
悬浮阴极电化学加工单出口形式下流场的FLUENT仿真分析
2015-02-23 09:09张小恒,庞桂兵,蔡晓,张利萍,赵秀君,郑剑平,王滨
大连工业大学学报 2015年1期
张 小 恒,庞 桂 兵,蔡 晓,张 利 萍,赵 秀 君,郑 剑 平,王 滨
(1.大连工业大学 机械工程与自动化学院,辽宁 大连 116034;2.中国原子能科学研究院反应堆工程设计研究所,北京 102413;3.大连豪森瑞德设备制造有限公司,辽宁 大连 116036)
0 引 言
精密回转件在国民经济中占有重要地位,从尖端技术到民用领域,精密回转件是众多产品不可或缺的组成部分[1-2]。电化学及其复合加工可以高效获得高表面质量,具有微观精确成型方面的优点,但在宏观成型方面,精密成型能力有限[3-4],电化学及其复合加工尽管已发展了数十年,获得高精密零件的研究鲜见报道。
电化学加工形成精度的主要机理是阴极精度向工件精度的复印,复印能力取决于阴阳极之间的间隙值,加工过程中,极间间隙的主要约束是电场、流场对电解液状态的影响[5-6]。由于脉冲电化学加工的出现,电化学加工的间隙条件获得了很好改善,可以在极小间隙条件下加工,国内外诸多学者在电化学小间隙加工特别是微细加工方面的研究取得了一系列有价值的成果[7-8]。然而,间隙的形成和控制却始终是电化学加工的难题之一。研究者在这方面进行了大量探索,CLIFTP 等[9]通过在极间加一个超声波发生器来控制和检测间隙的大小。王希等[10]运用小波变换、神经网络理论提出了基于电流、力信号的间隙测控方法。本文提出通过电解液液膜支撑阴极悬浮形成间隙,流量控制间隙的新构想。静压支撑技术已在静压轴承、静压导轨等方面得到了广泛应用,但在电化学加工条件下实现阴极悬浮,具有支撑介质、加工条件、技术参数相互制约等方面的特殊性,本文重点对阴极电解液出口形式、电解液流速对间隙流场的影响进行研究。采用计算流体力学软件FLUENT 对悬浮状态下的流场进行三维仿真分析,模拟流场内介质流动情况,分析相关因素对电解液承载能力的影响,进而揭示对间隙特性的影响规律。
1 分析方案确定
1.1 阴极设计方案
悬浮阴极电化学加工原理如图1所示。电解液经阴极出口进入阴阳极极间。电解液液膜产生支撑力使阴极悬浮,形成极间间隙。
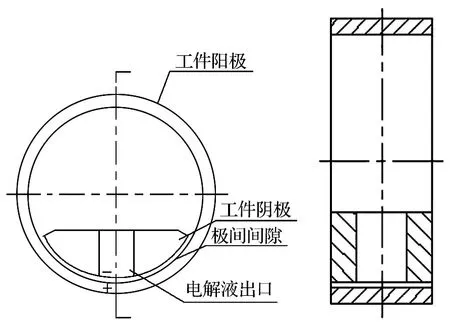
图1 悬浮阴极电化学加工工作原理图Fig.1 Principle of suspended cathode electrochemical machining
根据阴极向阳极的精度复印机理,阳极与阴极相对范围越大,阴极向阳极精度的复印能力越强,故所设计的阴极与阳极被加工区域相对部分取阳极表面的三分之一。电解液出口形式对流场具有重要影响,其他条件相同的情况下,不同出口形式的速度场和压力场有差别,另外也影响到电场分布。为保证分析条件的可比性,本文设计了出口面积相等的4种电化学加工中常用的电解液出口形状,如图2所示。

图2 阴极出口形式Fig.2 Form of the cathode outlet
其中,圆形出口直径D=10.1mm,面积S1=3.14(D/2)2=80 mm2;切向长方形出口长a=16mm,宽b=5mm,面积S2=ab=80mm2;轴向长方形出口宽a=5mm,长b=16mm,面积S3=ab=80 mm2;十字形出口长a=12 mm,宽b=4mm,面积S4=2ab-b2=80mm2。
1.2 分析条件确定
1.2.1 网格划分
在Gambit中对流场中的流体进行四面体网格划分,共得到9 986个节点、2 992个单元。
1.2.2 边界类型设置
网格划分后进行边界类型指定,将电解液入口端面网格设定为进口velocity-inlet类型,周边四个出口端面网格设定为出口outflow 类型,电解液液膜上端面设定为wall类型,为承载能力分析边,剩余面默认边界类型为wall,以圆形出口网格为例,设置后的边界类型及划分网格如图3所示。

