
基于FMEA理论的PCB实验室仪器管理
2015-01-03 09:18宋建远深圳崇达多层线路板有限公司广东深圳518132
印制电路信息 2015年1期
宋建远(深圳崇达多层线路板有限公司,广东 深圳 518132)
基于FMEA理论的PCB实验室仪器管理
宋建远
(深圳崇达多层线路板有限公司,广东 深圳 518132)
故障模式与失效分析是一种防患未然的可靠性管理技术,是生产过程中一项事前预防的分析手段。实验室仪器管理导入故障模式与失效分析方法,实现降低仪器维护使用成本、缩短故障停机时间延长仪器使用寿命、提高生产效率等预定目标。
故障模式与失效分析;仪器维护;故障停机;仪器使用寿命
1 研究背景
随着电子产品的不断升级,对产品质量、可靠性的要求日趋提高,倒逼PCB制造企业不断地投入研究,提升生产能力和产品可靠性。PCB企业不是惯性思维所定义的劳动力密集型制造类企业,已经向技术密集型的高科技服务企业过渡。以笔者所在企业愿景的改变为例,早期愿景“成长为世界一流的线路板制造企业”,现今被“成长为世界一流的线路板服务企业”所代替。高科技服务企业,在今天意味着高价值的精密仪器设备投入打造高品质高可靠性的产品与服务。
近年来,PCB服务企业配套仪器设备也越来越精密和昂贵。所以,PCB实验室仪器管理的重要性也凸显出来,科学的实验室仪器管理可以延长仪器设备使用寿命、避免无计划性停机对企业造成的影响;有利于实现高效利用仪器产能,服务更多的产品检测来回收仪器投入。
基于FMEA理论的PCB实验室仪器管理,就是借助故障模式和失效分析的可靠性分析方法,找出实验室仪器管理中常见问题,消除盲点和弊端,有效提升仪器设备的可靠性和维护效益。
2 FMEA理论
2.1 导入FMEA的意义
FMEA全称“Failure Mode and Effect Analysis”,其字面直译为“故障模式与失效分析”,而真正理解了它的实质后,会发现它前面省略了“Potential”一词,恢复后翻译为“潜在的故障模式与失效分析”。加上“Potential”一词,FMEA理论才显得更具预防功效。
FMEA是在生产和运转过程中一项事前预防分析工作,注重“故障前”的预防改善措施。工程人员根据其经验和过去曾发生的问题,从设计策划阶段开始,列出并评价系统内潜在的故障模式,以及可能造成的后果,使在进行设计、生产、组装、制造等作业时得以改进,并通过各阶段中不断的预估、验证及改进,使产品、生产过程与系统朝向最佳状态。
2.2 FMEA分析对象
FMEA理论适用于任何产品的研发、生产、品质管理等任何执行阶段。通常对新产品开发、失效率较高的产品或生产过程、安全性需求较高的生产过程等对象实施故障模式与影响分析,带来的改善效益尤为明显。
2.3 FMEA特征参数
严重度(S)、发生率(O)、难检度(D)和风险顺数(RPN)是应用FMEA理论时所使用的几个重要的参数,下面分别予以介绍:
2.3.1 严重度(Severity,记为 S)
严重度是指某种潜在失效模式发生时对产品质量及顾客产生影响的严重程度的评价指标,取值范围在 1~10 之间(严重度低至高)。
2.3.2 发生度(Occurrence,记为 O)
发生率是指某项潜在失效模式发生的可能性,发生的概率越高,其发生率是越大,发生率的取值范围在 1~10 之间(发生率低至高)。
2.3.3 难检度(Detection,记为 D)
难检度是指当某项潜在失效发生时,根据现有的控制手段及检测方法,能将其准确检出的概率的评价指标,取值 1~10 之间(难检度低至高)。
2.3.4 风险顺序数(Risk Priority Number,记为 RPN)
风险顺序数(RPN)是严重度(S)、发生率(O)和难检度(D)的乘积,公式表示如下:
RPN = S*O*D
RPN取值在 1 至 1000 之间。风险顺序数是某项潜在失效模式发生的风险性及其危害的综合性评价指标,PRN 值高的项目应作为预防控制的重点。
2.4 FMEA实施步骤
