
食品企业不锈钢设备钝化工艺概述
2015-02-15 03:03北京安洁康生物科技有限公司任河山
中国洗涤用品工业 2015年1期
北京安洁康生物科技有限公司 任河山
食品企业不锈钢设备钝化工艺概述
北京安洁康生物科技有限公司 任河山

不锈钢具有良好的耐腐蚀性能,广泛应用于食品饮料企业。不锈钢的耐腐蚀主要依靠表面钝化膜,如果钝化膜不完整或有缺陷,不锈钢仍会被腐蚀。在设备加工完毕后,通常进行钝化处理,使不锈钢的耐蚀潜力发挥得更大。本文根据有关生产实践,概述不锈钢的钝化工艺。
不锈钢钝化;食品
1. 概述
目前,食品饮料行业广泛采用不锈钢材质的设备,具体型号以304、316等奥氏体不锈钢为主。常见设备有发酵罐、储存罐、UHT、无菌冷灌装线等。
金属经氧化性介质处理,在其表面生成均匀致密的氧化膜,并使腐蚀速度比未处理前有显著下降的现象称金属的化学钝化。钝化机理可以用薄膜理论解释为:钝化是由于金属与氧化性介质发生电化学反应,在金属表面上生成一层薄而致密、覆盖性良好、附着力强的氧化物膜层,即钝化膜。钝化膜独立存在,通常是氧和金属的化合物,主要成分为CrO3、FeO与NiO,它是不锈钢防腐蚀的基本屏障,是腐蚀介质扩散的阻挡层,而并不是把金属与腐蚀介质完全隔开,钝化膜具有动态特征,通常在有还原剂(如氯离子)情况下倾
向于破坏膜,而在氧化剂(如空气)存在时能保持或修复膜。
不锈钢设备在交付使用过程中,内表面通常附有铁化物,如果这些铁化物没有被除去,将会导致生锈和形成死角。同时,设备内表面通常会附有一层油垢,难以去除。
鉴于以上几个方面的原因,设备必须全部使用特殊配方的化学品来处理。酸洗钝化剂有硝酸型(单一硝酸型、硝酸/铬酸盐型、硝酸/氢氟酸型、王水型),非硝酸型(铬酸或重铬酸盐型、硫酸型、双氧水型、碱液型)等[1]。针对卫生级不锈钢,国内食品企业多采用单一硝酸法进行钝化。
钝化的目的有以下两点:
(1) 防止管道无机油、铁屑、氧化皮、灰尘等可能对前期生产产品造成污染
矿物油难溶解于碱性和酸性的清洗剂中。所有的油垢必须提前彻底地经过钝化处理被除去。
(2) 延长不锈钢罐及管道的使用寿命,增强钢体的防锈、抗腐蚀功能
2. 钝化工艺流程
2.1 钝化前的预处理
(1) 用水测试设备运作正常,管路、罐体等无泄漏,才进行酸洗、钝化预处理。
(2) 相关人员要使用必须的用具和劳动防护用品,制定安全防范措施。
(3) 与工厂人员确认,被钝化物体的密封件、仪表和传感器等是否能承受高浓度的酸碱。
(4) 全面检查被钝化的罐体、管道(含CIP清洗球等)没有垃圾或其他物料堵塞,避免降低钝化效果。
2.2 钝化程序
