
氨纶经编平纹布送经量的影响因素
2015-03-10 08:01:02缪旭红高伟超
纺织学报 2015年9期
王 楠,缪旭红,徐 巧,高伟超
(1.江南大学教育部针织技术工程研究中心,江苏 无锡 214122;2.广州新生纺织实业有限公司,广东 广州 510550)
氨纶经编平纹布是氨纶经编弹力织物中最典型的一类产品,通常是在两梳特里科经编机上前梳采用锦纶或涤纶,后梳采用氨纶交织而成的双向弹性织物。对此类产品来说,牵拉密度及送经量的设置是关键生产工艺参数。氨纶弹力织物的生产及工艺参数的设计一直是研究的热点。郭明等[1-3]探讨了氨纶弹力织物生产中原料选用、织造工艺、机器调试以及织造中遇到的技术问题的解决方法,但并没有对送经量等织造工艺参数的设置进行深入研究。陈燕[4]总结了卡尔迈耶建立的各种线圈模型的送经量计算方法。许期颐[5]提出,送经量的大小是经编织物品质的决定性参数,它取决于原料的粗细、机器的针距、机上牵拉密度和织物组织等,同时影响织物的弹性、织物面密度、布面光洁度和手感等;并针对氨纶弹力织物,建立了几何模型,应用于机号为E32的经编机的送经量计算。而对于E36以及更高机号的机台上锦纶以及涤纶原料的送经量的影响因素及其计算方法还需要进一步研究。
为此,结合氨纶经编弹力织物的实际生产,本文分析了最具代表性的氨纶经编平纹布生产中牵拉密度、机型、机号、原料线密度、原料种类等因素对前梳非弹性原料送经量的影响,并采用回归分析研究各因素与前梳送纱量之间的关系。同时,还探讨了影响氨纶梳栉送经量设置的因素,为开发符合市场需求的产品提供理论参考[6]。
1 实验部分
本文实验选用德国利巴公司COP2KE和卡尔迈耶公司HKS2-3 E这2种代表性的经编机,机器幅宽均为330.2 cm,选取E28、E32、E36以及E40这4种机号,前梳分别采用 33 dtex×24 f、44 dtex ×24 f、55 dtex×24 f的锦纶和涤纶长丝(由江苏盛虹科技股份有限公司和江苏恒力化纤股份有限公司提供),后梳采用泰光氨纶(规格为44 dtex,整经时的牵伸率为60%),采用的组织为:GB1,1-0/2-3//;GB2,1 -2/1 -0//。
经过上机反复测试后,得到24种规格的氨纶平纹布的上机工艺参数(送经量),其测试结果具体见表1。

表1 机上参数设置Tab.1 Machine parameters setting
2 实验结果与分析
2.1 牵拉密度对前梳送经量的影响
在机号为E36的利巴COP2KE型机器上,分别采用44 dtex锦纶和44 dtex涤纶 2种原料,对这2种原料的送经量进行比较,结果如图1所示。
采用Origin软件对上机实验结果进行分析,得到44 dtex锦纶和44 dtex涤纶2种原料的送经量Y1、Y2与牵拉密度x的线性方程和相关系数:

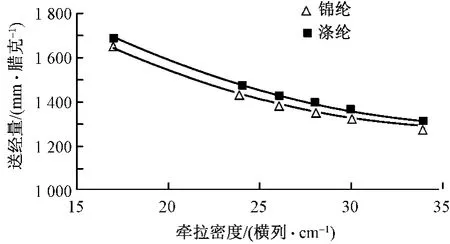
图1 涤纶和锦纶机上送经量的对比Fig.1 Let-off amount curve of polyester and polyamide
由于R2非常接近1,说明送经量与牵拉密度的线性关系极好,即牵拉密度是影响送经量的高度显著性因素,这与已了解的理论事实是相符的。通过图1曲线发现,44 dtex锦纶和44 dtex涤纶的送经量都随着牵拉密度的增加而减小,并最终趋于稳定值,并且涤纶的下降速率更快。牵拉密度在15~25横列/cm之间时,送经量的变化幅度较大,而大于25横列/cm时,送经量的变化幅度很小。经过分析可知,当织物密度达到一定极限值后,单位长度内的线圈个数以及线圈长度已达到较大值,此时增加线圈长度是非常困难的。若在机上增大送经量,则会导致纱线张力过松,弯纱角度过大,织针因垫纱不牢而无法成圈,因此,达到一定密度时,其送经量可变化范围很小[7]。