图3 圆形出口边界类型及划分网格Fig.3 Type and mesh of the circle outlet
1.2.3 边界条件确定
将“1.2.2”中生成的3D 单精度网格文件导入到FLUENT 中进行模拟求解。检查网格并设定网格模型尺寸单位为mm;设置流体速度为18m/s,流场分布为稳态分布,处于湍流范围内,忽略空气的混入,认为流场内流体只有电解液,模拟过程在牛顿不可压缩、非定常下进行;设置流体属性为NaNO3,配比为15%,密度为2.26g/cm3;启动公式(1)所示的能量守恒方程。

式(1)左端及右端前两项积分分别表示单位时间内流过A1和A2截面流量所具有的总能量,忽略沿程能量损耗。式中,A1、A2分别代表入口通流截面和出口通流截面;dA1、dA2分别代表入口微小束截面和出口微小束截面;v1、v2分别为入口速度和出口速度;p1、p2分别为入口截面上的压强和出口截面上的压强;ρ为电解液密度;g为重力加速度。式(1)就是受重力作用的流体在阴阳极极间流动时的能量方程。
1.2.4 迭代过程设定
设置迭代间隔为1 个步长,迭代步数为100步,收敛精度为1×10-6,进行迭代,收敛过程如图4所示。其中continuity表示流动连续性的收敛精度,x-velocity表示速度沿x方向的收敛精度,y-velocity表示速度沿y方向的收敛精度,zvelocity表示速度沿z方向的收敛精度,k-epsilon表示设定的最小收敛精度。由图可见经过100迭代后各参数的收敛精度均小于设定的最小收敛精度,表明迭代过程收敛。
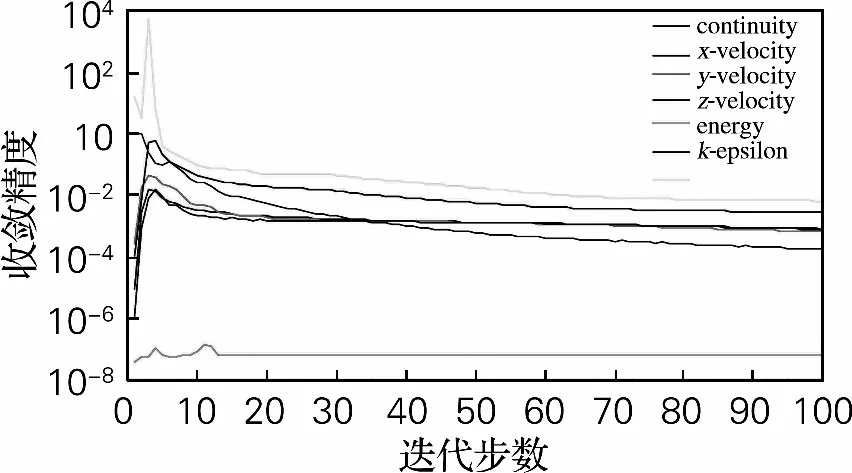
图4 迭代收敛曲线Fig.4 Iterative convergence curves
2 分析结果
2.1 流畅内压力场与速度场分析
模拟分析得到的4种出口形式下流体压力场等值线如图5所示,速度场等值线如图6所示。
图5中横坐标表示电解液流动分布,纵坐标表示压强分布。其中压强随着颜色由深到浅逐渐减弱,红色表示压强最强,蓝色表示压强最弱。
图6中横坐标表示电解液流动分布,纵坐标表示速度分布。其中速度场规律与压力场相似,速度随着颜色由深到浅逐渐减小,红色表示速度最大,蓝色表示速度最小。

图5 不同出口形式的压力场分布Fig.5 Pressure field distribution with different outlet
由图5、图6 得到4种出口形式下压力场和速度场的最大、最小和平均值如表1和表2所示。

图6 不同出口形式的速度场分布Fig.6 Velocity field distribution with different outlet
采用式(2)表示压强分布的均衡度。

式中:z表示压强分布的均衡度,pX为平均压强,pa为压强差。计算得到圆形出口压强均衡度为0.11,切向长方形出口压强均衡度为0.16,周向长方形出口压强均衡度为0.19,十字形出口压强均衡度为0.14。表明流场内压强均衡度由圆形、十字形、切向长方形到轴向长方形依次减弱。

表1 4种出口形式下流场内压力场特征数值表Tab.1 The feature of pressure field with four kinds of outlet

