玉米秸秆粉体/聚乙烯复合材料的制备及性能1)
2015-03-10 05:34:31刘飞虹韩广萍程万里
东北林业大学学报 2015年4期
刘飞虹 韩广萍 程万里
(东北林业大学,哈尔滨,150040)
玉米秸秆粉体/聚乙烯复合材料的制备及性能1)
刘飞虹 韩广萍 程万里
(东北林业大学,哈尔滨,150040)
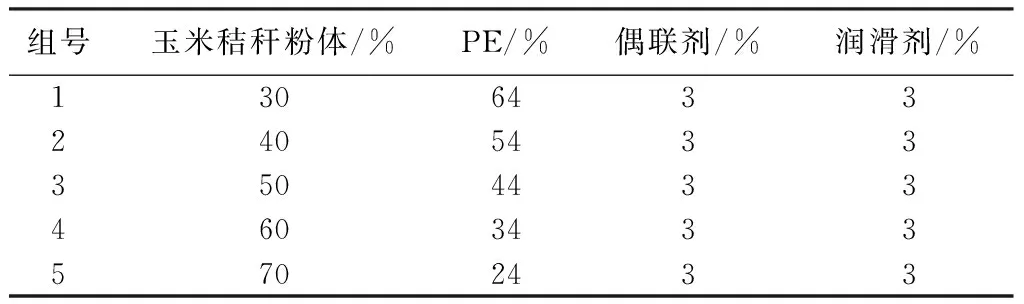
研究利用玉米秸秆粉体作为增强材料与聚乙烯(PE)通过挤出成型制备玉米秸秆粉体/PE复合材料的可行性,并考查了玉米秸秆粉体添加量及其尺寸对复合材料力学性能的影响。结果表明:随玉米秸秆粉体添加量的增加,玉米秸秆粉体/PE复合材料的拉伸强度、拉伸模量呈先升后降趋势,弯曲模量逐渐增大,冲击强度则逐渐减小;当玉米秸秆粉体添加量为50%时,复合材料的综合力学性能最佳。此外,玉米秸秆粉体/PE复合材料的力学性能随玉米秸秆粉体长径比的增大而增强;在考查范围内,添加40目 玉米秸秆;高密度聚乙烯;复合材料;力学性能 We studied the feasibility of corn stalk fibers as the reinforcement of corn stalk fiber (CSF)-polyethylene (PE) composites, and investigated the effects of fiber addition and fiber size on mechanical properties of resultant composites. The tensile strength and tensile modulus presented a trend of first increase and then decrease. The flexural modulus increased slightly with the increasing of CSF application content, while the impact strength decreased obviously. The comprehensive mechanical property of CSF-PE composites reached the best level at CSF content of 50%. With the increasing of aspect ratio of CSF, the mechanical performance of resultant composites was enhanced. The composites had the best mechanical strength when the aspect ratio of corn stalk fiber was 40-60 mesh. By the scanning electron microscopy, the composites containing 20-40 mesh corn stalk fiber had the worst fracture morphology due to non-uniform fiber distribution, while the fracture surface of composites made of 40-60 mesh corn stalk fiber was the best. 我国秸秆资源丰富,近年来,利用农业剩余物或废弃物(如谷类作物秸秆、稻壳、椰壳、甘蔗皮、花生壳、麻类杆径等)与塑料制备复合材料得到了国内外相关研究人员的广泛关注[1-5]。农业剩余物的充分利用可以有效缓解因木材资源匮乏带来的压力,符合当今社会资源节约型、环境友好型这一全球号召。在利用植物纤维增强材料方面,既往研究涉及到的植物纤维主要有黄麻[6]、苎麻[7]、亚麻[8]等麻类材料,麦壳[9]、麦秸[10]、椰壳[11]等。而在我国北方,玉米秸秆是主要的农副产物。在传统的农业生产方式中,大部分玉米秸秆被废弃或以不合理的方式(如燃烧)处理,这不仅造成了严重的环境污染,也是生物质资源的巨大浪费。因此开发利用玉米秸秆资源,将其作为增强材料制备复合材料不仅是解决秸秆处理问题的有效途径之一,也将对发展生态农业乃至整个农村经济的发展产生深远的意义。 目前,国内外有关利用玉米秸秆粉体增强塑料的研究报道鲜见,缺乏系统研究。本研究结合相关研究现状以及我国农业生产的实际情况,拟将探讨应用挤出法制备玉米秸秆粉体/聚乙烯(PE)复合材料的可行性,并重点研究了玉米秸秆粉体的添加量及其形态尺寸对玉米秸秆粉体/PE复合材料力学性能的影响。 