赖氨酸乙酯二盐酸盐合成工艺优化
2015-01-05 10:25田海英宋成盈
河南化工 2015年9期
陈 俭 , 徐 珂,张 展,崔 鹏 , 田海英,宋成盈
(1.郑州大学 化工与能源学院 , 河南 郑州 450001 ; 2.中国烟草总公司 职工进修学院 , 河南 郑州 450008 ; 3.河南中烟工业有限责任公司 , 河南 郑州 450000)
赖氨酸乙酯二盐酸盐合成工艺优化
陈 俭1, 徐 珂2,张 展3,崔 鹏1, 田海英3,宋成盈1
(1.郑州大学 化工与能源学院 , 河南 郑州 450001 ; 2.中国烟草总公司 职工进修学院 , 河南 郑州 450008 ; 3.河南中烟工业有限责任公司 , 河南 郑州 450000)
以赖氨酸和无水乙醇为原料,对赖氨酸乙酯二盐酸盐的合成工艺进行了优化。比较了不同酸催化剂的影响,发现在乙醇—氯化亚砜溶液中加入赖氨酸反应,产品分离操作简单,收率和纯度较高。进一步结合薄层色谱(TLC)和紫外—可见分光光度计(UV-Vis)对反应进程进行监控,对氯化亚砜用量、温度、时间等反应条件进行了优化,并通过熔点测定和傅里叶变换红外光谱(FT-IR)分析对产品结构进行了确认表征。结果表明:在质量分数30%的氯化亚砜—乙醇溶液中加入赖氨酸,80 ℃下回流反应4 h后,赖氨酸乙酯盐酸盐分离收率可达95%,产品纯度达99%。
酯化 ; 赖氨酸 ; 乙醇 ; 氯化亚砜 ; 赖氨酸乙酯盐酸盐
赖氨酸乙酯是重要的医药和精细化工中间体,具有良好的生物相容性,可用作饲料添加剂、无毒的聚氨酯扩链剂等,尤其是近年来随着医用高分子材料的发展,其应用和需求不断增长[1-4]。然而,由于赖氨酸乙酯具有活泼的氨基和酯基,稳定性较差[5-6],通常采用更为稳定和易保藏的赖氨酸乙酯盐酸盐用作制备和合成原料。因此,研究开发生产可靠、产率高的赖氨酸乙酯盐酸盐合成工艺具有重要意义。
