
10Cr-Co3-W2-MoNiVNbNB耐热钢焊接性研究
2015-01-13 03:17:02赵鹏飞舒学芳匡清华钟杰谭小平王大勇毛桂军
东方汽轮机 2015年4期
赵鹏飞,舒学芳,匡清华,钟杰,谭小平,王大勇,毛桂军
(东方汽轮机有限公司,四川德阳,618000)
10Cr-Co3-W2-MoNiVNbNB耐热钢焊接性研究
赵鹏飞,舒学芳,匡清华,钟杰,谭小平,王大勇,毛桂军
(东方汽轮机有限公司,四川德阳,618000)
文章通过斜Y试验和插销试验研究了超超临界汽轮机组用10Cr-Co3-W2-MoNiVNbNB耐热钢的焊接性。结果表明该耐热钢焊前需预热,焊材不同,预热要求也不同。
10Cr-Co3-W2-MoNiVNbNB,耐热钢,焊接性,斜Y试验,插销试验
0 引言
随着能源危机和环境污染的加剧,火力发电行业目前面临着很大的压力,为满足严格的环保要求,高效率的超超临界(Ultra-supercritical,USC)发电技术在众多的洁净煤发电技术中脱颖而出,得到了广泛应用。这也使得超超临界发电机组用耐热钢的研究和使用发展迅速,尤其是Cr含量为9%~12%的铁素体耐热钢,以其优异的耐高温蠕变、耐高温氧化及抗疲劳性能被广泛进行研究[1-3]。
10Cr-Co3-W2-MoNiVNbNB(下用Co3W2代替)是一种新型的铁素体耐热钢,主要应用于USC汽轮机组高温动、静叶,高温螺栓等部件。Co3W2耐热钢在T92耐热钢的基础上,继续优化C、Nb、V等元素,通过添加N元素,使用W元素代替部分Mo元素,并添加3%左右的Co元素,提高其耐高温蠕变性能。国内外学者对9%~12% Cr耐热钢的焊接及其接头的蠕变性能进行了大量研究[4-8],结果表明此类耐热钢冷裂纹倾向明显,焊前多需预热,且必须选择与母材匹配的焊材,而Co3W2耐热钢作为新型材料,没有与其强度或化学成分匹配的焊材,因此需对其焊接性进行研究,选择合适的焊材及焊接工艺,为其在工程中应用提供理论依据。
本试验研究针对Co3W2耐热钢,就其不同焊材选择,进行了斜Y型坡口裂纹试验和插销试验研究,获得了较完整的焊接性试验数据,从而为确定该材料的焊接冷裂纹敏感性、焊前预热温度及后续工艺评定试验提供了技术基础。
1 试验材料
1.1 试验材料
