
仪表板人机工程校核方法
2015-03-10 07:11赵志勇蔡怀玉张万象
黑龙江交通科技 2015年12期
赵志勇,潘 旭,蔡怀玉,张万象
(1.浙江吉利汽车研究研究有限公司;2.英悦汽车技术(上海)有限公司;3.杭州电子科技大学)
汽车机械
仪表板人机工程校核方法
赵志勇1,潘 旭2,蔡怀玉3,张万象1
(1.浙江吉利汽车研究研究有限公司;2.英悦汽车技术(上海)有限公司;3.杭州电子科技大学)
根据本公司一款车型简要介绍仪表板人机工程手伸界面画图法和自动生成法、仪表板腿部空间、杂物箱空间校核方法、目的、要求。
仪表板手伸界面;包装因子;眼椭圆;H点;R点;HR平面;仪表板手伸界面校核方法;步骤;仪表板腿部空间;杂物箱校核的目的;方法;要求
1 引 言
仪表板是非常独特的集安全性、功能性、舒适性与装饰性于一身的部件,仪表板因其得天独厚的空间位置,使愈来愈多的操作功能分布于其中,在仪表板设计过程中,为保证仪表板满足相关法规要求,为驾驶员提供安全舒适的驾乘环境,必须进行相关人机工程校核。
2 仪表板人机工程校核所需基础定义
2.1 仪表板手伸及界面
汽车驾驶员的手伸及界面是指以正常驾驶姿势坐在座椅中,身系安全带、右脚支承于加速踏板踵点上,一手握住方向盘时另一手所能伸及的最大空间界面。驾驶员手伸及界面是形如椭球的空间曲面,如图1所示。

图1 手伸及界面示意图
2.2 综合包装因子G
表示特定车辆的驾驶员座椅布置的几何特征的一个指数值,它是一个提供车辆工作区几何空间的数量指标的综合变量。通过将毫米级的主要包装尺寸带入公式可以得到供车辆使用的G值,如图2和表1所示。由公式(1)计算综合包装因子G。
G=0.003 27(H30)+0.002 85(H17)-3.21
(1)
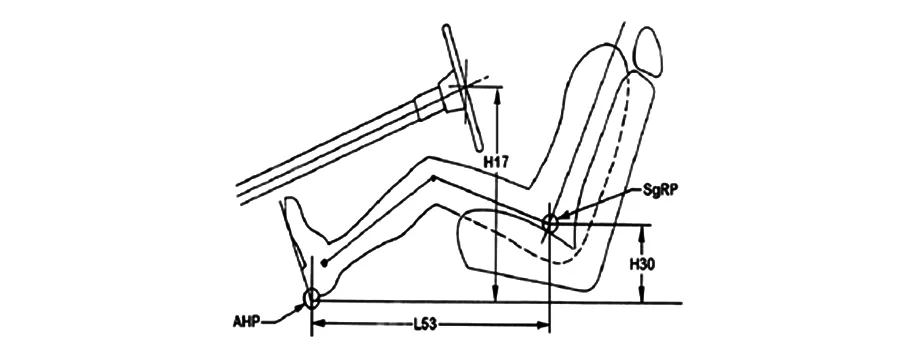
图2 人体坐姿示意图

