
宏程序在数控车床编程中的应用
2015-01-23 06:07朱学文
产业与科技论坛 2015年9期
□ 朱学文
随着数控技术以及CAD/CAM软件的迅速发展,自动编程的应用越来越广泛,自动编程逐渐取代了手工编程。手工编程特别是宏程序在有些领域是不可或缺的编程手段。手工编程有着自己的优势:一是手工编程效率高于自动编程;二是编程方式比较简单,很容易掌握,适应性较大;三是程序直观,易于实现。编制简洁合理的数控宏程序,有着重要的实际意义,既能提高编程加工效率,又能解决自动编程在生产实际中存在的不足和无法解决的难题。宏程序比自动编程所生成的程序具有的灵活性和智能性的优点,对于一般曲面的编程来说,使用自动编程都有造型工作量大、程序长、不易修改等缺点,任何一个加工参数发生变化,自动编程也要根据变化重新生成刀具轨迹或程序,是个比较麻烦的过程。而宏程序则注重把机床功能参数与编程语言结合,而且灵活的参数设置也使机床具有最佳的工作性能,同时也给予操作人员极大的调整空间。本文通过典型零件的宏程序编程实例,解读宏程序在数控车床编程中的应用方法。
一、宏程序应用实例一:非圆曲线的编程加工
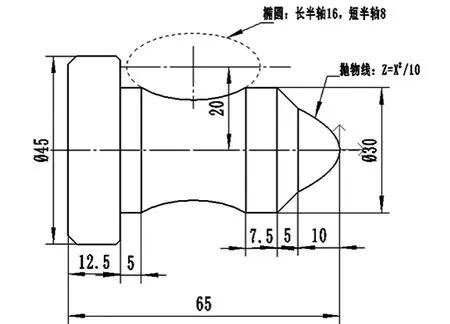
图1
如图1所示零件。从图样中可以看出:编制此程序的关键是刀具运动轨迹的计算,系统没有提供非圆曲线轮廓的插补功能,加工只能采用直线或圆弧逼近方式来近似加工曲线,这时就要用数控系统所提供的宏程序来解决的问题。宏程序就是在程序中采用变量赋值,结合各种运算、函数关系表达式,并辅以循环语句、条件(分支)语句、跳转语句等来编写数控程序。简单地说,宏程序就是具有计算能力和决策能力的数控程序。它在形式上类似于计算机高级编程语言,功能强大,逻辑性强,易于理解掌握。
程序的编制:程序以FAUNC0i-TC系统的格式编写(下同)。