氨基酸的酯化,有两条主要途径来实现:一是氨基酸在酸性催化剂条件下直接酯化;二是将氨基保护后酯化,再除去保护基团。前者步骤简单,但过于剧烈的反应条件会破坏某些酸、热敏感氨基酸结构;后者通过氨基保护,适用于各种氨基酸,但步骤繁杂,成本较高。因此,本研究主要针对酸催化直接酯化合成赖氨酸乙酯盐酸盐的工艺进行优化。目前,常用的催化剂有浓盐酸、氯化氢、氯化亚砜等,此外,还有采用盐酸酸化条件下的阳离子交换树脂和固体超强酸等[7-12]。本研究对不同催化剂的应用效果进行了比较,发现以氯化亚砜催化赖氨酸与乙醇反应合成赖氨酸盐酸盐,条件温和,分离简单,产品纯度和得率高,是具有竞争力的小规模精细合成途径。
1 材料与方法
1.1 仪器与试剂
DF-101S型恒温加热磁力搅拌器(郑州欧卡公司);FA2004型电子天平(上海恒平公司);NEXUS670型红外光谱仪(美国尼高力公司);WFZ UV-2102型紫外可见分光光度计(上海尤尼柯公司)。
赖氨酸、无水乙醇、氯化亚砜、正丁醇、乙酸、茚三酮、赖氨酸乙酯盐酸盐等药品购自上海阿拉丁试剂有限公司,均为分析纯试剂。
1.2 实验方法
1.2.1 合成方法
研究主要针对赖氨酸和乙醇直接酯化的反应进行。向250 mL三口烧瓶中加入50 mL的无水乙醇,加入一定量的酸催化剂。称取7.309 5 g赖氨酸,加入上述三口烧瓶中,搅拌回流反应至赖氨酸基本反应完全后,停止反应。过滤,将反应液旋蒸去除过量乙醇,用乙醚重结晶,真空干燥得白色固体。将固体称重计算收率,并进行熔点测定和FT-IR分析。
1.2.2 检测方法
采用薄层色谱法(TLC)[13-14]监测反应过程中的赖氨酸变化。展开剂为正丁醇∶冰醋酸∶水=2.5∶1∶4(体积比)加入质量分数为0.2 %的茚三酮。用滴管取出少量反应中的液体,滴加几滴饱和碳酸氢钠溶液,用玻璃棒搅拌2 min后,滴加几滴乙醇 (溶液若混浊,滴加蒸馏水稀释至澄清)。用毛细管点样,晾干后放于盛有展开剂的展缸中层析。待溶剂前沿爬至薄层层析硅胶板的2/3处,将其取出,用电热风吹5~7 min即可快速显色。
采用UV-Vis检测反应过程中生成的赖氨酸乙酯盐酸盐的质量浓度,在230 nm最大吸收波长处测量其吸光度。 取纯品赖氨酸乙酯盐酸盐配制成一系列浓度梯度的标准溶液,绘制标准工作曲线,如图1所示。检测时从反应液中取样稀释后,直接通过UV-Vis测其吸光度,计算反应液中赖氨酸乙酯盐酸盐的含量。
