进行过渡层焊接。焊接时,其焊缝应同时熔合复层焊缝、复材与基材的复合界面,且盖住复层焊缝和复合界面;在保证焊缝熔合良好的条件下,尽可能采用较小的焊接线能量;不得在母材表面上引弧;应采取防飞溅措施;每道焊缝宜一次连续焊完,因故中断焊接时,应根据工艺要求采取防裂纹措施,再次施焊前检查并确认无裂纹后,方可按原工艺要求继续焊接。
采用不锈钢砂轮片、钢丝刷及敲渣锤等专用清理工具进行复层、过渡层焊缝表面的清理。
(5)基层焊接(填充层、盖面层)。按低合金钢的常规方法和工艺焊接即可,但要注意焊接参数不宜过大,尽量减少碳元素向过渡层扩散。
3.6 焊缝检查
焊缝完成后立即将焊缝表面的药皮、飞溅等清理干净,并进行焊缝外观检查,外观检查合格后方可进行无损检测。焊缝与母材应平滑过渡,不得有裂纹、夹渣、气孔、未熔合、未焊满、弧坑、焊瘤等表面缺陷。焊缝外形尺寸和质量应符合国家现行有关标准和设计技术文件的规定。
3.7 焊缝返修
对经检查不合格需进行焊接返修的焊缝,认真分析缺陷产生的原因,制定预防措施,按评定合格的焊接工艺编制焊接返修工艺规程。返修前彻底清除焊接缺陷后方可进行焊缝返修,返修完毕按要求重新进行无损检测。返修焊缝的性能和质量要求与原焊缝相同。
4 结论
L415/316L复合管是异种钢焊接,焊接难度大,现场焊接条件差,其产生焊接缺陷的因素很多。因此,焊接施工质量应当通过建立健全质量管理体系,加强质量策划、方案编制、技术交底、资格审查、过程监督、结果确认等环节的管理,通过对焊接质量控制系统中的控制环节、控制过程、控制点的控制来保证。在实施中,要按照PDCA循环,把握好焊前检验、焊接过程中检验和焊后检验,注重焊接过程的“精、细、化”管理,最终保证焊接质量目标的实现。
猜你喜欢
建材发展导向(2021年6期)2021-06-09
云南化工(2020年11期)2021-01-14
金属加工(热加工)(2020年12期)2020-02-06
制造技术与机床(2018年12期)2018-12-23
石油化工建设(2018年2期)2018-07-11
海峡科技与产业(2017年6期)2017-07-01
制造业自动化(2017年2期)2017-03-20
广西林业科学(2016年1期)2016-03-20
焊接(2016年2期)2016-02-27
焊接(2015年9期)2015-07-18