1.1 原料及仪器设备 PE购于哈尔滨联发化工厂,其密度和熔融指数分别为0.948 g/cm3和0.5 g/min;玉米秸秆收集于哈尔滨市郊区;马来酸酐接枝聚乙烯(MAPE)采购于广州柏晨有限公司;工业石蜡为市购。 60型木纤维粉碎机,徐州富阳能源科技有限公司;SHR-10A高速混合机,张家港市通河橡塑机械有限公司;SJSH30/SJ45型双阶塑料挤出机组,南京橡塑机械厂;RGT-20A电子万能力学试验机,深圳REGER仪器有限公司;XJ-50G组合式冲击试验机,河北承德力学试验机有限公司;GE-5高清数码显微镜,上海长方光学仪器有限公司;G-9625A型电热恒温鼓风干燥箱,上海一恒科学仪器有限公司。 1.2 复合材料的制备 1.2.1 不同添加量玉米秸秆粉体/PE复合材料制备 将去除叶及瓤的玉米秸秆,经60型木纤维粉碎机设备粉碎加工,并筛分为20目 单螺杆挤出机温度设定:1区140 ℃、2区140 ℃、3区151 ℃、4区155 ℃、机头150 ℃。 双螺杆挤出机温度设定:1区145 ℃、2区150 ℃、3区155 ℃、4区150 ℃、5区165 ℃、6区165 ℃、7区165 ℃、8区165 ℃。 表1 玉米秸秆粉体添加量实验配比 1.2.2 不同尺寸形态玉米秸秆粉体/PE复合材料制备 玉米秸秆粉体添加水平选取50%,偶联剂及润滑剂添加量见表1,玉米秸秆粉体不同尺寸形态如表2所示。复合材料制备方法同1.2.1。 表2 玉米秸秆粉体尺寸 1.3 力学性能测试 拉伸性能:参照GB/T 1447—2005标准测试,测试过程中力的加载速度为5 mm/min。测试结果为7个试样的算数平均值。 弯曲性能:参照GB/T 1449—2005标准测试,测试仪器为RGT-20A电子万能力学试验机,测试中力的加载速度为2 m/mm。测试结果为7个试样的算数平均值。 冲击性能:无缺口冲击强度测试,简支梁摆锤冲击试验参照GB/T 21189—2007标准测试,测试仪器为XJ-50G组合式冲击试验机,冲击速度为2.9 m/s,摆锤能量为2 J。测试结果为12个试样的算数平均值。 1.4 微观形貌 采用美国FEI公司QuanTa200型环境扫描电子显微镜(SEM)观察复合材料的微观形貌,将材料放在液氮中脆断后,锯切成规定尺寸并固定在试验台上,喷金镀膜后进行电镜观察,放大倍率为100~1 000倍不等。 2.1 玉米秸秆粉体添加量对复合材料力学性能的影响 2.1.1 对拉伸性能的影响 材料的力学性能决定了其使用范围,因此确定其力学性能至关重要。玉米秸秆粉体/PE复合材料的力学性能见表3。结果表明,随玉米秸秆粉体添加量的增加,复合材料的拉伸强度先增大后减小。玉米秸秆粉体的添加量为50%时拉伸强度最大,可达33 MPa;而玉米秸秆粉体的添加量为70%时最小,为28 MPa。玉米秸秆粉体作为增强材料加入到塑料基体中,在一定比例范围内能够有效增强基体,而随着玉米秸秆粉体添加量的不断增大,由于其不能在塑料基体中均匀分散,秸秆之间出现缠结团聚现象,且玉米秸秆粉体与塑料基体之间的界面结合变弱,导致应力集中,从而影响复合材料的拉伸性能。拉伸弹性模量随玉米秸秆粉体添加量变化趋势与拉伸强度变化趋势类似,不同的是拉伸弹性模量最大值出现在玉米秸秆粉体添加量为60%时,约为540 MPa;当秸秆粉体填加量为30%时,复合材料的拉伸弹性模量最小。 表3 不同添加量玉米秸秆粉体复合材料的力学性能 注:表中数值为平均值±标准差。 2.1.2 对弯曲性能的影响 由表3可以看出复合材料的弯曲强度并未随玉米秸秆粉体添加量增加而呈现递增的趋势,添加量由30%增至70%,其最大和最小弯曲强度相差不足8%。材料的弯曲模量随着玉米秸秆粉体添加量增加而呈现明显的递增趋势,当秸秆纤维添加量为30%时,弯曲模量为1.9 GPa;而当玉米秸秆粉体添加量增加到70%时,弯曲模量达到了4.22 GPa,增大了122%。弯曲模量的增大恰好说明了复合材料的刚度随玉米秸秆粉体的加入而增大。 2.1.3 对冲击性能的影响 相对于塑料基体而言,由于玉米秸秆粉体是一种刚性的填料,塑料基体中添加秸秆粉体主要增强的是复合材料的刚性,因此复合材料的冲击强度会因玉米秸秆粉体添加量的增加而降低。表3表明随着玉米秸秆粉体添加量的增加,复合材料的冲击强度明显变低,当玉米秸秆粉体的添加量为30%时,复合材料的冲击强度为24 kJ/m2;而当玉米秸秆粉体的添加量增加到70%时,复合材料的冲击强度下降了近4倍。 