Co3W2耐热钢的使用状态为调质(淬火+高温回火)态,其显微组织为均匀回火马氏体。试验件采用圆钢锻造而成,试件锻造后,进行1 100℃油淬+710℃高温回火处理,其化学成分及力学性能分别见表1、表2和表3。
1.2 试验焊材
Co3W2耐热钢强度高、成分复杂,没有与其强度或成分相匹配的商用焊材,SHAJU K. ALVERT等使用Ni基焊材(INCONEL 82,即AWS ERNiCr-3)研究了不同B元素含量时的焊接接头的性能[8],因此,本试验以低强度匹配为原则,分别选择了METRODE公司的CHROMET 9MV-N、CHROMET 92、CHROMET 10MW、AWS ENi-CrFe-1焊材,进行了试验研究,各焊材的室温力学性能指标见表4。

表1 Co3W2耐热钢化学成分wt%

表2 Co3W2耐热钢室温力学性能

表3 Co3W2耐热钢高温力学性能

表4 各焊材力学性能指标
2 试验结果及分析
2.1 焊材试验
按照各焊材供应商推荐参数进行熔敷金属焊接试验,各焊材熔敷金属的室温力学性能如表5所示。
由于Co3W2耐热钢有高温短时持久性能要求,对熔敷金属按照母材要求进行了短时持久性能试验,试验结果如表6所示。
可以看出,按照Co3W2耐热钢短时持久性能要求,所选择的的焊材均不满足,各焊材在650℃/245 MPa的条件下,几乎没有发生蠕变,直接脆性断裂。
因此,参照产品中另一种与Co3W2耐热钢对接焊材料的高温短时持久性能参数585℃/196 MPa和625℃/147 MPa,再次进行了试验,结果如表7所示。

表5 各焊材熔敷金属室温力学性能
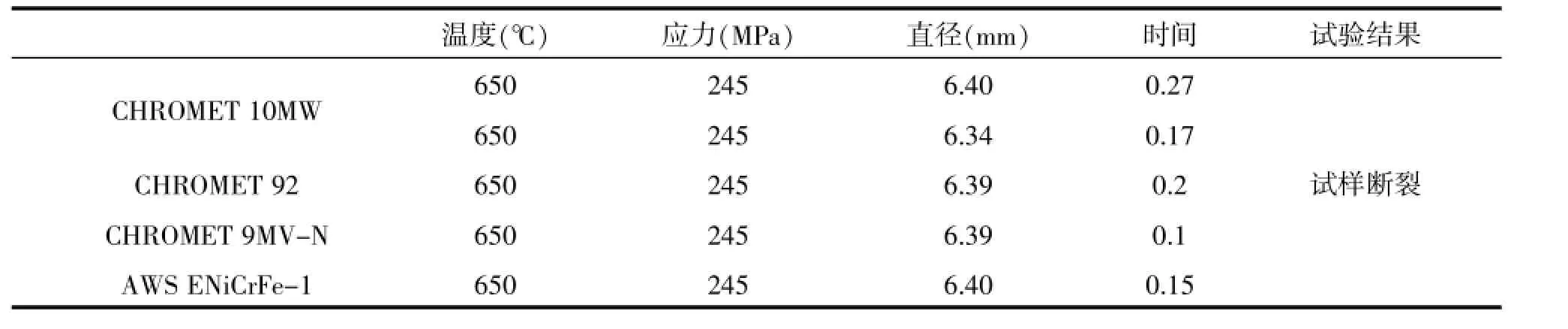
表6 各焊材熔敷金属高温短时持久性能
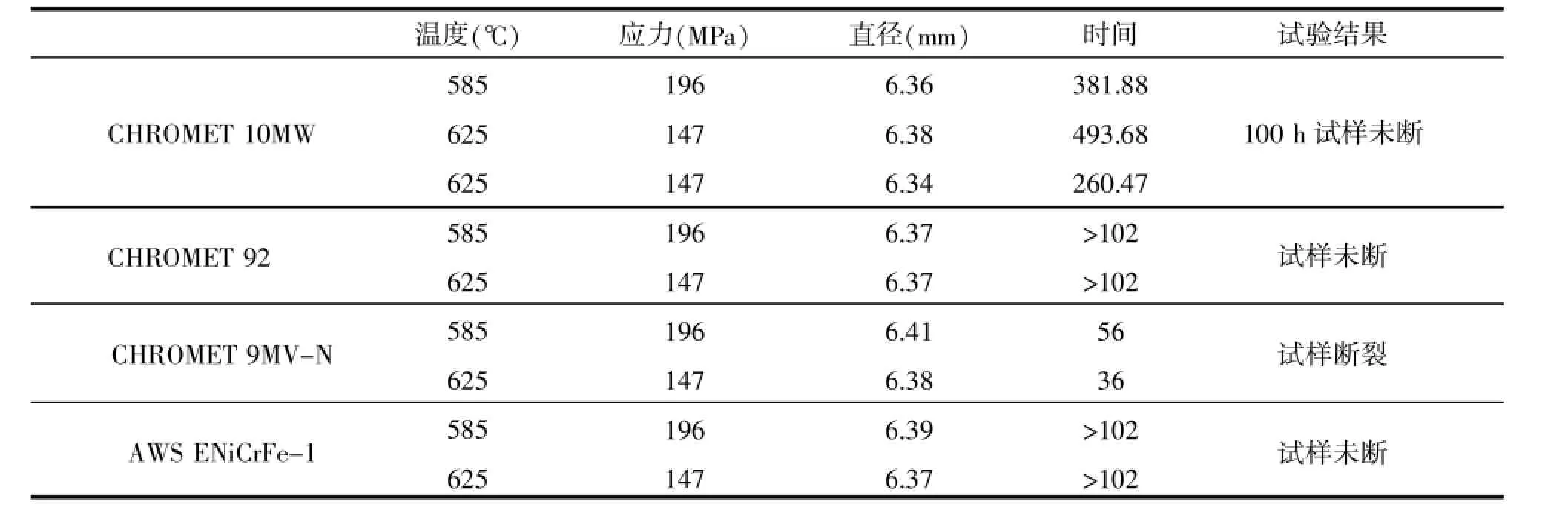
表7 各焊材熔敷金属高温短时持久性能
可以看出降低试验条件后,CHROMET 10 MW、CHROMET 92、AWS ENiCrFe-1焊材熔敷金属高温短时持久性能满足要求,CHROMET 9MVN焊材不满足要求。由于CHROEMT 92焊材使用过程中,操作者反馈该焊材实际操作性较差,因此仅针对CHROMET 10MW和AWS ENiCrFe-1焊材继续进行后续抗裂性试验研究。
2.2 斜Y型坡口抗裂试验
采用斜Y型坡口焊接裂纹试验,对Co3W2耐热钢的焊接裂纹敏感性进行了评估。试验参照国标《斜Y型坡口焊接裂纹试验方法》规定进行。试件在锻件毛坯上采用锯削方式进行取样,然后采用机械加工方式进行坡口加工,试样形状及尺寸如图1所示。
