双色段彩纱针织物图案的形成机制
2015-03-10 08:01史晶晶陈伟雄易洪雷杨恩龙
纺织学报 2015年9期
史晶晶,陈伟雄,易洪雷,薛 元,杨恩龙
(嘉兴学院材料与纺织工程学院,浙江 嘉兴 314001)
段彩纱是一种新型的花式纱线,其成纱色彩不仅在纱线同一横截面内由多种彩色纤维组合,而且在纱线纵向长度上,有色纤维呈规律分段变化分布[1-2]。现有生产段彩纱比较常用的方法有3类:第1类是采用对纱线染色的方法使纱线在纵向上呈现出颜色分段的效果[3],但色段之间的分界不够明显,有较长的过渡色,色段的循环固定;第2类是通过纺纱工艺的改进来实现段彩的效果,主要有三罗拉法[4-6]和四罗拉法[7],但这 2 种方法都有成纱条干均匀度较差的缺点;第3类是同轴罗拉牵伸法,早期开发的同轴后罗拉牵伸细纱机[8-9]可纺制等线密度段彩纱,但色彩过渡段较长,达6 cm以上,用这种纱线编织纬编针织物可获得边界模糊的菱形图案[10]。用新研发的同轴中罗拉牵伸机构结合气流集聚纺纱技术可纺制过渡段在6 cm以内的新型等线密度段彩纱[11],用这种纱线编织的纬编针织物通过色段错位循环形成边界清晰的图案。因段彩纱色段错位循环图案形成的规律鲜见深入研究,本文结合实验试纺试织,并通过计算机模拟,揭示双色段彩纱针织物图案随纱线总色段循环长度、色段段长比及针织物幅宽用纱长度变化规律。
1 实验部分
1.1 纱线原料
采用自制HFX-A4T型等线密度环锭纺段彩细纱机纺制35 tex红蓝双色段彩纱及白色纱,捻度为600捻/m,捻向为Z,用i表示纺纱时段彩纱红蓝段长设定比。将上述2种纱线采用HFX-06型小样电子并纱机合股,捻度为300捻/m,捻向为S。对合股后股线红蓝色段及过渡段[9]的段长测试5次,取平均值,结果见表1。
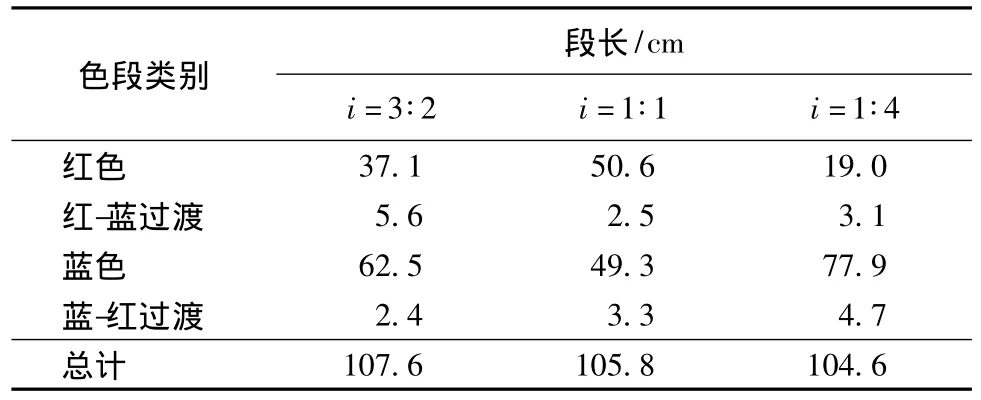
表1 红蓝色段及过渡段段长实测值Tab.1 Test value of red,blue and transitional segment length
1.2 针织工艺
采用14针的CMS530型电脑横机将段彩股线编织成纬平针织物,设定线圈长度为12 cm/100针。所得织物拆散成1200个线圈测得单个线圈平均长度为0.63 cm。根据线圈长度实测结果计算可得1/2倍纱线总循环段长可织约83针,1倍约织167针,2倍约织334针。以纬平针织物幅宽用纱分别为1/2倍、1倍、2倍纱线总循环段长开始织,并在此基础上通过收放针改变织物幅宽,观察织物表面图案变化。
2 编织结果及分析
2.1 1倍纱线总循环段长时编织图案
当i为1∶1时,织物幅宽用纱量约为1倍纱线总循环段长时的照片见图1(图中的白色为红色纱,黑色为蓝色纱)。可看出,本文采用同轴中罗拉技术因纺出纱线过渡段较短,编织的图案相对同轴后罗拉技术织出的清晰[10]。当幅宽用纱量与纱线总循环段长相等时,理论上会织出纵条纹,但由于纱线色段段长及编织过程纱线张力不匀,会出现近似弧形的竖向色块图案,如图1(a)所示。从图1(b)~(d)可看出,当幅宽用纱量接近纱线总循环段长时,会因两色段错位循环,形成规则的纯色菱形及混色菱形图案。而且幅宽用纱量越接近纱线总循环段长,纯色菱形越高,反之越低。