2.2 原料对前梳送经量的影响
2.2.1 原料线密度
在机号为E36的利巴COP2KE型机器上,分别采用33 dtex×24 f、44 dtex×24 f、55 dtex×24 f锦纶和涤纶长丝等6种不同规格的纱线,在牵拉密度为24横列/cm下,根据布面效果调整送经量,得到送经量与原料线密度的关系,结果见图2。从图中可观察到,在氨纶线密度不变的情况下,非弹性纱线如锦纶、涤纶送经量都随着线密度的增大而增加,且增加趋势几乎相同。这是因为在同一牵拉密度下,单位长度内线圈的个数是相同的。当原料线密度增加时,每个线圈的圈弧长度会增大,因此需要增加其对应的总长度。在实际生产中,一般原料线密度每增加11dtex,其送经量需要增加10~20mm[8]。

图2 不同原料线密度下的送经量Fig.2 Let-off amount of yarns at different linear densities
2.2.2 原料种类
由图2可发现,在相同的线密度下,涤纶和锦纶的送经量是不同的,涤纶的送经量略大于锦纶的送经量。这种现象与锦纶和涤纶的结构差异是紧密相关的。总体来说,涤纶的断裂强度和断裂伸长均小于锦纶。涤纶和锦纶的这种差异与它们的组成结构有关,涤纶的断裂强度、断裂伸长、初始模量和断裂比功均较小,所以涤纶显得硬挺而坚韧。而锦纶的断裂强度、断裂伸长率和断裂比功均较大,但初始模量较低,所以它表现为软而强韧,且耐疲劳性和耐磨性优良[9]。
涤纶与锦纶的断裂性能差异对整经、织造时的断纱率以及送经量的设置产生了一定的影响。例如,在同一牵拉密度下,原料由锦纶转为涤纶时,要适当地增加送经量。这是因为涤纶的回弹性较差,若采用和锦纶相同的送经量,涤纶纱线张力会紧,容易断纱,而且在局部会出现一些横档。
2.3 机器参数对前梳送经量的影响
2.3.1 机号的影响
采用44 dtex锦纶和55 dtex涤纶2种纱线,分别在E28、E32、E36、E40这4种机号的经编机上进行试织,当牵拉密度为24横列/cm时,机上实测的送经量结果如图3所示。从图中可发现,当采用44 dtex锦纶或55 dtex涤纶原料时,随着机号的升高,涤纶和锦纶的送经量呈减小的趋势。
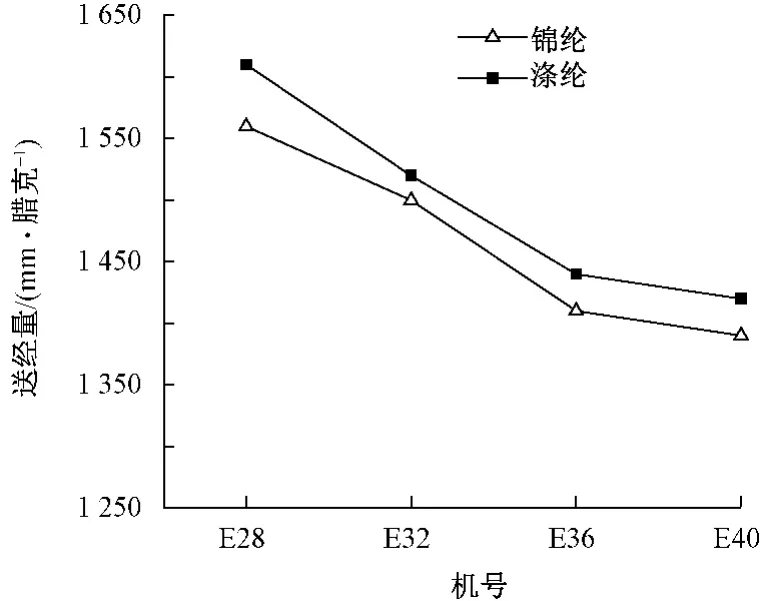
图3 不同机号下的送经量Fig.3 Let-off amount under different machine gauges
2.3.2 机型的影响
不同厂家生产的不同机型对送经量的设置也有一定的影响。如表1所示,同样规格原料、同一牵拉密度的前提下,卡尔迈耶经编机和利巴经编机的送经量在实际中有所不同。这是因为后者的脱圈机构较软,需要的送经量要偏松一些(大),而前者的针芯较硬,需要的送纱量要偏紧一些(小)。
2.3.3 机器状态的影响
机器的使用时间以及保养状态对氨纶经编弹力织物送经量的设置也有一定的影响。如果机台的针件(织针和沉降片)磨损程度较重,会使其能承受的纱线张力变小。上机时,若采用较小的送经量,则会导致针件磨损加剧,甚至造成断纱率增加。尤其是在锦纶或者涤纶复丝的孔数较多的时,其单丝被拉断的概率越高,甚至会导致后梳的氨纶发生断纱,因此,在实际生产中,会着重考虑针件的磨损程度,并结合客户的要求和生产计划安排的需要,在合理的范围之内,适当增加各梳栉的送经量,尤其是氨纶梳栉。这样既能够减轻对针件的磨损,也在一定程度上增加了产量。同时,该机台所织造的氨纶织物的氨纶含量一般也不能过低。
2.4 氨纶送经量的影响因素