2.2.1 试验条件
在室温(20℃)、预热100℃、150℃、200℃、250℃、300℃几种情况下进行斜Y试验,试样加热方式为电炉加热,保温棉包裹缓冷至试验温度后进行焊接。拘束焊缝采用AWS E5015焊材,规格为Φ4.0。试验焊缝采用CHROMET 10 MW和AWS ENiCrFe-1焊条,规格均为Φ4.0,焊接方法为手工电弧焊。
2.2.2 试验结果及分析
试件焊接完成后,冷却至室温,48 h后,对试件进行表面渗透检验(PT),并对试件焊缝进行解剖,试验结果如表8所示。

图1 斜Y试验试样形状及尺寸
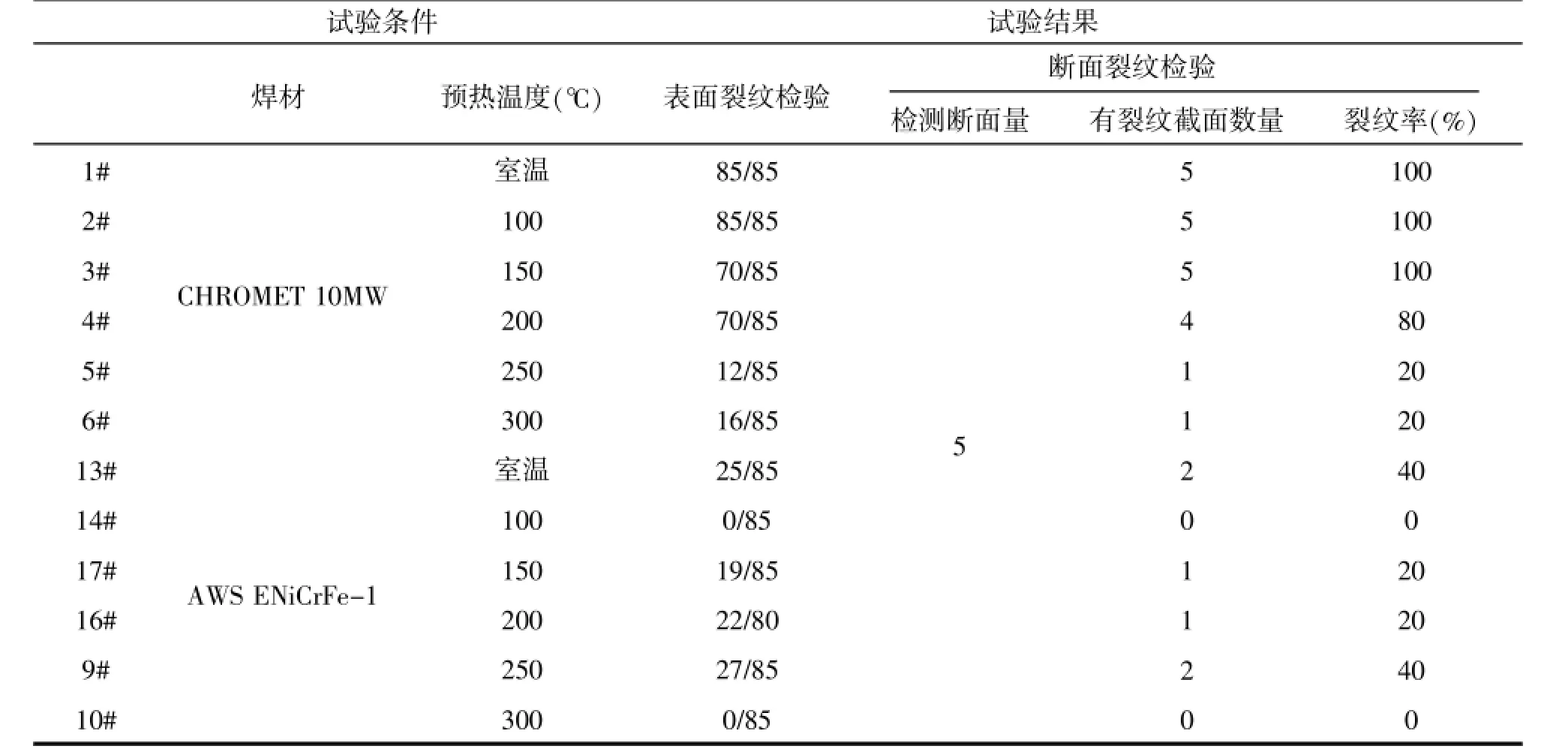
表8 试件表面检验接解剖裂纹检测结果
试验结果分析:
(1)Co3W2耐热钢有很强的冷裂纹倾向,采用CHROMET 10MW和AWS ENiCrFe-1焊材进行Co3W2耐热钢焊接前均需预热;
(2)对于CHROMET 10MW焊条,各温度段均有不同程度的裂纹情况;AWS ENiCrFe-1焊条,预热100℃和300℃时,裂纹消失,其余温度均有不同程度的裂纹情况;
(3)仅从抗冷裂纹倾向来看,AWS ENiCrFe-1焊条更适宜于Co3W2耐热钢的焊接。
2.3 插销试验
分别采用CHROMET 10MW及AWS ERNiCr-3焊材,采用插销试验,对Co3W2耐热钢的焊接裂纹敏感性进行了评估,试验标准参照《焊接用插销冷裂纹试验方法》规定进行,试验在西交大自主开发的ICT01型插销试验平台上进行。试验温度:室温(20℃)、预热100℃、200℃、300℃。
2.3.1 试样制备
插销试棒直径选为8 mm,开环形缺口,缺口位于焊接热影响区粗晶区,如图2(a)所示。底板选用Co3W2锻件,加工后尺寸为200 mm×300 mm×20 mm,沿试板长度方向钻5个孔,孔径为8 mm,孔间距为50 mm,距每个孔横向12 mm处,钻盲孔,孔径为3 mm,深度为18 mm,用于测量缺口根部的热循环温度,如图2(b)所示。
2.3.2 试验过程
焊材为CHROMET 10MW,插销试验采用手工电弧焊方式;焊材为AWS ERNiCr-3时,插销试验采用手工氩弧焊方式焊接试样,焊接过程参数如表9所示。