表2 4种出口形式下流场内速度场特征数值表Tab.2 The feature of velocity field with four kinds of outlet
采用式(3)表示速度流动的均衡度。

式中:Y表示速度分布的均衡度,vX为平均速度,va为速度差。计算得到圆形出口速度均衡度为0.33,切向长方形出口速度均衡度为0.49,轴向长方形出口速度均衡度为0.45,十字形出口速度均衡度为0.39。表明流场内速度均衡度由圆形、十字形、切向方形到轴向长方形依次降低,速度场分布规律与压力场相似。
2.2 出口形式对间隙特性影响的对比分析
分析图5、图6、表1和表2的数据,得到不同电解液出口形式对间隙流场中液膜承载能力的影响规律,如表3所示。

表3 4种出口形式下的流场特性Tab.3 The feature of flow field with four kinds of outlet
由表3可知,4 种出口形式条件下流体在阴阳极极间的压力场和速度场特性不同,说明不同出口形式条件下电解液液膜对阴极的承载能力有较大差异。圆形出口条件下压力沿圆心向四周均衡分布,流体向四周均衡流动;十字形出口条件下压力沿出口边向四周均衡分布,流体向四周均衡流动;切向长方形出口和轴向长方形出口条件下压力沿出口边向四周分布不均衡,流体向四周不均衡流动,在局部有紊流倾向。
2.3 不同出口条件的流速变化对承载能力的影响
以有利于形成稳定间隙的圆形出口形式和十字形出口形式为例,分析流速变化对间隙流场中电解液液膜承载能力的影响。取11、12、13、14、15、16、17、18、19、20m/s 10组变量进行分析,得到的结果如图7所示。由图7可知,当流速按同比例增长时,圆形出口形式流场中液膜承载能力增高趋势相对缓慢,承载能力相对弱;而十字形出口形式流场中液膜承载能力随流速增大显著增强,承载能力强,更加有利于形成稳定间隙。

图7 流速对液膜承载能力的影响Fig.7 The influence of velocity on the bearing capacity of the liquid
3 结 论
(1)悬浮阴极出口形式对极间电解液的流动有影响,采用圆形和十字形出口形式时,电解液流动均衡,流场中液膜承载能力分布均衡;采用切长长方形和轴向长方形出口形式时电解液流动不均衡,有出现紊流的倾向,流场中液膜承载能力分布不均衡。
(2)流速对电解液液膜的承载能力也有影响,采用十字形出口形式时,流场中液膜承载能力强,且随流速增大显著增强,更加有利于形成稳定间隙。
[1]李圣怡.超精密加工技术与机床的新进展[J].航空精密制造技术,2009,45(2):26-28.
[2]袁哲俊,王先逵,袁巨龙.精密和超精密加工技术[M].北京:机械工业出版社,2007:65-78.
[3]TOMA Y K,AKIRA,SUZUKI,et al.Surface roughness evaluation of electrochemical mechanical polishing(ECMP)[C]//Advanced Metallization Conference 2005.Cambridge:Cambridge University Press,2006:565-570.
[4]明平美,朱荻,徐正杨.电解研磨扩孔新技术研究[J].电加工与模具,2004(5):52-55.
[5]RAJURKAR K P,WEI B,SCHACKER C L.Monitoring and control of electrochemical machining[J].Journal of Manufacturing Science and Engineering,1993,115(2):216-223.
[6]WEI B,RAJURKAR K P.Identification of inter electrode gap sizes in pulse electrochemical machining[J].Journal of the Electrochemical Society,1997,144(11):3913-3919.
[7]王建业,徐家文.电解加工原理及应用[M].北京:国防工业出版社,2001:110-124.
[8]何伟,张之敬,张卫民.超高频群脉冲电化学加工中脉冲对极间间隙和流场的影响[J].北京理工大学学报,2007,27(7):1001-1006.
[9]CLIFTP D,MOUNT A R,ALDER G M.Ultrasonic measurement of the inter-electrode gap in electrochemical[J].International Journal of Machine Toll and Manufacture,2002,42(11):1259-1267.
[10]王希.电解加工间隙智能监控方法研究[D].南京:南京航空航天大学,2006:19-25.
猜你喜欢
有色设备(2022年2期)2022-08-06
军民两用技术与产品(2021年10期)2021-03-16
山东冶金(2019年5期)2019-11-16
电子制作(2018年12期)2018-08-01
海洋信息技术与应用(2017年2期)2017-06-21
电源技术(2016年9期)2016-02-27
中国资源综合利用(2016年7期)2016-02-03
汽车实用技术(2015年8期)2015-12-26
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
