超声相控阵技术在航空复合材料结构无损检测中的应用及发展
2015-01-10 01:30詹绍正
无损检测 2015年4期
詹绍正,宁 宁,王 丹
(中航工业飞机强度研究所,西安 710065)
随着复合材料在航空结构上应用比例的提升及复合材料结构越来越复杂,监控复合材料结构的内部质量受到越来越广泛的关注,对复合材料的无损检测也提出了更高的要求。一方面面对飞机结构上日益剧增的复合材料用量,高效、快速的无损检测手段对于复合材料结构的生产过程和服役阶段都是迫切需要的;另一方面,随着复合材料工艺及结构复杂性的增加,由此产生的检测技术问题也给传统的检测手段带来了严峻挑战。
超声相控阵技术已有近二十年的发展历史,初期主要应用于医学领域,随着电子技术和计算机技术的快速发展,超声相控阵技术逐渐应用于工业无损检测领域[1]。近年来,超声相控阵技术得到了很大的发展,并凭借着高效率、声束动态可控等技术优势在航空复合材料结构无损检测领域获得了广泛的应用。
1 超声相控阵的原理及特点
超声相控阵检测技术是在传统超声技术基础上发展起来的一种多声束扫描成像技术,所采用的超声检测探头是由多个晶片组成的换能器阵列,各阵列单元在发射电路激励下以可控的相位激发出超声,产生的球面波在传播过程中波前相互叠加,形成不同的声束。各声束相位可控,可用软件控制聚焦焦点,不移动探头或尽量少移动探头就能扫查大厚度工件和形状复杂工件的各个区域[2]。
有别于传统的超声无损检测技术,超声相控阵无损检测的基本原理是相位控制。其相位控制包括发射与接收两大部分,如图1所示。相控阵的发射是通过对阵列换能器各晶片激发时间的调节,控制声束波阵面的形状,实现超声波的聚焦与偏转。相控阵的接收是根据回波到达各晶片的时间差分别对各晶片接收的信号进行延迟处理,接收时按照回波到达各阵元的时间差对各阵元接收信号进行延时补偿,然后进行声束合成。
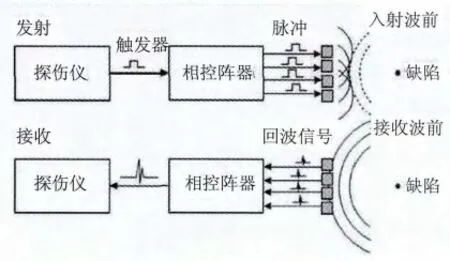
图1 超声相控阵发射和接收原理示意
超声相控阵检测技术具有声束角度可控和动态聚焦两大特点,与传统超声检测技术相比,具有明显的优势:①超声相控阵探头是由多个相互独立的压电晶片组成阵列,并由电子系统控制,检测效率高。②各声束相位可控,可用软件动态控制聚焦焦点和声束方向,实现对所关心区域的多角度、多分层次、多方向的扫查,工况适应性好,不移动探头或尽量少移动探头就能扫查大厚度工件和形状复杂工件的各个区域,而且检测系统更加灵活。③可以对焦柱长度、焦点尺寸、声束方向进行优化控制,提高了缺陷分辨率、信噪比及缺陷检出率。
2 超声相控阵技术在航空复合材料结构上的应用
2.1 在复合材料平面结构上的应用
线性扫查是超声相控阵检测复合材料平面结构的主要方式,在实际应用中,为了提高检测效率和分辨率,国内外研究学者设计了形状巧妙的相控阵探头来解决技术问题。如美国的JASON 等人采用线阵列的延迟块探头[3](图2(a))对飞机上碳纤维增强聚合物基复合材料平板构件进行检测,比传统超声检测速度快而且成像效果好;英国JOE 等人用一种新颖的相控阵超声探头检测大面积航空复合材料构件,把晶片阵列安装在橡胶滚轮中[4](图2(b)),该滚轮既可手动也可自动控制,能有效检出航空复合材料构件中的分层及未贴合等缺陷。该轮式探头的问世,进一步推动了超声相控阵技术在大面积平面型复合材料结构中的应用。