2.3.3 试验结果及分析
在不同预热温度下,CHROMET 10MW焊条插销试验临界应力-时间曲线如图3(a)所示。从图中可以看出在室温条件下该材料的临界断裂应力不到200 MPa,远低于Co3W2材料的屈服强度620 MPa。表明在不预热条件下,该材料冷裂倾向很大;预热100℃条件下,该材料的临界断裂应力达到了324.6 MPa,虽仍低于其屈服强度,但较之室温其冷裂倾向已有较大改善;预热温度为200℃时,该材料的临界断裂应力达到449.4 MPa,比预热100℃时又有所提高,但仍低于母材屈服强度。当预热温度提高到300℃时,该材料的临界断裂应力提高至591.3 MPa,接近母材屈服强度620 MPa,表明在此预热温度下,冷裂纹倾向明显得到改善,和前文进行的斜Y试验结果相当。

图2 插销试验试样形状及尺寸

表9 焊接过程参数
图3(b)是手工氩弧焊插销试验临界断裂应力-时间曲线,可以看出:室温条件下,该材料氩弧焊插销临界断裂应力达到了624 MPa,与该材料的屈服强度620 MPa相当,说明在未预热条件下该材料采用AWS ERNiCr-3焊丝填充时冷裂倾向很小,和前文Ni基焊条斜Y试验结果差异较大,分析原因是由于氩弧焊焊接过程中,氩气的存在能够有效隔离空气,减少空气中氢进入到焊缝当中,且焊丝中含氢量少于焊条导致。
2.3.4 断口分析
插销试验中,由于试样缺口在HAZ的粗晶区内,此处氢含量相对较高,在焊后的载荷作用下,在缺口处萌生裂纹。裂纹产生使得插销实际应力增大,最后发生断裂。分析CHROMET 10MW焊条和AWS ERNiCr-3焊丝插销断口可知,每个断口均包含韧窝和准解理断口形貌,如图4所示典型的沿晶、准解理和韧窝断口形貌。断口中还可看到准解理和韧窝断口的明显分界,此种分界现象几乎在所有断口中存在,CHROMET 10MW焊条插销断口尤为明显,但预热温度低或室温条件下由于韧窝区域很少,使得这种分界现象不明显,甚至消失。
插销试验断口分为起裂区、扩展区和最后瞬断区,起裂区的形貌最能反映断裂特征,由于CHROMET 10MW焊条冷裂倾向更明显。为分析其开裂原因,观察了不同预热温度下,相近拘束应力条件下,插销断口起裂区的形貌,如图5所示,可以看出,起裂区断口大部分为典型的氢致开裂断口。
