浅谈液体浸塑工艺在连接器防护帽生产上的优势
2015-03-05 07:49方松喜杨绪锋蒙勇煊
机电元件 2015年1期
方松喜,杨绪锋,蒙勇煊
(佛山市方普防护技术有限公司,广东佛山,528000)
1 引言
从最新的全球电子元件产品结构来看,连接器已成为仅次于PCB的电子元件第二大支柱产业,不断满足电讯/数据通讯、计算机、工业、汽车、军事/航天以及国防领域微型化、智能化、高传输速率、环保、设计灵活的发展要求。随着各行业对连接器的市场容量和技术要求的不断提升,连接器的结构以及种类也会不断增加。这将会带动为连接器部件服务的零件厂商投入更多的精力研发、制造符合要求的配套产品。其中,防护帽作为连接器的组件之一起着绝缘、屏蔽、防尘、防油、防潮的作用,防护帽的制造比较成熟的技术有注塑工艺(Injection Molding),但部分连接器防护帽也可以采用液体浸塑工艺(Dip Molding),如快接端子的绝缘保护套(简称端子护套)、射频同轴连接器防护帽、高速连接器防护帽等,如图1所示。随着连接器结构和型号的多样化发展,液体浸塑工艺制造连接器防护帽具有很大的优势,其技术特点会得到更好的发挥,本文将介绍液体浸塑工艺的过程及其优缺点。
2 液体浸塑工艺的介绍
浸塑工艺是一种塑料涂覆工艺,分为粉末浸塑和液体浸塑两大类,粉末浸塑常用于金属表面的涂覆如单车篮子、铁路网状围栏,其特点是粉末涂层结合牢固且坚硬,液体浸塑的涂层比较厚,柔软,可以脱离开模具独立作为具有保护性能的产品。
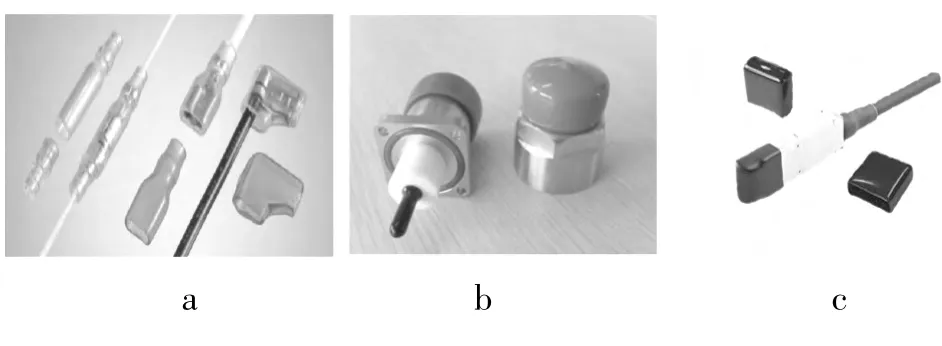
图1 快接端子护套(a)、射频同轴连接器防护帽(b)、高速连接器防护帽(c)
2.1 液体浸塑防护帽在连接器领域的作用
浸塑防护帽在连接器领域的主要作用有以下几点:
(1)浸塑防护产品较“软”,类似于橡胶的特性,可以在连接器运输、搬运、存储过程中提供更好的柔性保护,防止产品划伤、变形。
(2)浸塑防护产品表面无油、无尘且具有一定的抗静电效果(表面电阻率≤1011Ω·cm),用作连接器防护帽能起到很好的防尘、防油、防潮效果。
(3)浸塑防护产品所用的原材料大部分是PVC糊树脂,具有良好的绝缘性能,随着应用需求的不断提高,也发展了其它材料的浸塑防护帽,比如硅胶防护帽,具有更高的性能,如耐高温性能≥150℃,低温性能达到-60℃。
(4)环保性,浸塑防护产品在使用过程中不会有挥发性物质释放出来,避免了对连接器的二次污染,特别是浸塑硅胶产品,是一种无味、无臭、无卤的环保材料,能够满足军事、航空、光纤连接器等领域的高要求。
(5)阻燃性:PVC浸塑产品的灼热丝等级(GWIT)达到800℃/mm,而硅胶浸塑产品的灼热丝等级(GWIT)达到900℃/mm。
2.2 液体浸塑工艺流程
液体浸塑工艺制造连接器防护套(帽)工艺流程如图2所示:

图2 液体浸塑工艺流程
液体浸塑工艺流程主要包括预热、浸塑、塑化、冷却、脱模5道工序,再经过产品后处理(切尾)变成成品,最后是包装、出货。浸塑防护套(帽)从加工到产品入库共经过8道工序完成。
1.预热:将模具送入烤箱中,让模具吸收热量,以便于浸塑时塑溶胶在热模具表面产生吸附,模具的体积大小和塑溶胶种类不同,预热温度和时间也不同。
2.浸塑:将预热的模具浸入到塑溶胶中,一般浸入速度≤10mm/s,模具提升速度≤5mm/s。浸塑时间根据模具体积大小和产品厚度来设定,一般控制在1~60s。
3.塑化:将已经浸塑的模具送入烤箱中,对模具及其附着的塑溶胶加热,目的是使塑溶胶塑化成型,塑化温度和时间根据模具材质、体积大小以及产品硬度、厚度来设定。一般塑化温度为200~350℃,塑化时间10 ~90s。
4.冷却:塑化完成的模具离开烤箱,降低温度使成型品进入常温状态,冷却方式包括水冷和风冷。
5.脱模:将附着在模具上的成型品脱离模具。脱模方式通常使用压缩空气吹脱。
6.后加工:针对有需要的产品增加的工序,比如端子绝缘护套需要切尾,连接器的防护帽则不需要。
7.包装。8.出货。
2.3 液体浸塑设备的发展
液体浸塑设备主要包括烤箱、浸塑液槽、冷却装置、脱模装置、电气控制系统、浸塑模具以及模具输送系统,见下图4。
液体浸塑设备的发展历程如图3所示。