图2 复合材料平面结构常用的超声相控阵探头
图3所示为超声相控阵线性扫查技术用于典型复合材料结构的检测案例,对于平面结构,相控阵技术可以快速准确地完成检测并确定损伤的大小和位置。尤其对于蜂窝夹层结构,采用多闸门的距离-幅度组合成像扫查方式,在一次扫查状态下即可完成对蜂窝区和蜂窝外围收边的板-板粘接区的检测评价。

图3 典型航空复合材料结构的超声相控阵检测结果
图4所示为复合材料结构中最常见的冲击损伤相控阵检测结果,图4(d)中C 扫描图像完整反映了冲击损伤纵向和横向的形态尺寸,而图4(b)的断面B扫描图中直观地反映出了被测结构厚度H、冲击损伤纵向尺寸W、冲击引起的表面损伤尺寸W0、冲击损伤从冲击面开始沿厚度方向上的金字塔状分布规律及不同层损伤的深度尺寸等参量信息;同时通过B扫描图可以看出在冲击中心两侧产生的分层损伤等厚分布的规律,即图中B1、B2、B3、B4、B5层损伤分别与对侧产生的B1’、B2’、B3’、B4’、B5’层损伤的深度尺寸相当。在B 扫描图中对于非冲击损伤区近表面产生的影响D0、D1,通过图4(a)中非冲击完好区的A 扫描波形中近表面出现的草状波印证为结构自身不均匀所致。

图4 复合材料典型冲击损伤的超声相控阵检测结果
2.2 超声相控阵技术在复合材料结构R(拐角)区检测中的应用
R区的检测是航空复合材料结构无损检测面临的一大难题,一方面由于R 区多为应力集中区域,对缺陷的容忍度较小,在制造和使用过程中都极易出现缺陷,而且R 过渡区为曲面且空间尺寸狭小,不利于缺陷的检测。因此,对R 区的质量控制就显得非常重要。图5所示为典型的复合材料R区结构及R区常见的缺陷形式。