从图中可以看出:不同预热温度下插销试样断口存在明显差异,焊前不预热,断口表面可以看到明显的沿晶+穿晶断裂特征(见图5(a)),随着预热温度的升高,沿晶断裂特征逐渐消失(见图5(b)),并最终转变为穿晶断裂(见图5(c)),当预热温度达到300℃时,断口表面出现了明显的韧性断裂特征(见图5(d));且不同预热温度下,断口表面均存在明显的二次裂纹,预热100℃时,二次裂纹最为粗大,随着预热温度的进一步升高,二次裂纹尺寸明显减小。
这主要是因为在焊接过程中,焊缝金属氢的含量较多,焊后冷却过程中,发生相变,由奥氏体转变为铁素体以及珠光体等组织。由于氢在奥氏体中的溶解度较大,相变后焊缝金属氢的溶解度急剧降低,使得氢快速从焊缝穿过熔合线向HAZ扩散;由于氢在奥氏体中的扩散速度较小,而此时HAZ由于合金元素含量较高,依然为奥氏体组织,造成了氢在熔合线附近富集。HAZ的粗晶区离熔合线最近,氢含量要明显高于其他部位。在随后的焊后冷却过程中,粗晶区内部奥氏体转变为马氏体,氢便以饱和态存在于马氏体中,并在其内部存在的显微缺陷处聚集,造成很大的局部应力集中。在外力作用下,应力集中部位就会产生裂纹。因此,粗晶区氢含量的高低在很大程度上决定了焊接接头的冷裂敏感性,氢含量越高,冷裂倾向越强。

图3 两种焊材对应Co3W2耐热钢插销临界应力-时间曲线

图4 插销断口典型形貌
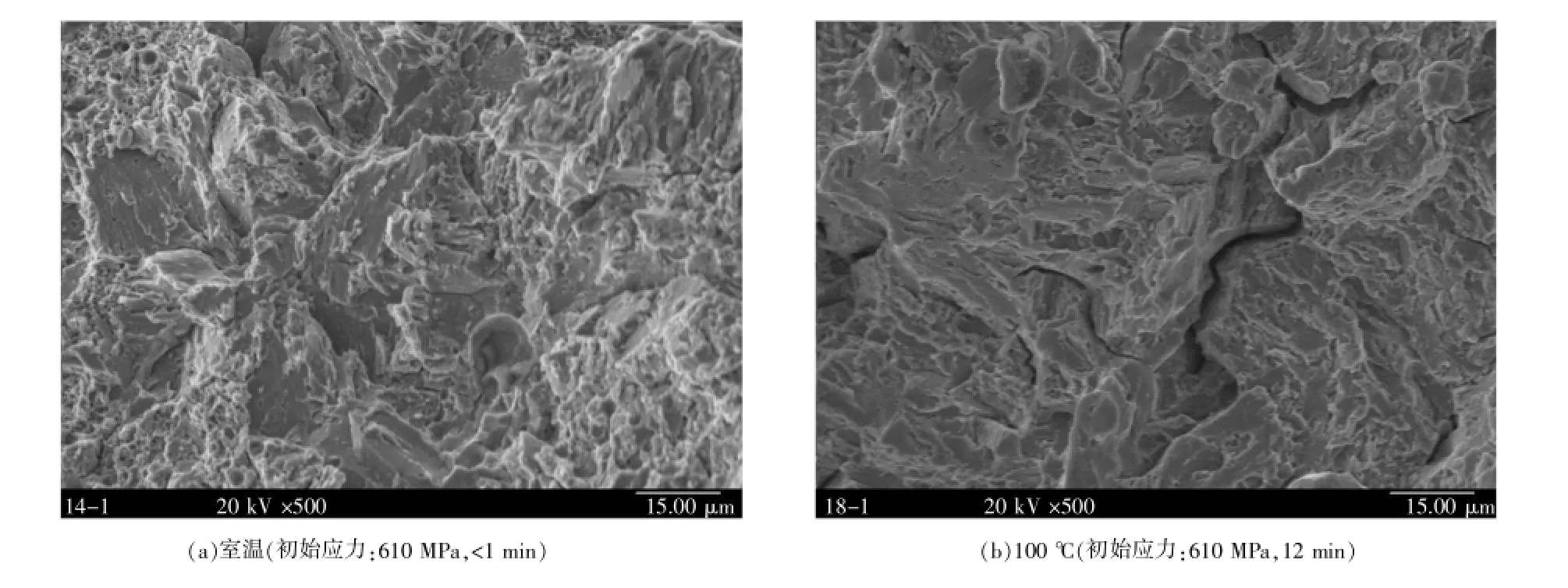

图5 不同预热温度插销试样断口起裂区扫描电镜形貌
3 结论
(1)CHROMET 10MW和AWS ENiCrFe-1 2种焊条的斜Y坡口试验结果表明:Co3W2耐热钢有很强的冷裂倾向,应焊前预热,AWS ENiCrFe-1焊条更适合于其焊接;
(2)CHROMET 10MW焊条的插销试验结果表明:Co3W2耐热钢有一定的冷裂倾向,随预热温度升高,该倾向降低;预热300℃以上时,裂解断裂应力接近屈服强度,表明此预热温度可防止焊接冷裂纹产生;AWS ERNiCr-3焊丝的插销试验结果表明:使用Ni基焊丝,在室温即可进行焊接;
(3)不同预热温度下,CHROMET 10MW焊条插销试样的断口为准解理+氢致开裂特征,随预热温度提高,氢致开裂断口特征逐渐消失;
(4)综合考虑斜Y坡口及插销试验结果,对于Co3W2材料,如采用CHROMET 10MW焊条,最低预热温度300℃;采用Ni基焊丝,预热温度宜选取50~100℃。