在实际生产中,氨纶含量一般会根据客户要求,并结合织物需要达到的弹性性能等要求进行设置[10],目前常用的氨纶含量有18%和20%。首先,前梳调试好正常开机的锦纶或涤纶送经量大小后,后梳氨纶丝的送经量根据氨纶含量要求,结合氨纶、锦纶或涤纶的实际线密度,对氨纶送经量进行计算。影响氨纶送经量设置的因素主要包括:氨纶含量、氨纶线密度、非弹性原料的线密度,其中氨纶线密度与出厂时氨纶实际线密度以及氨纶整经牵伸比有关。整经时采用60%~80%等不同牵伸率。
3 理论计算与实际值之间的差异
卡尔迈耶机型的送经量计算公式[7]以及许期颐送经量计算公式[11-12]分别为
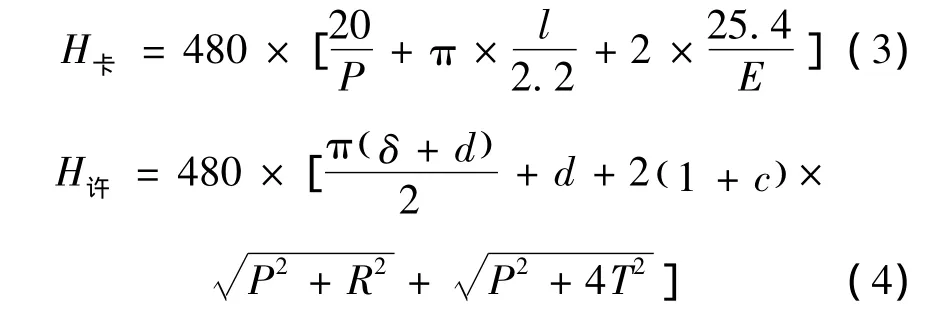
式中:H为送经量,即为480个横列的线圈的总长度;P为机上牵拉密度;l为槽针针头厚度;E为机号;d为纱线直径;R为圈弧半径;T为针距;δ为槽针针杆厚度;C为修正系数,一般取4% ~5%。
从式(3)、(4)中可以发现,卡尔迈耶机型的送经量计算方法只考虑了牵拉密度、槽针针头厚度以及机号(针距)3个参数,而许期颐送经量计算公式中除了考虑上述参数之外,还考虑了纱线直径等与原料本身相关的参数以及修正系数,涉及的参数更为全面。
根据式(1)~(4)得到锦纶的送经量对比曲线,见图4(a);根据式(2)~(4)得到涤纶的送经量曲线,见图4(b)。对图4中各条曲线对比后发现,对于锦纶的机上送经量,卡尔迈耶和许期颐方法的送经量曲线数值及变化趋势较为接近,且计算值整体偏小,尤其是当牵拉密度大于26横列/cm时,其与机上实际值之间的差距加大,平均偏差值约为40mm/腊克。而采用式(1)曲线与机上实际值的拟合程度最高,当牵拉密度在20~25横列/cm范围内时,比实际值差值略大,当牵拉密度在26横列/cm以上时,其与机上实际值很接近,所以总体来说,式(1)计算值曲线与机上实际值的接近程度最高。

图4 锦纶与涤纶送经量对比值Fig.4 Comparison of let-off amount curves of nylon and polyester
对比图4(b)中4条涤纶送经量曲线后发现,卡尔迈耶和许期颐方法的送经量数值与机上实际值对比,较锦纶送经量相比,偏差更大,平均差值为100mm/腊克左右。而采用式(1)曲线与机上实际值吻合程度最高。综上所述,式(1)计算值曲线与机上实际值的接近程度最高。
4 结论
1)氨纶经编弹力织物送经量设置时,受机型、机号、牵拉密度、原料线密度、原料种类等多种因素的影响,并且与牵拉密度、原料线密度等因素都具有较高的线性相关关系。
2)氨纶经编弹力织物在生产时,由于非弹性原料性质存在差异,同样线密度的锦纶丝和涤纶丝的送经量设置也需要差别对待。同一牵拉密度下,原料由锦纶转为涤纶时,要适当加大送经量,一般为20~30mm/腊克。此外,在送经量的设置时,还应考虑机器使用时间以及保养状态等因素的影响。
3)由于所采用的简化模型不同,需考虑的影响因素也不同,因而导致无论采用何种计算方式,其计算值都会与实际值之间存在一定的差异。在实际上机时,还需要进行调整,但通过对44 dtex锦纶和44 dtex涤纶采用各种计算方法得到的机上送经量进行对比后发现,卡尔迈耶计算值与许期颐计算值的送经量数值及曲线变化规律都很接近,但整体上小于机上实际送经量值。而采用送经量与牵拉密度拟合曲线与实际上机送经量曲线整体较为接近。由于将所有影响因素考虑在内,所以参照送经量与牵拉密度拟合公式实际生产时,送经量的设置还是具有一定的参考价值。
[1]郭明.经编弹力织物的工艺探讨[J].黑龙江纺织,2001(1):8-9.GUO Ming.The discussion on the process of warpknitted elastic fabric[J]. Heilongjiang Textile,2001(1):8-9.