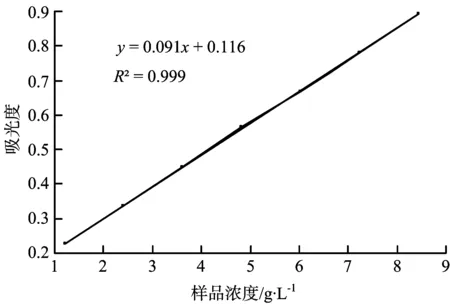
图1 赖氨酸乙酯二盐酸盐UV-Vis外工作曲线
2 结果分析
2.1 不同催化剂的作用效果
赖氨酸和乙醇的酯化通常采用酸催化,实验考察了浓盐酸、干燥氯化氢气体、氯化亚砜和732酸性离子交换树脂等不同酸催化剂催化赖氨酸和乙醇反应合成赖氨酸乙酯盐酸盐的影响,结果如表1所示。
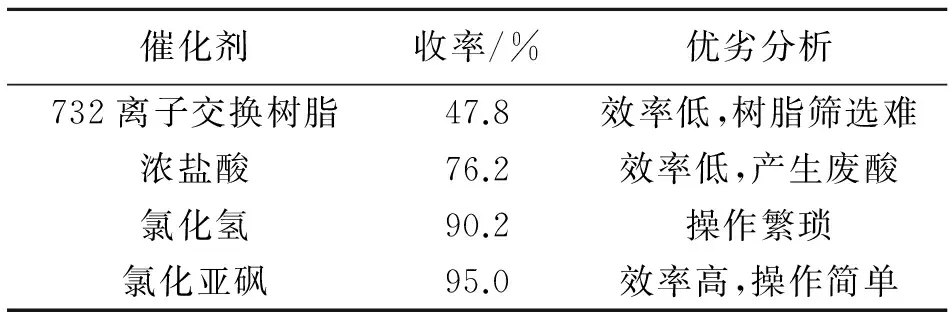
表1 不同催化剂对反应结果的影响
从表1中数据可以看出,以732离子交换树脂作为催化剂,产品收率低;以浓盐酸作为催化剂时,产品的收率也较低;以氯化氢作为催化剂时,产品收率较高,但存在气体腐蚀性和毒性强等问题,维护和操作也较复杂,且由于氯化氢过量,粗产品在提纯时会出现酯的逆向水解,影响产品收率和纯度。使用氯化亚砜作为催化剂效果最佳。使用30%的氯化亚砜乙醇溶液,添加赖氨酸在70 ℃下回流反应4 h后,冷却结晶,旋蒸分离过量的氯化亚砜和乙醇,赖氨酸乙酯盐酸盐的收率最大可达95%,产品纯度可达99%。该方法通过简单分离可直接得到较高纯度的产品。因此,在上述催化剂中,优选氯化亚砜催化合成赖氨酸乙酯二盐酸盐。
2.2 氯化亚砜用量的影响
对氯化亚砜用量的影响进行了考察,保持其他合成条件不变,其对产品收率的影响如图2所示。从图2中可以看出,当乙醇溶液中氯化亚砜的质量分数为20%时,产品收率仅为79%;随着氯化亚砜的质量分数增大,产品的收率增加。当氯化亚砜的质量分数为30%时,产品收率可达95%。进一步提高氯化亚砜的用量产品收率反而下降。因此,优选采用质量分数为30%的氯化亚砜乙醇溶液催化反应。
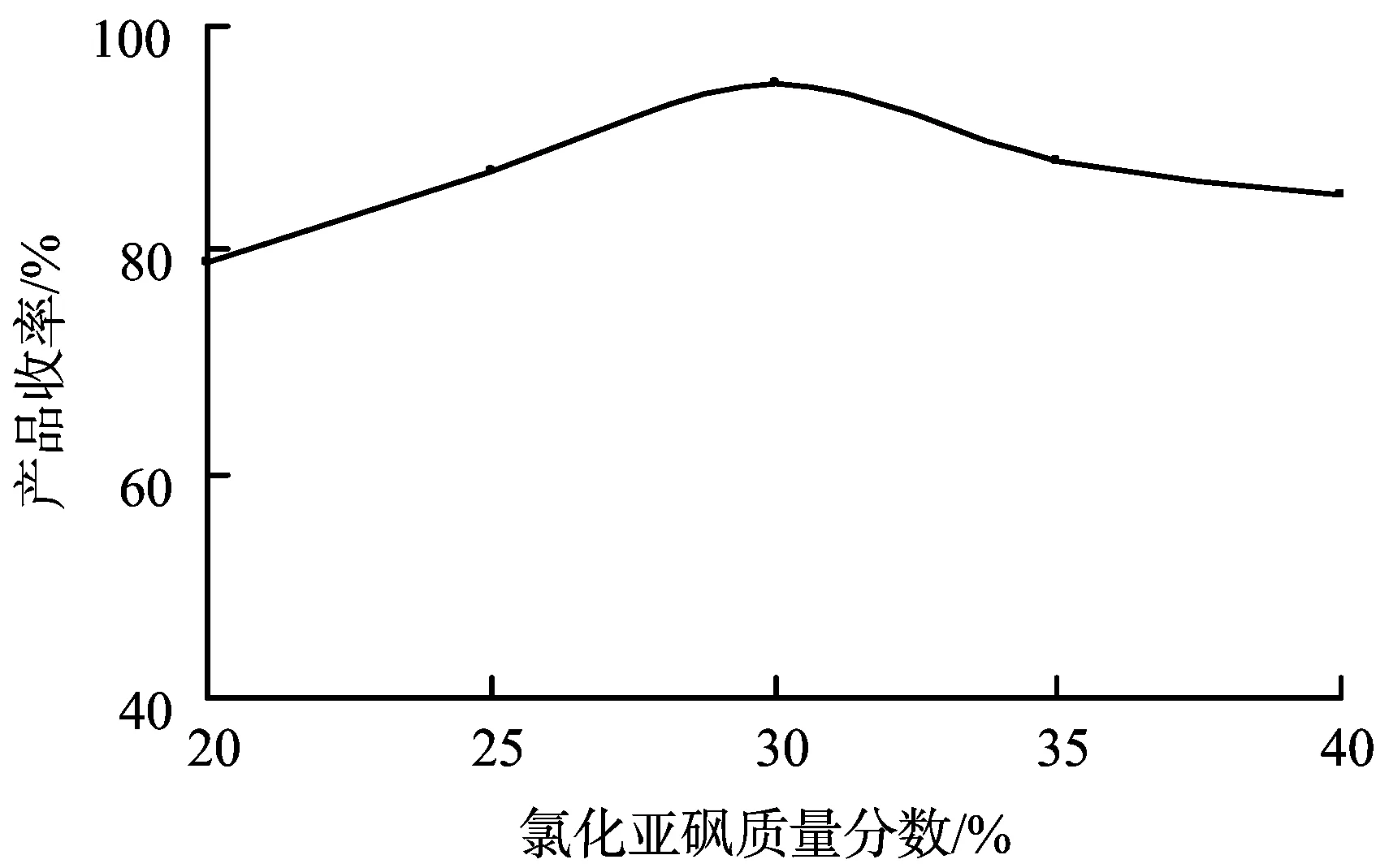
图2 不同催化剂浓度对反应结果的影响
2.3 回流反应温度的影响