图1 织物幅宽用纱量约为1倍纱线总循环段长时的图案Fig.1 Fabric pattern under yarn length of fabric width of equal yarn cyclic segment length(i=1∶1).(a)167 needles;(b)166 needles;(c)165 needles;(d)164 needles
2.2 n/2倍纱线总循环段长时编织图案
当i为3∶2时,织物幅宽用纱量约为n/2倍纱线总循环段长时的照片见图2(其中n为正整数,下同)。

图2 织物幅宽用纱量约为n/2倍纱线总循环段长时的图案(i=3∶2)Fig.2 Fabric pattern under yarn length of fabric width of n/2 times yarn cyclic segment length(i=3∶2).(a)82 needles;(b)164 needles;(c)328 needles
从图2可看出,当幅宽用纱量以纱线总循环段长1/2的整数倍增加时,出现的菱形图案的规律相似,只是幅宽内菱形个数成1/2整倍数增加。从这个规律可看出,段彩纱可用于实际生产带有菱形图案的纬编针织物。
2.3 色段长度变化时编织图案
当i为1∶4时,织物幅宽用纱量约为1倍纱线总循环段长时的照片见图3。从图1~3可看出,当纱线总循环段长和幅宽用纱量不变时,色段段长比的变化会影响2种菱形色块图案的大小。色段段长越长,该纯色菱形边长也越长,反之则越小。从图1(a)、2(b)及3(a)可看出,色块图案开始聚集的颜色与纱线起头位置有关,但同种纱线及针织工艺织出的图案大致相同。

图3 织物幅宽用纱量约为1倍纱线总循环段长时的图案(i=1∶4)Fig.3 Fabric pattern under yarn length of fabric width of yarn cyclic segment length(i=1∶4).(a)167 needles;(b)166 needles;(c)165 needles;(d)164 needles
3 图案形成规律研究
由试纺试织结果可知,双色段彩纱的总循环段长一定时,影响其菱形图案变化规律的主要因素就是幅宽用纱量和色段段长比。为深入探究段彩纱纬平针织物图案形成规律,在计算机绘图软件小方格中填入不同的颜色以模拟双色段彩纱的编织及织物图案。本文使用的等线密度段彩纱过渡段短且分布均匀,可忽略过渡段对图案整体效果的影响。设3种纱线总循环段长相等且可织纬平针60针,纱线白黑段长比 i分别为 1∶1、1∶2、5∶1。
i为1∶1时,织物幅宽变化时方格填色图片见图4,其中织30针用纱量为1/2纱线总循环段长。从图4(a)、(b)可看出,织物幅宽针数为30±1时,2张图片的图案左右对称。从图4(b)、(e)及(f)可看出,当幅宽用纱量约成n/2倍纱线总循环段长增加时,幅宽内纯色块菱形个数成1/2整倍数增加,与图2所示规律相同。从图4(b)、(c)可看出,幅宽针数在n/2±(0~1/8)倍纱线总循环段长针数内时,菱形宽的变化较小可忽略,高随着加针或减针针数的增加而减小,与图1及图3所示规律相同。从图4(d)可看出,当幅宽针数为 n/2倍 ±(1/8~1/4)纱线总循环段长时,出现模糊菱形图案。

图4 织物幅宽变化时的图案(i=1∶1)Fig.4 Patterns of different fabric widths(i=1∶1).(a)29 needles;(b)31 needles;(c)37 needles;(d)44 needles;(d)61 needles;(f)89 needles
织物幅宽针数及色段段长比变化时的图案见图5。可看出,当段彩纱纺纱工艺参数确定,也即总循环段长及色段段长比固定时,织物上菱形图案的变化只与幅宽针数变化有关。设双色段彩纱所织线圈圈宽为A,圈高为B,圈长为l,纯色菱形块高为H,菱形边长为K,菱形宽为W。忽略过渡段对图案整体效果的影响。设一种色段可编织针数为L1,则段长为L1l,另一种色段可编织针数为L2,则段长为L2l;总循环段长可编织针数等于两色段可编织针数之和,即为L1+L2。另设纬平针幅宽针数为m,相对于半个总循环针数(L+L)加针或减针针数12为x,n为正整数。则有:


图5 织物幅宽针数及色段段长比变化时的图案Fig.5 Patterns of different fabric widths and red blue segment ratios.(a)i=1∶2,59 needles;(b)i=1∶2,57 needles;(c)i=5∶1,59 needles;(d)i=5∶1,57 needles