从上述力学性能的测试结果可以看出,玉米秸秆粉体添加量的增加对玉米秸秆粉体/PE复合材料的拉伸强度、弯曲强度产生的影响并不十分明显,而对复合材料的弯曲模量和冲击强度的影响较为明显。这是因为玉米秸秆粉体与木纤维类似,均属于刚度比较大的材料,而PE作为一种热塑性材料,是一种柔性材料,随着玉米秸秆粉体添加量的增多,复合材料的刚性必然会增大,冲击强度的减小进一步说明了复合材料刚性的增大。 2.2 玉米秸秆粉体不同尺寸对复合材料力学性能的影响 2.2.1 对拉伸性能的影响 影响复合材料力学性能的因素有很多,其中纤维增强塑料复合材料的纤维尺寸及几何形态是重要因素之一,因此研究玉米秸秆粉体形态尺寸具有重要的意义。表4为玉米秸秆粉体尺寸对复合材料拉伸强度的影响,添加40目 表4 不同尺寸玉米秸秆粉体复合材料的力学性能 注:表中数值为平均值±标准差。 2.2.2 对弯曲性能的影响 由表4可见添加40目 2.2.3 对冲击性能的影响 玉米秸秆粉体/PE复合材料冲击强度与秸秆尺寸的关系如表4所示,秸秆尺寸对复合材料冲击强度的影响趋势与对弯曲强度的影响趋势类似,即添加40目 综合结果表明,添加40目 影响木塑复合材料力学性能的因素很多,其中木质纤维的长径比是重要因素之一,纤维长径比越大,其力学性能越好[12];另外,增加纤维长度可以提高木塑复合材料的拉伸强度、弯曲强度和弹性模量[13]。在本研究中,40目 2.3 玉米秸秆粉体不同尺寸对复合材料形貌的影响 图3是添加不同尺寸玉米秸秆粉体/PE复合材料在液氮下脆断的SEM图。可见,添加几种不同尺寸玉米秸秆粉体/PE复合材料均存在不同程度纤维团聚现象,玉米秸秆粉体/PE复合材料中,有部分秸秆纤维从塑料基体中脱拔而出的断头(如黑色箭头所示),并在基体中留下孔洞(如圆圈所示),说明秸秆粉体能够起到较大的增强作用。从断面可以明显的看出脱拔出的玉米秸秆粉体尺寸越来越小,进一步说明了为什么添加h>60目玉米秸秆粉体后,复合材料的力学性能逐渐减小。此外将图1a与图1b—图1e进行对比,明显可以看出添加20目 由于20目 图1 秸秆尺寸形态对复合材料SEM图 应用挤出法制备玉米秸秆粉体/PE复合材料方法可行,在一定工艺条件下,改变玉米纤维和PE的配比,能制造出性能优异的玉米秸秆粉体/PE复合材料。 随着玉米秸秆粉体添加量的增加,玉米秸秆粉体/PE复合材料的拉伸强度、拉伸模量先上升后下降,弯曲强度明显无规律性变化,弯曲模量增大,冲击强度减小;在研究范围内,当玉米秸秆粉体的添加量为50%时,复合材料的综合力学性能最佳。 复合材料的力学性能随玉米秸秆粉体长径比的增大而增大,在研究范围内,添加40目 SEM研究表明:添加20目 [1] Gorokhovsky A V, EscalanteK-Garcia J I, Gashnikova G Yu, et al. Composite materials based on wastes of flat glass processing[J]. Waste Management,2005,25(7):733-736. [2] Panthapulakkal S, Sain M. Agro-residue reinforced high-density polyethylene composites: fiber characterization and analysis of composite properties[J]. Composites: Part A,2007,38(6):1445-1454. [3] Yao F, Wu Q, Lei Y, et al. Rice straw fiber-reinforced high-density polyethylene composite: Effect of fiber type and loading[J]. Industrial Crops and Products,2008,28(1):63-72. [4] Wang Z, Wang E, Zhang S, et al. Effects of cross-linking on mechanical and physical properties of agricultural residues/recycled thermoplastics composites[J]. Industrial Crops and Products,2009,29(1): 133-138. [5] Ashori A, Nourbakhsh A. Bio-based composites from waste agricultural residues [J]. Waste Management,2010,30(4):680-684. [6] 刘晓烨, 戴干策.