[1]于君燕,殷凤仕,姜学波,等.Fe-0.06C-12Cr-1.9W-0.5Mo-3.0Co-VNbN耐热钢的显微组织分析[J].山东理工大学学报:自然科学版,2008,22(5):22-25
[2]方冠富.1Cr10Co3B热强不锈钢材料的开发及应用前景[J].江苏冶金,2005,33(6):8-10
[3]何刚,王海波,蔡伟,等.超超临界汽轮机用1Cr11MoNi W1VNbN不锈钢组织和性能的研究[J].热处理技术与装备,2007,28(5):45-51
[4]J Brozda.Weldability,Characteristics and Benefits of new Generation Creep-resistant Steels and the Properties of Welded Joints[J].Welding International,2004,18(8):599-608
[5]Hilmar K.Danielsen,John Hald.Influence of Z-phase on Long-term Creep Stability of Martensitic 9-12%Cr Steels [J].VGV PowerTech,2009,5:68-72
[6]J.Onoro.Weld Metal Microstructure Analysis of 9-12%Cr Steels[J].International Journal of Pressure Vessels and Piping, 2006,83:540-545
[7]赵建仓,迟鸣声,李建勇,等.P92钢及其焊接材料冷裂纹敏感性研究[J].电力设备,2007,8(2):45-49
[8]SHAJU K.ALBERT,MASAYUKI KONDO,etc.Improving the Creep Properties of 9Cr-3W-3Co-NbV Steels and their Weld Joints by the Addition of Boron[J].METALLURGICAL AND MATERIALS TRANSACTIONS A, 2005,36:333-343
Study on Weldability of 10Cr-Co3-W2-MoNiVNbNB Heat-resistant Steel