[2]邱冠雄.经编弹力织物的生产方法[J].针织工业,1989(1):2-6.QIU Guanxiong.The production of warp-knitted elastic fabric[J].Knitting Industries,1989(1):2 -6.
[3]朱新卯.经编弹性织物的生产[J].针织工业,1997(4):8-12.ZHU Xinmao.The manufacture of stretched warp knitted goods[J].Knitting Industries,1997(4):8 -12.
[4]陈燕.经编织物送经量的确定[J].上海纺织科技,2012(8):35-36.CHEN Yan.The determination of run-in of warp knitted fabric[J].Shanghai Textile Science & Technology,2012(8):35-36.
[5]许期颐.经编弹力织物送经量的确定[J].针织工业,2005(12):1-3.XU Qiyi.The determination of run-in of warp knitted fabric[J].Knitting Industries,2005(12):1 -3.
[6]张荣臻,张森林,刘和进,等.织机目标送经量的求取与应用[J].纺织学报,2010,31(8):125-129.ZHANG Rongzhen,ZHANG Senlin,LIU Hejin,et al.Algorithm of getting and applying target let-off value of loom[J].Journal of Textile Research,2010,31(8):125-129.
[7]孙锋.经编线圈长度计算的简化[J].纺织学报,1984,10(5):625 -627.SUN Feng.Simplified calculation of warp loop length[J].Journal of Textile Research,1984,10(5):625-627.
[8]许期颐,陈英群.经编弹力织物工艺参数的确定[J].针织工业,2009(5):22-24.XU Qiyi, CHEN Yingqun. The discussion on the process parameters of elastic warp-knitted fabric[J].Knitting Industries,2009(5):22 - 24.
[9]于伟东.纺织材料学[M].北京:中国纺织出版社,2006:156-157.YU Weidong.Textile Materials[M].Beijing:China Textile& Apparel Press,2006:156-157.
[10]许期颐,陈英群.经编弹力织物氨纶含量的控制[J].针织工业,2002(5):22-25.XU Qiyi,CHEN Yingqun.The control on ammonia percentage of elastic warp-knitted fabric[J].Knitting Industries,2002(5):22 -25.
[11]许期颐,陈英群.经编弹力织物的质量控制[J].纺织导报,2004(2):65-68.XU Qiyi,CHEN Yingqun.The quality control of elastic warp-knitted fabric[J].China Textile Leader,2004(2):65-68.
[12]宗平生.经编送经研究[J].针织工业,1980(3):23-31.ZONG Pingsheng.Research on let-off of warp-knitted fabric[J].Knitting Industries,1980(3):23 - 31.
猜你喜欢
纺织报告(2024年3期)2024-05-02 09:58:10
纺织报告(2024年2期)2024-03-27 08:49:14
纺织报告(2024年1期)2024-02-27 06:54:42
纺织报告(2022年8期)2022-08-25 08:14:40
纺织学报(2018年1期)2018-01-29 06:32:49
纺织科学研究(2017年3期)2017-05-17 03:59:52
中老年健康(2016年10期)2016-11-19 19:25:06
丝绸(2016年9期)2016-10-22 02:24:15
纺织学报(2016年9期)2016-06-06 11:58:28
中国品牌(2015年11期)2015-12-01 06:20:42