符号尺寸名称人体坐姿参数H17相对于AHP的方向盘中心Z675.9H30相对于AHP的座椅参考点Z前向312L53相对于AHP的座椅参考点X前向775.4
2.3 眼椭圆
眼椭圆是眼睛和椭圆的合成词,是指不同身材驾驶员按自己的意愿将座椅调到适合位置,并以正常的驾驶姿态入座后,其眼睛位置在车内坐标系统中的统计分布图形。
2.4 H点
H点是指二D或三D人体模型样板中人体躯干与大腿的连接点即胯点(Hippoint),H点位于二维或三维模型的两侧H点标记钮间的装置的中心线上,2D假人作为H点设计参考,3D假人用于实际H点测量。
2.5 R点
“R点”即“乘坐基准点”,是指制造厂规定的设计H点,该点:
(1) 确定了由制造厂规定的座椅每个设计乘坐位置的最后面的正常驾驶和乘坐位置,它考虑了所有座椅可能调节状态(水平、垂直及倾斜);
(2) 具有相对于所设计的车辆的结构建立的坐标;
(3) 模拟人体躯干和大腿铰接中心位置;
(4) 做为安放二维人体样板的参考点。
2.6 手操作空间范围参考平面(HR平面)
横向跨越车辆的参考平面(X-平面),HR平面的水平位置由公式(2)得到:
HR=786-(99)G,mm
(2)
2.7 男女驾驶员比例
根据车辆的目标客户群体定位而得出的男女驾驶员比例,分为50/50、75/25、90/10三种,一般大型SUV男女驾驶员比例选择90/10,小型A级车则选择50/50。
2.8 可达包络面参考平面
位于车辆内部的包络面以一套正交参考平面为基准:一个穿过SgRP的Z平面、HR平面(X平面),以及一个穿过C/LO的Y平面,如图3所示。
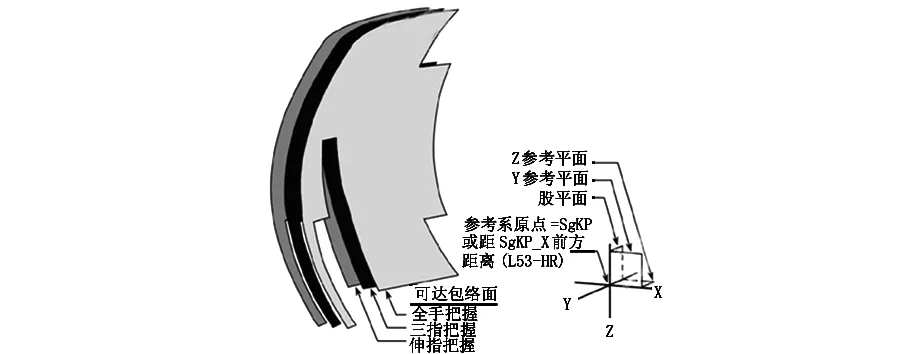
图3 手伸界面示意图
3 仪表板人机工程校核的内容
3.1 仪表板驾驶员手伸及界面
3.1.1 仪表板驾驶员手伸及界面校核目的
通过对驾驶员手伸及界面的校核,检查仪表板上的手操作钮件、杆件、开关等位置是否在驾驶员手伸及的范围之内,使驾驶员在驾驶过程中最低限度的减少操作错误频率,进而达到安全驾驶的目的。
3.1.2 仪表板驾驶员手伸及界面校核方法
校核方式分为画图校核法和软件自动生成法。画图校核法通过CATIA软件实现,自动生成法通过UG软件实现。
(1)仪表板驾驶员手伸及界面画图校核法(CATIA软件)
①仪表板驾驶员手伸及界面画图输入条件
仪表板CAS数据、SgRP点坐标及总布置中H17、H30、L53的值,如表2所示。

表2 人体坐姿参数
②仪表板驾驶员手伸及界面画图校核步骤
a 根据1.2. 综合包装因子G =0.032 7(H30)+0.002 85(H17)-3.21 ;计算G值。
b 根据G值,在标准SAE J287中选择相应的表格,如图4所示。

图4 SAE J287示意图
c 根据总布置确定的男女驾驶员比例选择SAE J287中相应的表格,如图5所示。

图5 SAE J287示意图
d 将仪表板CAS面数据调入CATIA软件中,如图9所示。
e 将整车SgRP点X、Y、Z输入到CATIA中,如图6所示。
f 将整车坐标置换到SgRP点上,如图7所示。

图6 SgRP点示意图

图7 坐标转换
g 根据在SAE J287中选择的相应表格,将第一条边界线上的X、Y点输入到CATIA中,如图8所示。
h 以此类推,将第一条边界线上的所有X坐标点输入到CATIA中,如图9所示。

图8 输入SAE J287相应的坐标点
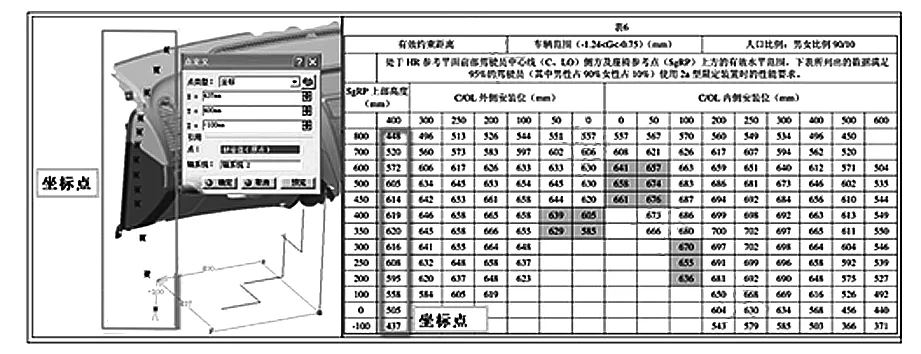
图9 输入SAE J287相应的坐标点
i 通过CATIA中的“样条曲线”命令,将所有点一次连接,如图10所示。

图10 手伸界面样条曲线
j 将曲线群编辑成曲面,并前后各偏置50 mm,如图11所示。
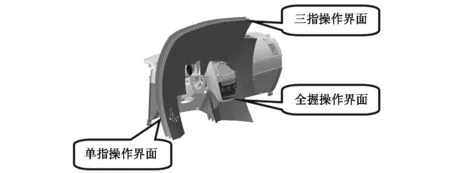
图11 将所作曲线编辑成曲面手伸界面
k 生成的三个曲面得到手伸界面的三个面:单指操作界面、三指操作界面如、全握操作界面。
(2)仪表板驾驶员手伸及界面自动生成法(UG软件)
①仪表板驾驶员手伸及界面自动生成法(UG软件)输入条件
仪表板CAS面数据、SgRP点坐标及总布置中A40、A42、H30、L53、L11、H17、W9、A18的值,如图12所示。
②仪表板驾驶员手伸及界面自动生成法(UG软件)校核步骤
a 打开“手可触及区域”,点击“下一步”命令;