4 结论
1)采用过渡段在6 cm以内的新型等线密度段彩纱编织纬编针织物时,因色段错位循环可在织物表面形成清晰的或模糊的菱形图案。
2)织物上菱形图案的清晰度、数量及大小主要受段彩纱总循环段长、色段段长比及织物幅宽用纱量3个因素的影响。
3)当织物幅宽针数接近n/2倍纱线总循环段长针数时,会因两色段错位循环形成规则清晰的菱形图案;当幅宽针数在n/2±(1/8~1/4)倍纱线总循环段长针数内时,形成模糊菱形图案。当幅宽用纱量以纱线总循环段长1/2的整数倍增加时,幅宽内菱形个数成1/2整倍数增加。当纱线总循环段长固定时,菱形的大小取决于分段时间比和幅宽针数的变化,并给出幅宽针数在n/2±(0~1/8)倍纱线总循环段长针数内时纯色菱形块长宽高计算公式。
致谢感谢嘉兴学院材料与纺织工程学院卢宏明和胡佳超等在实验及结果分析过程中给予的帮助。
[1]赵慧,叶静.彩涤/棉纤维段彩纱的工艺研究[J].轻纺工业与技术,2010,39(4):5 -6,21.ZHAO Hui,YE Jing.Process study of colorful polyester/cotton fiber segment color yarn[J].Light and Textile Industry and Technology,2010,39(4):5-6,21.
[2]李晓华,陆锡滨,陈卫红.彩虹纱的开发实践[J].广西纺织科技,2007,36(3):9 -10,28.LI Xiaohua,LU Xibin,CHEN Weihong.Development of segment color yarn[J].Guangxi Textile Science &Technology,2007,36(3):9-10,28.
[3]张立鹏,杨俊芳.多色段彩色绒线的开发[C]//第十六届全国花式纱线及其织物技术进步研讨会.北京:中国纺织工程学会,中国纺织信息中心,2010:59-60.ZHANG Lipeng, YANG Junfang. Development of segment color worsted yarn[C]//The 16th National Symposium on the Technological Advancement of Fancy Yarn& Its Fabric.Beijing:China Textile Engineering Society,China Textile Information Center,2010:59 -60.
[4]上海日舒棉纺织厂.段彩纺纱传动装置:中国,200420081737.2[P].2004 -08 -11.Shanghai Rishu Cotton Textile Factory.Gearing mechanism of segment color yarn spinning:China,200420081737.2[P].2004-08-11.
[5]李广德,赵学建,楚爱秋,等.赛络纺段彩纱质量控制体会[J].棉纺织技术,2009,37(3):38-40.Li Guangde, ZHAO Xuejian, CHU Aiqiu, et al.Quality control of sirospun segment color yarn[J].Cotton Textile Technology,2009,37(3):38-40.
[6]张丹,蒋高明,丛洪莲.带地网贾卡经编针织物花纹图案的自动识别[J].纺织学报,2010,31(10):45-49.ZHANG Dan, JIANG Gaoming, CONG Honglian.Automatic identification method of jacquard warp knitted patterns with net[J].Journal of Textile Research,2010,31(10):45-49.
[7]夏龙全.新型四罗拉段彩纱产品的开发[C]//2006中国纱线质量暨新产品开发技术论坛.青岛:全国棉纺织科技信息中心,2006:304-305.XIA Longquan.New four roller segment color yarn development[C]//2006 Yarn Qualityand Product Development Forum.Qingdao:China Cotton Textile Science and Technology Information Center,2006:304-305.
[8]陈伟雄.等线密度环锭纺段彩纱成纱方法及装置:中国,201010616326.9[P].2010 -12 -28.CHEN Weixiong.Equal linear density ring spinning section colorful yarn forming method: China,201010616326.9[P].2010-12-28.
[9]史晶晶,陈伟雄,薛元,等.后区牵伸对等线密度棉段彩纱性能的影响[J].纺织学报,2013,34(6):30-33.SHI Jingjing,CHEN Weixiong,XUE Yuan,et al.Effect of back zone draft on physical properties of segment colored cotton yarn with constant linear density[J].Journal of Textile Research,2013,34(6):30-33.
[10]李变变,史晶晶,胡佳超,等.段彩纱针织物图案形成机理研究[J].丝绸,2013,50(5):10 -12,17.LI Bianbian,SHI Jingjing,HU Jiachao,et al.Research on pattern formation mechanism of segment color yarn knitted fabrics[J].Journal of Silk,2013,50(5):10-12,17.
[11]胡佳超,史晶晶,卢宏明,等.等线密度精确段彩纺成纱性能分析[J].现代纺织技术,2014,22(2):1 -4.HU Jiachao, SHI Jingjing, LU Hongming, et al.Analysis of accurate spinning performance of segment color yarn with equal fineness[J].Advanced Textile Technology,2014,22(2):1-4.
猜你喜欢
成都信息工程大学学报(2021年3期)2021-11-22
科学与财富(2019年7期)2019-10-21
红领巾·探索(2017年8期)2017-08-04
小雪花·成长指南(2015年5期)2015-05-25
中国塑料(2014年1期)2014-10-17
河北农机(2013年6期)2013-10-09
河北农机(2013年6期)2013-10-09
河北农机(2012年3期)2012-09-03
河北农机(2012年3期)2012-07-17
意林(2008年12期)2008-05-14