图5 典型的复合材料R 区结构及其常见的缺陷位置
超声相控阵技术的声束动态聚焦和偏转特性为检测R 区结构提供了独有的技术优势,目前,对于复合材料结构制造过程中R 区的相控阵检测主要采用的有弧阵列换能器和线阵列换能器两种技术方案,如图6所示。弧阵列换能器方案由于各阵元按照圆弧方式排列,扫描时各阵元直接激励,不做任何延时处理,各阵元发射的超声波在弧阵的圆弧圆心位置汇合,声场能量在该处最强。扫描时采用顺序扫查方式,即若干个阵元作为一个阵列孔径,依次发射超声波束,通过一个扫描周期,即可实现各阵列孔径发射的超声合成波束对试样不同位置的检测,从而达到对整个R 区检测面的全覆盖扫描,减小了检测盲区。线阵列换能器检测采用顺序扫描方式,若干个阵元作为一个阵列孔径,依次发射超声波束,同时通过控制各阵列孔径发射的超声合成波束以不同的偏转角度和聚焦深度垂直入射到R 区检测面的不同位置,实现对不同部位和取向缺陷的扫查,从而达到对整个R 区的全覆盖扫描[3-5]。对于接触法检测时,通常在线阵列探头前端配置弧形楔块以保证楔块和试样的耦合良好。
针对超声相控阵技术用于复合材料结构R 区的检测,国内的周正干、徐娜、张冬梅等人开展了深入的研究工作,实现了从内部对结复合材料构R 区的相控阵C扫描检测[4-5]。图7所示为超声相控阵检测技术在复合材料R 区中的应用案例[5-6]。
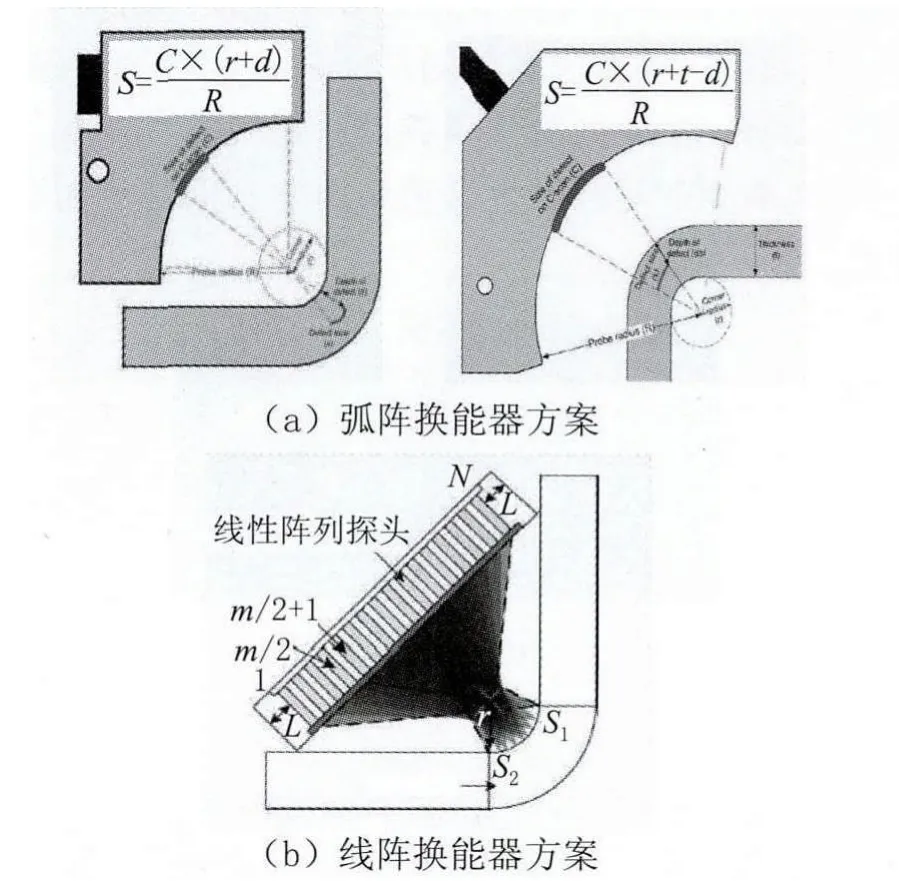
图6 复合材料结构R 区的超声相控阵检测方案示意
然而,随着复合材料制造水平的发展,一体化成型工艺逐渐获得青睐。对于图8所示的一体化成型复合材料结构件或装配后的组合结构件的R区检测,采用前述方法由R区内部进行检测存在困难,此时为发现R区存在分层、气孔等缺陷,可采用线阵列换能器配置带角度的延迟块进行扇形扫查来实现探测。图9所示为一T 型加筋板试块,在其R 区预制了φ1~10mm 短横孔模拟缺陷,采用32阵元的线阵列换能器配置35°的有机玻璃延迟块由外部进行扇形扫查,可以清晰地探测到弧底反射和模拟缺陷。
2.3 在复合材料复杂曲面结构上的应用
为适应复合材料复杂型面结构的检测需求,在传统超声相控阵换能器的基础上发展起来了柔性相控阵换能器(图10(a)),其感应探头极富有柔韧性,在一定程度内可以弯折,对不同的曲率结构可以自适应的贴合表面,可在不同的凹面和凸面进行贴附检测作业。英国凤凰检测系统有限公司已将此项技术成功的应用于飞机翼梁、飞机直升机叶片、舰船桅杆等结构的检测中,图10(b)、(c)所示为柔性相控阵换能器的检测应用案例[7]。
3 结语