图12 输入条件2D示意图
b 选择约束系统类型和男女比例,点击“下一步”命令;
c 将相应的总布置参数输入到对话框内,击“下一步”命令;
d 将相应的总布置参数输入到对话框内,击“下一步”命令;
e 设置手伸及界面的颜色,击“精加工”命令;
f 软件根据输入的相应参数,自动生成手伸及界面;如图13所示;

图13 UG手伸及界面自动生成
3.2 仪表板腿部空间
3.2.1 校核目的
保证驾驶员或乘员有舒适的乘坐空间并在碰撞时最大限度的减少对乘员的伤害。
3.2.2 校核方法
腿部空间分两个测量区域,人体腿部与仪表板的X向间隙及Y向间隙,如图14所示。

图14 膝部空间示意图
(1)驾驶员侧腿部间隙校核
将95百分位三维假人放置到正常驾驶位置,将左脚分别放在离合器位置和歇脚板位置,右脚分别放在油门踏板和制动踏板位置,分别测量小腿表面与仪表板外表面的X向及Y向间隙。
(2)副驾驶员侧腿部间隙校核
将95百分位三维假人放置到正常驾驶位置,测量小腿表面与仪表板外表面的X向及Y向间隙。
3.2.3 仪表板腿部空间要求
驾驶员及副驾驶员在正常乘驾位置小腿与仪表板X向间隙最小为70 mm,Y向与仪表板或副仪表板表面不能有干涉。
3.3 仪表板杂物箱空间校核
3.3.1 仪表板杂物箱空间校核目的
验证杂物箱是否满足一般存放物品要求,并且能够使乘员在正常乘坐位置使用。
3.3.2 仪表板杂物箱空间校核方法
(1)仪表板杂物箱空间储物校核
将车辆用户手册、车辆档案等类似文件放入杂物盒并关闭,文件在杂物盒内无干涉状态,杂物盒开闭顺畅(具体文件需在设计前期定义考虑)。
(2)仪表板杂物箱空间开闭校核
①打开极限位置校核;将杂物箱开启到最大开度位置,量取杂物箱盖内壁与仪表板杂物箱开口处的最小间隙A,并检查杂物箱盖与SAE 95%的假人腿部是否有干涉,如图15所示。
②打开过程校核;在catia运动分析模块将杂物盒的开启过程进行模拟分析,对运动过程中与周边件尤其是侧门护板的最小间隙进行记录。

图15 副驾驶位置膝部空间校核
③仪表板杂物箱空间校核要求
a 杂物箱最大开度时开口尺寸A不小于110 mm,最大开度时与SAE 95%假人膝部不能干涉(此项为建议值,实际设计时可以酌情考虑接受10 mm以内的干涉量)。
对仪表板人机工程进行验证,已使得驾驶员操作更方便,更安全,减少疲劳。
b 杂物箱在开启过程中与侧门护板最小间隙大于10 mm。
5 结束语
由于仪表板在汽车内饰的重要性,在设计过程中不仅要在CAS阶段对其进行相关人机工程校核,而且在油泥阶段、工程样车验证阶段也要做相关校核。
[1] 任金东. 汽车人机工程学[M].北京:北京大学出版社.
[2] 《汽车工程手册编辑委员会》.汽车工程手册(试验篇)[K].北京:人民交通出版社,2000.
[3] 黄金陵.汽车车身设计[M] 北京:机械出版社,2007.
[4] 张志军,叶阳,刘启明,等.汽车内饰设计概论[M]. 北京:人民交通出版社,2008.
[5] 窦微寒.汽车现代设计制造[M]. 北京.人民交通出版社,2007.
[6] 谷正气.轿车车身[M].北京:人民交通出版社,2003.
Ergonomics Checking of Dashboard
ZHAO Zhiyong1, PAN Xu2,CAI Huai-yu3,ZHANG Wan-xiang1
(1.Geely Automobile Research Institute;2.Automotive Technology Shanhai Co.,LTD; 3.Electronic University Of Science &Technology Of Hangzhou)
Based on a car model of this company, this paper aims to introduce briefly the IP man-machine engineering interface of hand drawing method, automatic generation method, and checking method, purpose and requirements of IP legroom and glove box space.
Dashboard hand interface;packing factor;eye ellipse;H point;R point;HR plane;method and procedure of dashboard checking;dashboard legroom;checking method;purpose and requirements of glove box space
2015-06-02
赵志勇(1978-),男,工程师。
U415.1
C
1008-3383(2015)12-0152-03
猜你喜欢
大电机技术(2022年5期)2022-11-17
南方农机(2022年20期)2022-10-20
玩具世界(2022年2期)2022-06-15
中国交通信息化(2020年12期)2020-02-06
中国交通信息化(2019年7期)2019-10-08
船舶标准化工程师(2019年4期)2019-07-24
汽车文摘(2017年2期)2017-12-04
恋爱婚姻家庭(2015年27期)2015-12-19
恋爱婚姻家庭·养生版(2015年9期)2015-05-14
汽车零部件(2014年5期)2014-11-11