Zhao Pengfei,Shu Xuefang,Kuang Qinghua,Zhong Jie,Tan Xiaoping,Wang Dayong,Mao Guijun
(Dongfang Turbine Co.,Ltd.,Deyang Sichuan,618000)
The weldability of 10Cr-Co3-W2-MoNiVNbNB heat-resistant steel used in ultra-supercritical unit is studied by Y-slit type cracking test and implant test.The result shows that the steel needs preheating before welding,when using different welding consumables,preheating requirements are different.
10Cr-Co3-W2-MoNiVNbNB,heat-resistant steel,weldability,Y-slit type cracking test,implant test
TG44
B
1674-9987(2015)04-0029-08
10.13808/j.cnki.issn1674-9987.2015.04.008
赵鹏飞(1981-),男,硕士研究生,工程师,2008年毕业于哈尔滨工业大学材料加工工程(焊接)专业,现从事汽轮机高温部套焊接研究工作。
猜你喜欢
电焊机(2024年1期)2024-03-01 06:20:44
中国特种设备安全(2022年3期)2022-07-08 02:23:32
节能与环保(2022年3期)2022-04-26 14:32:36
制造技术与机床(2017年3期)2017-06-23 08:11:39
制造技术与机床(2017年3期)2017-06-23 08:11:33
焊接(2016年10期)2016-02-27 13:05:34
焊接(2016年8期)2016-02-27 13:05:11
材料科学与工程学报(2016年5期)2016-02-27 07:11:20
金属加工(热加工)(2015年8期)2015-12-27 07:36:16
焊接(2015年11期)2015-07-18 11:12:46