(一)节点计算说明。由图及曲线方程Z=-X2/10可知:Z=-10,X=10(半径值)坐标值为(20,-10)。
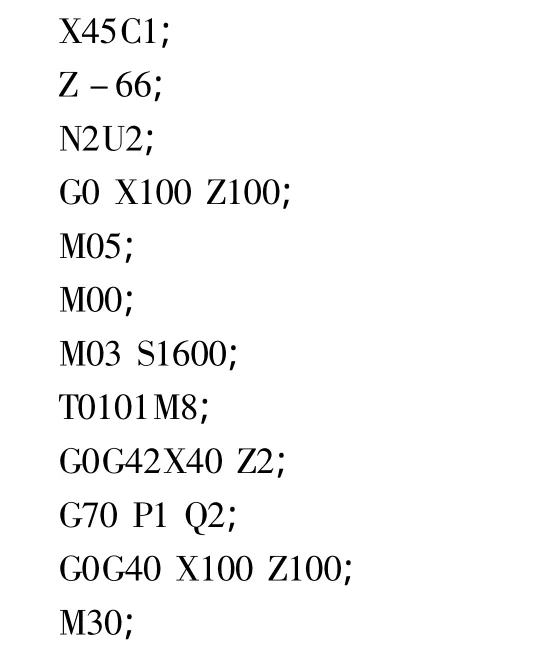
(二)用车削循环指令G73编程。加工程序如下:
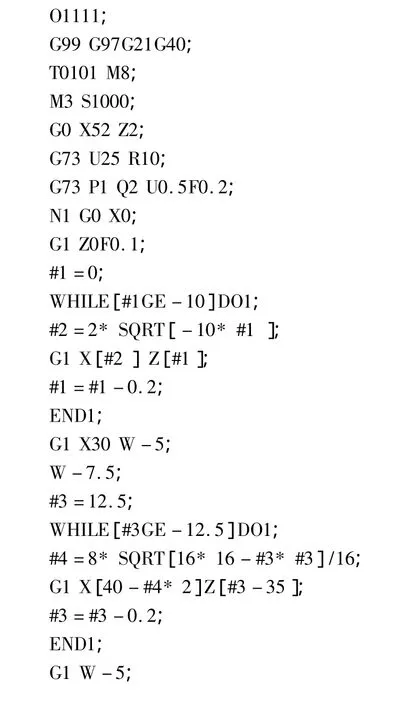
可以看出,宏指令编程时数控系统不仅控制轴的运动,而且具有强大的数据计算和处理功能。宏指令编程是给出数学公式和逻辑算法,建立数学模型,由数控系统来即时计算节点坐标,控制轴的运动,“逼近”轮廓形状,完成加工。编制宏程序时,第一,要建立准确的数学模型和逻辑关系;第二,要列出参数方程,并正确给予变量赋值;第三,写出循环、条件等语句,设定循环变量。
二、宏程序编程实例二:异形螺纹的编程加工如下
图2/3所示。
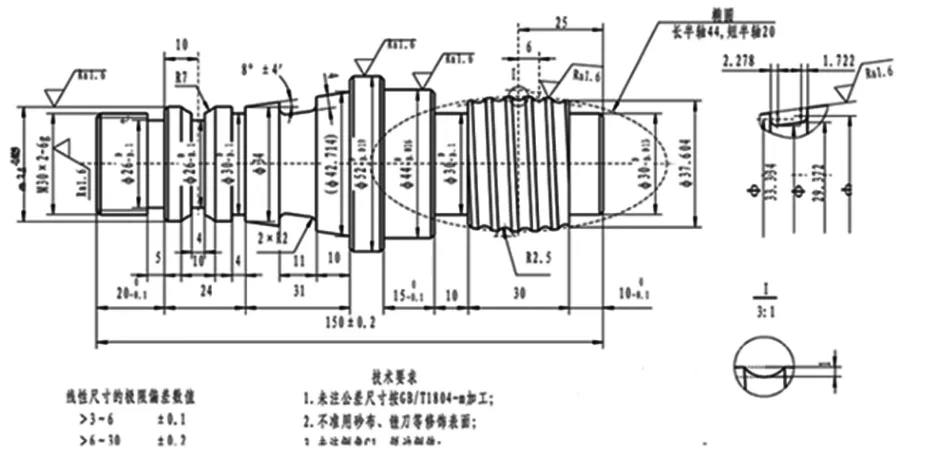
图2 2012河北省数控大赛数控车试题
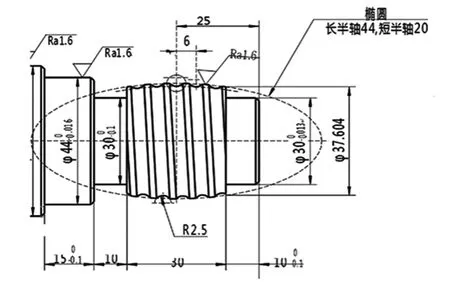
图3 椭圆螺纹加工部分
(一)编程思路。全国职业院校技能大赛和全国数控大赛连续举办,其难度逐年增加,在近年的各级比赛中异形螺纹等特殊应用的加工已成为比赛中的热点和难点。其例难点还在于比赛时没有直接提供与圆弧相等的车刀,因此加工程序稍加复杂。椭圆面上圆弧螺纹,顾名思义:刀具既要按照小圆弧运动,又要按椭圆的规律车螺纹。用宏程序编程,首先要先找出圆弧圆心与椭圆的关系,再找出小圆弧上的某点与椭圆的关系,最后写出逻辑关系,用宏去解决问题。
(二)小圆弧圆心坐标的确定。要使椭圆螺纹的形状正确,那么每个小圆弧的圆心连线就要与椭圆的素线平行;考虑到加工螺纹时的升、降速影响,分别将起刀点、退刀点向前、后偏移一定的距离,保证螺距的正确以及不会出现进刀过切或碰撞。第一个小圆的圆心在工件坐标系的坐标(起刀点)需画图查询。