加入赖氨酸后回流反应的温度对产品的收率具有显著的影响。研究考察了不同回流反应温度对反应的影响,结果如图3所示。从图3可以看出,保持其它反应条件不变,升高回流反应温度,产品的收率增大;在回流反应温度达到70 ℃时,产品收率可达95%。但进一步升高反应温度至90 ℃,产品收率没有明显的提高。因此,在70 ℃下回流反应为较佳的反应温度。
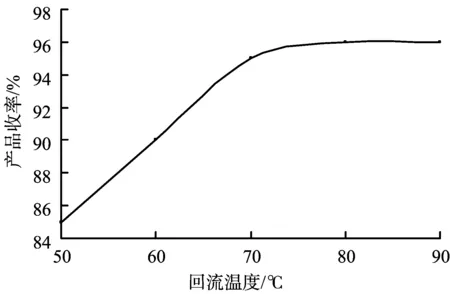
图3 不同回流温度对反应结果的影响
2.4 反应时间的影响
在反应过程中每隔0.5 h取样,将原料和反应混合物分别点在同一块薄层板上,以体积比为2.5∶1∶4的正丁醇—乙酸—水体系作为展开剂,展开后通过茚三酮显色来观察样点的相对浓度变化。若只有原料点,则说明反应没有进行;若原料点很快变淡,产物点很快变浓,则说明反应在迅速进行;若原料点基本消失,产物点变得很浓,则说明反应基本完成。通过薄层色谱监控反应进程,确定最佳反应时间为4 h。同时,取样进行UV-Vis测定,随着反应时间的延长,反应液中产品含量的变化如图5所示。在前4 h内反应产品含量迅速提高,4 h后反应基本完全,产品含量不再明显提高。
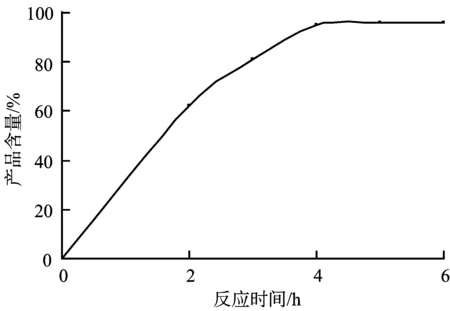
图4 不同反应时间对反应结果的影响
2.5 产品结构分析
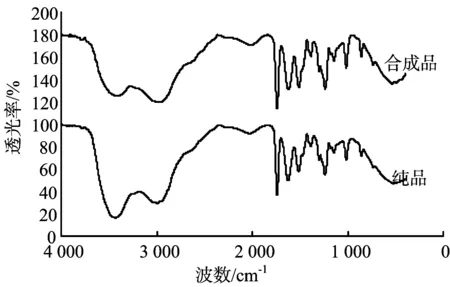
图5 赖氨酸乙酯盐酸盐的红外谱图
3 结论
本研究对氯化亚砜催化乙醇与赖氨酸合成赖氨酸乙酯二盐酸盐的工艺进行了优化。当采用质量分数为30%的氯化亚砜乙醇溶液与赖氨酸反应,在温度70 ℃下回流反应4 h,旋蒸分离过量的乙醇和氯化亚砜,后可分离得到纯度高达99%的赖氨酸乙酯二盐酸盐产品,收率可达95%。通过FT-IR和熔点测定对产物进行了确认。该方法操作简单,产品纯度和收率高,为赖氨酸乙酯二盐酸盐的小规模生产和精细合成提供了有价值的参考。
[1] 尚 岩,王春颖.氨基酸酯合成方法最新研究进展[J].哈尔滨理工大学学报,2008,13(2):107-111.