主要分为预冲洗、去油及钝化三部分工序,其工艺流程为:水冲洗→除油→水冲洗→酸洗钝化→水洗→钝化膜检验→干燥(见表1)。表1为一种钝化清洗工艺,相关浓度、时间及温度可根据实际情况进行调整。
(1) 预冲洗
去除管道的焊点粉末、染剂粉等。
(2) 除油
油性的设备表面不能被钝化,是因为油会阻止酸和氧接触到金属表面。碱清洗的目的是对设备进行预处理使油垢溶解游离。使用高去油能力的表
面活性剂去除无机油、污渍。如果设备表面挂有水珠则说明仍然有油存在。反之,则说明油垢已经溶解游离。
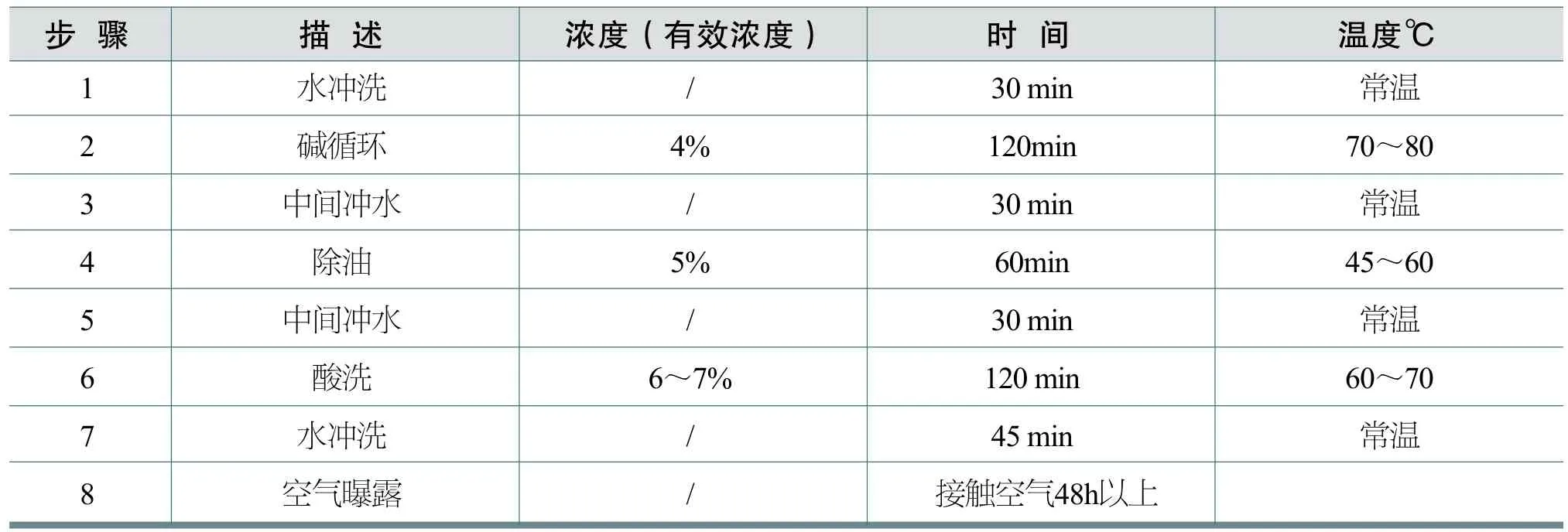
表1 钝化工艺流程
(3) 酸洗钝化
使用浓缩的混合酸,清除不锈钢表面所有的金属污染物及加热和焊接过程中产生的金属离子。
2.3 钝化工艺注意事项
(1) 除油工序一定要到位,否则将影响后续的酸洗钝化效果。
(2) 注意人员安全及相关设备安全
对碳钢或其它材质的零部件应采取有效的保护措施,对被酸洗产品上的碳钢件应尽可能卸掉,如不能拆卸的需采用涂防护油漆或封橡胶泥的方法,尽量避免钝化液与碳钢部件接触防止遭受腐蚀。
3. 钝化效果评价方法
钝化效果的评价首先可以采用外观观察法,设备钝化表面应是清洁的金属本色,无锈点、斑坑或发毛,允许有轻微变色,零件不能损坏。
其次,可以采用表面接触试验。目前,钝化效果的检测行业内多采用硫酸铜滴定法、硝酸铁氰化钾滴定法,目前的电极曲线法是较新检测钝化效果的方法。例如常用的“蓝点法”:用1克铁氰化钾K3[Fe(CN6)]加3毫升(65%~85%)硝酸HNO3和100毫升水配制成溶液(宜现用现配)。然后用滤纸浸渍溶液后,贴附于待测表面或直接将溶液涂、滴于待测表面,30秒内观察表面显现蓝点情况,有蓝点为不合格。
4. 总结
耐蚀性是不锈钢最为重要的特殊性能,经酸洗钝化处理后的不锈钢的耐蚀性将大大提升。采用正确合理的酸洗钝化工艺至关重要。
另外,钝化只是提供一个良好的耐蚀条件,要想使不锈钢的钝态保持长期稳定,使用也是一个重要环节。只有保持零件表面的清洁,才能充分发挥不锈钢的耐蚀特点。
[1] 周金保. 不锈钢钝化工艺的发展.电镀与涂饰,1995(03)

猜你喜欢
山东冶金(2022年2期)2022-08-08
山东冶金(2022年2期)2022-08-08
趣味(数学)(2022年3期)2022-06-02
一重技术(2021年5期)2022-01-18
小哥白尼(军事科学)(2021年12期)2021-03-29
中学生数理化·高一版(2020年11期)2020-12-14
中学化学(2019年2期)2019-07-08
中国金属通报(2019年3期)2019-05-24
制造技术与机床(2017年8期)2017-11-27
表面工程与再制造(2014年2期)2014-02-27