图3 液体浸塑设备的发展历程
方普的液体浸塑设备从纯手工操作到全自动操作大约经历了15年的时间。目前,全自动液体浸塑设备(见图5)实现了各工序连续化,大大提高了生产效率,以端子护套为例,日产量可达30万只/台;除此之外,人力成本也有很大程度的降低,由原来的1人1台机到现在的1人多台机;设备的自动化运行也使得产品的质量得到了很好的控制。今后液体浸塑设备会朝精细化、智能化方向发展。

图4 射频同轴连接器防护帽模具

图5 全自动液体浸塑设备
3 液体浸塑工艺的优劣势
许多连接器防护帽可以采用液体浸塑工艺,这是由于其具有自身的工艺特点,如下表1:
4 结论
本文详细叙述了液体浸塑工艺的特点,介绍了液体浸塑防护帽具有产品设计及制造周期短、制作工序简单、材料成本以及运行成本低的优势,是值得在该领域推广的一种技术。随着高分子材料技术和浸塑装备技术水平的不断提高,液体浸塑工艺将为实现连接器件的可靠连接提供更多、更好的产品。
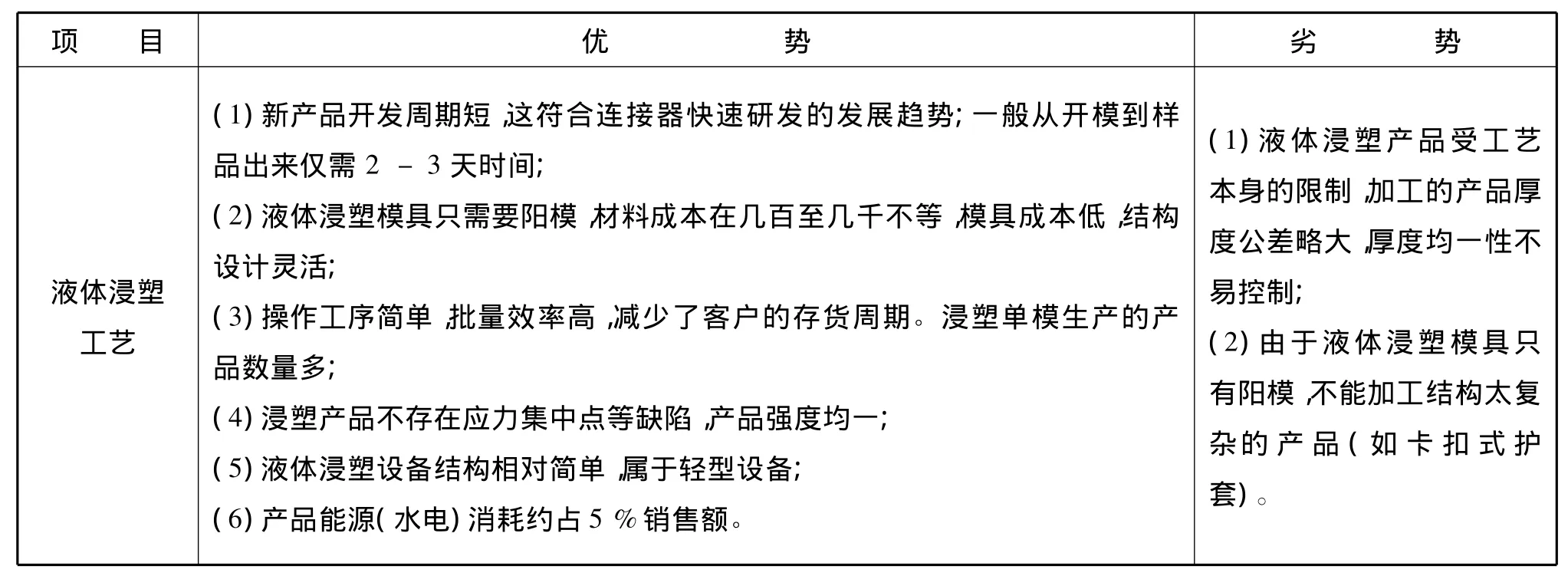
表1 液体浸塑工艺的优劣势
猜你喜欢
陶瓷学报(2020年3期)2020-10-27
中国塑料(2019年6期)2019-06-26
纤维复合材料(2018年4期)2018-04-28
制造技术与机床(2017年10期)2017-11-28
中国塑料(2017年2期)2017-05-17
中国机械工程(2017年4期)2017-03-09
中国塑料(2016年2期)2016-06-15
橡胶工业(2015年1期)2015-07-29
现代纺织技术(2015年2期)2015-02-28
应用化工(2014年11期)2014-08-16