(三)按椭圆车螺纹。同一起始角下,刀具从第一个小圆弧上的某一点到最后一个小圆弧上的某一点时,小圆弧的圆心坐标随着椭圆的变化而变化,即得到椭圆螺纹。
(四)参考程序。加工程序如下:
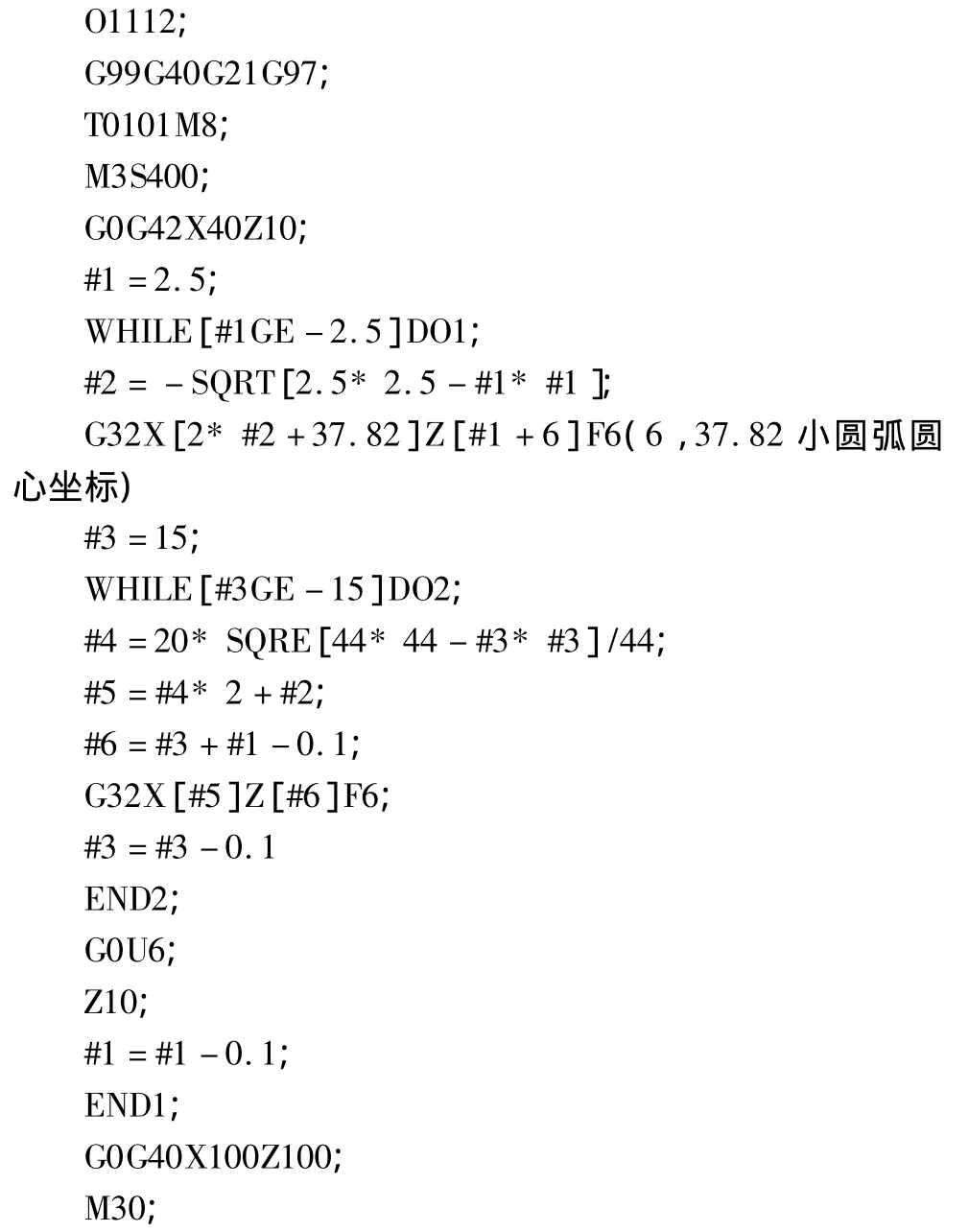
以上分析了椭圆面上圆弧螺纹的编程方法,其要点是分析加工方法的思路及宏程序的嵌套。像椭圆螺纹这样的特殊的应用,即使采用计算机软件编程也不一定能解决,而宏程序就可以发挥它的优势。这种方法可以延伸到其它类型的异形螺纹的编程。
三、结语
综上所述,宏程序在数控车削编程中,一是可编制各种曲线及复杂轮廓的零件加工程序,如果运用模块化的思想,只需要根据零件几何信息,建立不同的数学模型,设计相应的模块加工程序,应用时只需到相应模块程序调用即可;二是可以解决某些特殊的应用以及自动编程难以解决的问题,如:异形螺纹等,扩大数控车床的加工工艺范围。
[1]陈海舟.数控铣削加工宏程序及应用实例[M].北京:机械工业出版社,2011,第2版
[2]S.K.Sinha著;罗学科等译.FANUC数控宏程序编程技术[M].北京:科学出版社,2011
[3]孙德茂.数控车床直接编程技术[M].北京:机械工业出版社,2008
[4]孔庆涛.2012中职师资国培班数控车讲义,2012
猜你喜欢
建材发展导向(2022年4期)2022-03-16
智能制造(2021年4期)2021-11-04
科学技术创新(2020年6期)2020-04-18
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2015年10期)2015-04-09
装备机械(2015年1期)2015-02-28