图7 复合材料R 区超声相控阵检测的典型应用

图8 一体化成型复合材料结构件照片
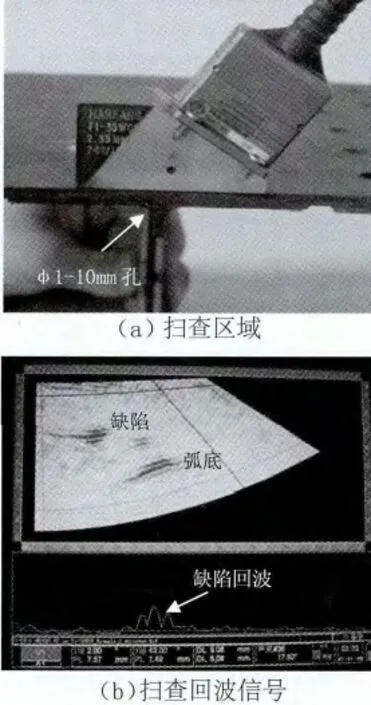
图9 复合材料R 区的线阵列换能器在外部扇形扫查检测案例
(1)自适应聚焦技术:超声相控阵检测时在声束焦点处分辨率和灵敏度最高,发现缺陷的能力最强。但实际检测时,由于被测结构的不均匀性等原因,使得理想焦点与实际焦点存在偏差,严重时可能实际并不存在焦点,这些将影响系统的分辨率,并最终会影响检测结果的准确性[8]。因此,相控阵检测时的自适应聚焦技术对于提高检测灵敏度和分辨率具有重要的作用,也是相控阵仪器发展的技术方向之一。

图10 相控阵柔性换能器及其检测应用案例
(2)声场建模仿真技术:随着待测结构复杂性的增加以及面阵、环阵等多维换能器的应用,正确配置检测参数是保证后续检测结果准确性的前提条件。然而,对于多维换能器检测而言,其材料中的声场是极其复杂的,单纯依赖人为设定各阵元激发时间和聚焦法则是无法实现的。因此,声场的建模仿真技术的提出,可以让用户在声场可视化的环境下实现对检测参数的正确配置和优化,也是当下相控阵设备发展的又一主打技术方向。在当前的相控阵检测设备中,M2M 和ZETEC 公司的产品已集成了部分声场计算功能,但都仅能实现简单的建模仿真,对于复杂声场的建模及分析功能,还需进一步的发展。
[1]钟志民,梅德松.超声相控阵技术的发展及应用[J].无损检测,2002,24(2):69-71.
[2]汪星明,郭耀红,朱庆有,等.复合材料无损检测研究进展[J].玻璃钢/复合材料增刊,2012:261-265.
[3]JASON H,ANDRE L.Ulreasonic phased array tools for composite inspection during maintenance and manufacturing[C]//17th World Conference on Nondestructive Testing,[S.l]:[s.n],2008.
[4]JOE B.A comparison of techniques for ultrasonic inspection of composite materials[C]//APCNDT,[S.l]:[s.n],2006.
[5]张冬梅,于光,周正干,等.复合材料构件R 区的超声相控阵检测试验[J].北京航空航天大学学报,2013,39(5):688-692.
[6]徐娜,周正干,刘卫平,等.L 型构件R 区的超声相控阵检测方法[J].航空学报,2012,33(2):419-425.
[7]翟静.复合材料曲面检测-可弯曲的探头[EB/OL].[2013-11-11].http://www.frponline.com.cn.
[8]阙开良.自适应聚焦数字相控阵超声检测系统研究[D].北京:清华大学,2004.
猜你喜欢
设备管理与维修(2021年17期)2021-11-02
装备维修技术(2021年47期)2021-07-12
无损检测(2021年6期)2021-07-01
装备维修技术(2021年46期)2021-03-07
海洋信息技术与应用(2020年1期)2020-06-11
铁道通信信号(2020年12期)2020-03-29
中国特种设备安全(2019年1期)2019-03-13
家庭影院技术(2018年11期)2019-01-21
综合智慧能源(2018年11期)2018-12-18
无损检测(2016年8期)2016-08-30