[2] 王炳琴,黎植昌.氨基酸酯的制备方法及应用[J].氨基酸和生物资源,1995,17(4):40-45.
[3] 马永涛,刘 霞,周 宁,等.叔丁氧羰基保护的环状氨基酸的合成及其在多肽固相合成中的应用[J].国际药学研究杂志,2014,41(2):227-230.
[4] 门宝琴.氨基酸酯及其衍生物的合成[D].南京:东南大学,2005.
[5] 曾向潮,徐石海,李 毅,等. N-(2-吡咯甲酰基)氨基酸甲酯的合成[J].有机化学,2004,24(7):802-805.
[6] 思 洋,刘乐乐,张 廓,等.氨基酸甲乙酯的合成及纯化[J].内蒙古医学院学报,2005,27(1):33-34.
[7] 袁 勇,李雁武,李 伦,等.一种N-甲基氨基酸酯的合成方法[J].化学研究与应用,2015,27(3),349-353.
[8] 汤 军,陈 雅,朱忠华,等.L-酪氨酸甲乙丁酯盐酸盐的合成研究[J].食品研究与开发,2013,34(21):23-24.
[9] 戴伟龙,田小艳,李亚军,等.氨基酸乙酯的简便合成方法[J].广东化工,2012,39(10):5.
[10] 陆晓青,赵干卿,宋 霞,等.极性氨基酸甲酯盐酸盐合成新方法[J].化学世界,2006(6):357-360.
[11] 高丰琴,何汉江,郭 强,等.氯化氢催化酯化反应合成2-氯异烟酸甲酯[J].化学世界,2014(1):26-28.
[12] 刘 昭.L-谷氨酰胺乙酯盐酸盐的合成[D].西安:西北大学,2007.
[13] 关胜楠.固体酸催化合成氨基酸酯的工艺研究[D].哈尔滨:哈尔滨理工大学,2009.
[14] 尚 岩,关胜楠,仲昭琪,等.微波辐射树脂催化合成L-氨基酸酯[J].精细化工,2011,28(5):484-487.
[15] 陆 瑾,林东强,姚善泾.亲和分配基质羟基氯化亚砜法活化工艺的改进[J].化工学报,2004,55(7):1179-11182.
[16] 公佩欣,党庆毅,孙国新.L-苯丙氨酯的合成与表征[J].山东化工,2013,42(2):3-5.
[17] 王炳琴,黎植昌,刘炽清.甘氨酸乙二醇酯的合成、红外和质谱研究[J].西南师范大学学报:自然科学版,1995,20(6):712-716.
[18] Ramesh C,Anand.A mild and convenient procedure for the esterification of amino acids[J].Synthetic Communications,1998,28(11):1963-1965.