黄麻纤维毡表面处理及其增强聚丙烯复合材料的力学性能[J].复合材料学报,2006,23(5):63-69. [7] 王亚亮, 杨敏鸽,王俊勃,等.苎麻纤维增强复合材料的研究现状[J].材料导报,2008,22(3):342-345. [8] Zafeiropoulos Z E, Williams D R. Engineering and characterization of the interface in flax fiber/polypropylene composite materials[J]. Composites Part A: Development and Investigation of Surface Treatments,2002,33(22):1083-1093. [9] Pradeep Upadhyaya, Manoj Garg. The effect of water absorption on mechanical properties of wood flour/wheat husk polypropylene hybrid composites[J]. Material Sciences and Applications,2012,13(10):317-325. [10] Ayse Alemdar, Mohini Sain. Biocomposites from wheat straw nanofibers: morphology, thermal and mechanical properties[J]. Composites Science and Technology,2008,68(11):557-565. [11] 李欣欣,普萨那,张伟,等.天然椰壳纤维及其增强复合材料[J].情报调研,1999,24(14):28-30. [12] 王伟宏,宋永明,高华.木塑复合材料[M].北京:科学出版社,2010:73-74. [13] Lee B J, McDonald A G, James B. Influence of Fiber Length on the Mechanical Properties of Wood-fiber/Polypropylene Prepreg Sheets[J]. Materials Research Innovations,2001,4(2/3):97-103. Preparation and Properties of Corn Stalk Fiber-High Density Polyethylene Composites Liu Feihong, Han Guangping, Cheng Wanli(Northeast Forestry University, Harbin 150040, P. R. China)/Journal of Northeast Forestry University,2015,43(4):119-122. Corn stalk; Polyethylene; Composite; Mechanical properties 1) 国家科技支撑计划项目(2012BAD32B04)、国家自然科学基金项目(31170529)。 刘飞虹,女,1988年3月生,东北林业大学材料科学与工程学院,硕士研究生。E-mail:804012646@qq.com。 韩广萍,东北林业大学材料科学与工程学院,教授。E-mail:guangpingh@hotmail.com。 2014年9月29日。 TU531.6 责任编辑:戴芳天。1 材料与方法

2 结果与分析



3 结论
猜你喜欢
石材(2022年3期)2022-06-01 06:23:54中国粉体技术(2022年2期)2022-03-19 08:29:28原道(2022年2期)2022-02-17 00:59:12粉末冶金技术(2021年1期)2021-03-29 02:35:10粉末冶金技术(2021年1期)2021-03-29 02:34:48山东交通科技(2020年1期)2020-07-24 08:28:58理化检验-化学分册(2020年5期)2020-06-15 11:36:04山西建筑(2020年11期)2020-06-04 00:09:48电镀与环保(2018年4期)2018-08-20 03:08:02上海公路(2018年4期)2018-03-21 05:57:24