铰刀切削直径测量误差分析
2015-02-19 07:47:04中航工业南方航空工业有限公司湖南株洲412002钟如钢徐改弟
金属加工(冷加工) 2015年11期
■中航工业南方航空工业有限公司 (湖南株洲 412002) 黄 倩 盛 波 钟如钢 徐改弟
铰刀切削直径测量误差分析
■中航工业南方航空工业有限公司 (湖南株洲 412002) 黄 倩 盛 波 钟如钢 徐改弟
摘要:分析圆柱刃上测量铰刀直径存在误差的影响因素,介绍铰刀刀齿加工与测量方法,提出准确测量铰刀切削直径的思路与方法。
铰刀是一种对孔进行半精加工及精加工的切削工具,切削余量很小,其切削过程实际上是切削与挤刮的联合作用,直径方向的公差带一般都很小。铰刀制造完成后,判定铰刀的切削直径是否在合格尺寸范围内的问题值得探讨。
1. 圆柱刃上测量铰刀直径存在误差的影响因素
铰刀是用来保证孔径孔壁的表面质量的,它不能保证孔的位置度,而铰刀圆柱刃的作用是使铰刀在工作时,挤压孔壁并引导及校准已加工的孔径,保证孔径及表面质量,基本上没有切削作用。其圆柱刃尺寸f(见图1)一般都控制在0.15~0.25mm,当圆柱刃窄了,挤压作用不明显;宽了,转矩过大,有啃刀及振动的危险,反而降低了挤压和熨平的作用。那么在0.15mm左右的圆弧面上准确地测量出其真实的工作直径时,就会有一种潜在的误差存在(见图2):在两个同心圆(大圆与小圆)中最长的直线是直径,除了直径以外,圆周上任意两点的距离都是弦长,而任何弦长都短于直径,即AA0<BB0、 CC0<BB0、A1A2<B1B2以及C1C2<B1B2。
我们测量铰刀直径大小时,一般用的是百分尺或千分尺,测量的结果应当是如果两刃的连线通过了铰刀的轴心,则测到的是直径;如果两刃的连线不通过轴心,则测得两刃距离只能是弦长,而不是铰刀的工作直径。
假设圆分别为φ2 0 m m、φ10mm和φ5mm,当弦线(两刃的连线)偏离轴线(直径)的距离不等时,所测得两刃尺寸与铰刀的工作直径相比有多大变化如附表所示。
从附表中可见,当偏心距一样时,铰刀的直径越大,测得的两刃距离与铰刀直径的误差越小;铰刀直径越小,测得的两刃距离与铰刀直径的误差越大。

图1

图2
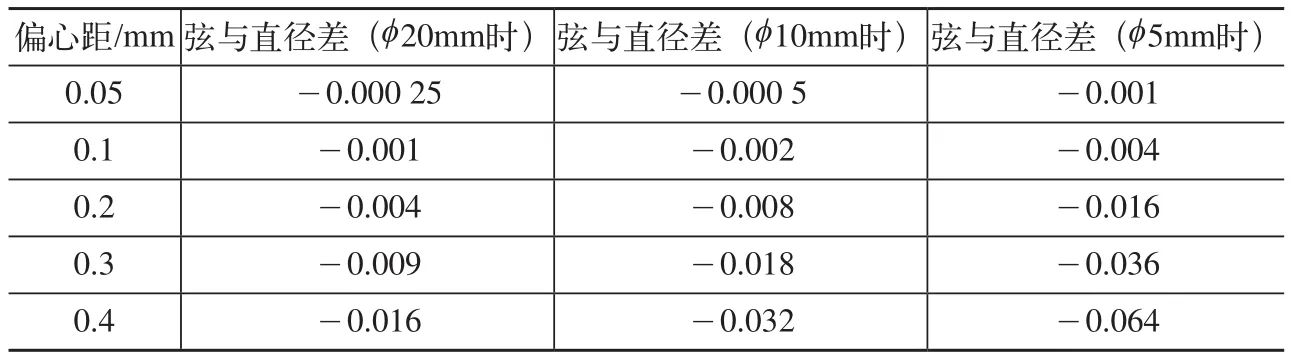
两刃距离与铰刀直径的误差表
2. 铰刀刀齿加工与测量
一般铰刀的刀齿由铣工在分度头上分度铣出,也有小铰刀由刀具磨在分齿盘上等分磨出、分度。即铣工在对刀时,没在铰刀的中心线上,也只改变了刀齿的前角大小,而不改变等分的均匀度,也就是说对铰刀两刃直径的测量影响不大。但是分度
头安装铰刀的跳动或分度头的校正跳动不对、变化大,则铣出的齿就不是等分齿,两齿之间的连线不通过铰刀轴线,无论如何,测量出来的尺寸就不会是直径而是弦长。另外一种情况是刀具磨在磨刀齿前刀面时,磨削余量不一致,影响了刀齿的均布,也造成了测量误差。如果刀齿在铰刀的端面,一般从端面目测时就会发现问题;如果刀齿在铰刀的中间,有前引导挡住了,就无法准确地目测到铣工分度头的跳动误差,刀具磨削切削刃前刀面的不均等误差影响就大一些。但在刀具不作圆柱刃小后角时(此时圆柱刃的圆柱度一般在0.8~1.2mm之间),铰刀的真实直径可以准确测量到,只要注意就可以解决。
3. 解决方法和思路
(1)用千分尺测量两刃尺寸比图示标注尺寸公差若有微量减小时,不一定是铰刀的工作直径超差,先进行校正,再测量判断。
(2)当测得的两刃之间的尺寸比图示标注的尺寸公差要大,那一定是铰刀直径大了,要返修,因为任何弦长都不会比直径大。
(3)如果铰刀有4刃或6刃,其中有一对刃在合格尺寸范围内,而其余几对刃尺寸偏小,不一定是铰刀不合格,一定要在偏摆仪上找跳动,如果几刃的跳动合格,那此铰刀一定是合格品。如果跳动不合格,那才有可能是把刀齿磨低了,也有可能是铰刀弯曲变形了。
(4)一般而言,在φ20mm以内的铰刀,刀齿用千分尺测得的误差在0~0.025mm之间都要进一步推测,分析原因,不要轻易判定铰刀不合格。
(5)铣刀开齿和刀具磨开齿,对刀不在工件的中心上,只会影响刀齿的前角大小,对直径测量的影响不会太大(对对应的等分齿而言)。
(6)小铰刀刀齿的偏心对直径的测量影响较大,要特别注意排除原因,以免误判。
(7)在与零件相同材料和热处理状态下的试料上试用,对所铰的孔进行测量,根据测量结果与要求的尺寸进行比较,是否在合格的范围内。
收稿日期:(20150323)
猜你喜欢
船舶职业教育(2023年6期)2023-12-02 14:54:44
学生天地(2020年17期)2020-08-25 09:28:48
农村青少年科学探究(2020年4期)2020-06-24 11:35:52
机械设计与制造工程(2020年3期)2020-04-27 05:46:38
红领巾·探索(2018年11期)2018-12-10 01:43:30
中国港湾建设(2017年11期)2017-12-19 12:27:10
汽车与驾驶维修(维修版)(2017年8期)2017-09-26 03:17:00
太空探索(2014年3期)2014-07-10 14:59:39
机械工程师(2014年2期)2014-04-21 06:49:28
机床与液压(2014年10期)2014-03-07 09:43:06