工信部:“十三五”期间要推动工业园区升级
工业和信息化部宣布“十三五”期间要进一步做好新型工业化示范基地创建工作,将示范基地的先进经验向全国工业园区推广,要抓住互联网+带来的发展机遇,逐步推动工业园区智能化转型。
当前全球制造业分工格局和发展方式正在发生深刻变革, 打造制造业“升级版”是新形势下实现“强国梦”的必由之路。 以新型工业化示范基地为基础,引领带动我国工业园区不断提高发展质量,形成一批具有国际先进水平的产业基地,是制造强国建设的重要任务。
“十三五”期间要进一步做好示范基地创建工作,将示范基地的先进经验向工业园区推广,同时加强对工业园区(产业集聚区)建设管理思路的调查研究,指导工业园区走上规范、特色、创新、升级的发展道路,打造一批国际一流的产业基地。重点抓好四方面工作:一是要围绕制造强国战略主线,着力提升工业园区发展质量;二
是要抓住“互联网+”带来的发展机遇,逐步推动工业园区智能化转型;三是要对接国家重大区域战略,积极探索差异化发展路径;四是有效整合各方资源,不断加强对工业园区的引导和支持。
自2009年工信部在全国组织开展国家新型工业化产业示范基地创建工作以来,至今已有六批共300家工业园区(产业集聚区)成为国家级示范基地,涉及装备制造、原材料工业、消费品工业、电子信息产业、软件和信息服务业、军民结合等主要行业和领域。
工信部数据显示,“十二五”期间,工业化示范基地工业增加值年均增速高于全国工业平均增速5.7个百分点,示范基地技术改造投入占工业固定资产投资的近四成。2014年,示范基地实现工业增加值约6.9万亿元,占全国工业增加值比重近三成;实现利润总额约2.1万亿元,占规模以上工业利润的近1/3。
Optimization ofL-lysine Ethyl Ester Dihydrochloride Synthesis
CHEN Jian1, XU Ke2, ZHANG Zhan3, CUI Peng1, TIAN Haiying3, SONG Chengying1
(1.School of Chemical Engineering and Energy , Zhengzhou University , Zhengzhou 450001 , China ; 2.Staff Development Institute , China Tobacco Corporation , Zhengzhou 450008 , China ; 3.China Tobacco Henan Industrial Co.Ltd , Zhengzhou 450000 , China)
Using lysine and anhydrous ethanol as raw materials,the synthesis process of lysine ethyl ester dihydrochloride is optimized.The influence of different acid catalysts are compared. It is found that when lysine is added to ethanol-dichloride sulfoxide solution,the product can be simply separated with a high yield and purity.Furthermore, thin layer chromatography (TLC) and ultraviolet-visible spectrophotometer (UV-Vis) is used to monitor the reaction process.Other reaction conditions such as the dosage of dichloride sulfoxide,temperature and time are also optimized.The structure of the product is confirmed by fourier transform infrared spectroscopy (FT-IR) analysis and melting pointis is determinaed.Results show that when lysine are added into 30% dichloride sulfoxide ethanol solution,refluxed for 4 h under 80 ℃,the separated yield of lysine ethyl ester dihydrochloride reached 95%,and the product purity is up to 99%.
esterification ; lysine ; ethanol ; dichloride sulfoxide ; lysine ethyl ester dihydrochloride
2015-06-28
陈 俭(1992-),男,在读硕士研究生,从事离子液体研究工作,E-mail:1162701193@qq.com;联系人:张 展(1982-),男,博士,工程师,从事有机催化、生物质转化和烟草化学研究工作,电话:13783619396。
TQ396
A
1003-3467(2015)09-0024-04
猜你喜欢
酿酒科技(2022年8期)2022-08-20
广州化工(2022年7期)2022-04-26
天津药学(2016年5期)2017-01-16
广东饲料(2016年3期)2016-12-01
中国卫生标准管理(2015年14期)2016-01-15
烟草科技(2015年8期)2015-12-20
中南民族大学学报(自然科学版)(2015年2期)2015-12-16
畜牧兽医学报(2015年3期)2015-07-05
应用化工(2014年1期)2014-08-16
应用化工(2014年10期)2014-08-16