故障模式与失效分析理论无论是在研发设计过程,还是在生产流程,其实施步骤基本上都是大同小异。流程如下:
成立FMEA小组→实施FMEA→定义系统流程FMEA→确认系统任务→决定分析水准→绘制系统机能可靠性关联图→分析子系统故障模式→评估故障模式影响→分析故障模式原因→FMEA现况评估→提出管控措施→实施管控措施评估→输出FMEA综合报告
3 PCB实验室仪器管理
3.1 仪器管理的内容
PCB实验室仪器设备随着当代电子技术进步以及产品检测的需求,也不断向高精尖发展。走访PCB企业实验室,会清晰感受到通常在高等院校、科研院所见到的高精尖仪器设备,也慢慢出现在PCB企业实验室,如扫描电镜、3D显微镜等设备。然而先进的实验室仪器设备具有更复杂、更强的系统特征,实验室仪器管理水平的提升迫在眉睫。
实验室仪器管理涵盖的内容包括:仪器引进、保养、建档、作业指示、人员能力培训、故障处理、停机损失核算、设备折旧、投资效率等内容。从PCB企业自身运作流程对实验室职能需要划分,可以提炼分为两大类:第一,仪器维持管理,其管理目标是以尽可能少的费用维持仪器的正常运行,包括精度维持、性能维持、效率维持和对故障的防止和恢复;第二,仪器的改善管理,其管理目标是强调实验室只能单位具备自我提升优化能力,包括满足客户的需求、改善仪器的精度、提升仪器的性能和效率等。
3.2 仪器管理的必要性
长期困扰PCB企业实验室的烦恼有:精密仪器突然故障导致检测无法继续,使得出货难以保证,影响产品交期,更头疼的是,由于仪器比较先进,厂内设备部无法自行排除故障;仪器由于使用频次较高导致精度降低、性能劣化,直到不合格产品出至客户,导致投诉、索赔;特殊仪器设备对场地、环境有严格要求,PCB实验室需要做相应改造,带来诸多成本。
通过在实验室管理中成功导入故障模式与失效分析理论,健全仪器设备的管理体制,提高技能水平,可有效地系统提高实验室仪器良性运转的高效化,避免上述提及的各类困扰烦恼。
3.3 仪器管理的目标
实验室仪器管理的目标是期望仪器设备能够持续稳定发挥原有的功能,并进而改善某些性能,使其更加具备市场竞争力。总结下来,实验室基于FMEA理论实施仪器管理,无外乎三个目标:第一,尽可能降低因仪器故障造成的损失,例如因仪器故障导致已上线产品的损坏损失、停机后值机员等待损失、产品品质不良损失;第二,改造仪器升级产能,通过改造仪器的构造,优化仪器参数,提升仪器的使用效率,升级产能,降低成本;第三,与动态期望值相适应,所谓动态期望值,指的是尽管生产现状、生产环境的发生变化,但仪器设备可以自适应,并持续具备保持更高的可用度、可靠性、和使用寿命。
4 FMEA理论应用案例
本文选取PCB企业实验室价格相对昂贵、性能也比较精密先进,且为PCB厂家普遍使用的仪器—泰克阻抗测试仪(DSA8200)仪器管理为例讲解FMEA分析流程。
4.1 成立FMEA项目小组
采用FMEA分析方法分析DSA8200维护保养方式,挑选适当成员成立项目小组。小组由7名成员组成,操作人员2名、维修人员2名、仪器校准人员1名、仪器售后工程师人员1名、实验室管理者1名。学历均大专以上,掌握MSA、SPC分析工具。
4.2 实施FMEA
学习FMEA的分析方法,收集影响DSA8200正常运行的危险因素,进行集中讨论,让项目组成员全面、迅速了解FMEA分析方法,用头脑风暴法绘制系统流程FMEA,图1为运用FMEA进行过程控制流程图。
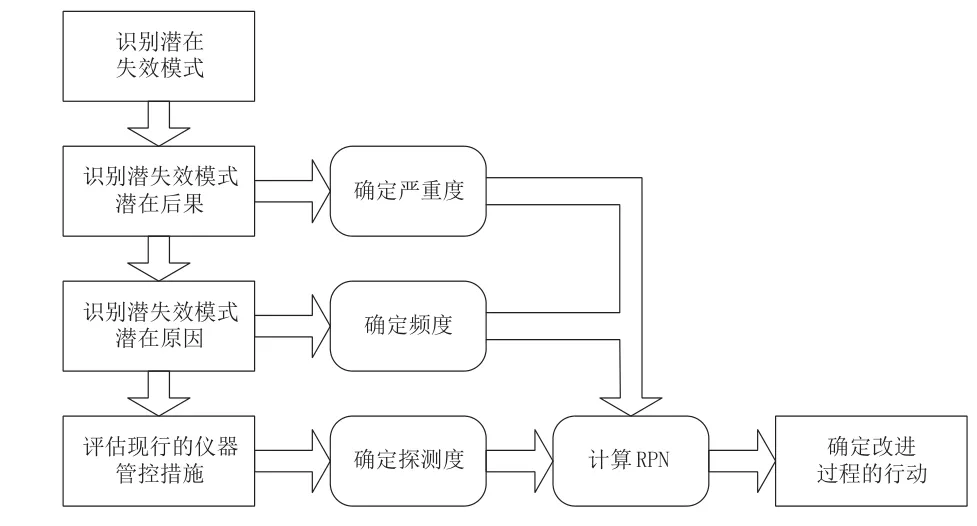
图1 运用FMEA进行过程控制流程图
4.3 绘制阻抗测试系统可靠性关联图
系统可靠性的关联图是分析可靠性的基础,是了解系统构成组件间的技能关系的工具。通过关联图,可以梳理清楚某一个层次一旦发生故障,其对上、下层次所造成的的影响,可逐层检验系统上所发生的故障和影响。FMEA小组根据DAS8200运行工作状态,绘制阻抗测试中心系统可靠性关联图,图 2为阻抗测试系统可靠性关联图。
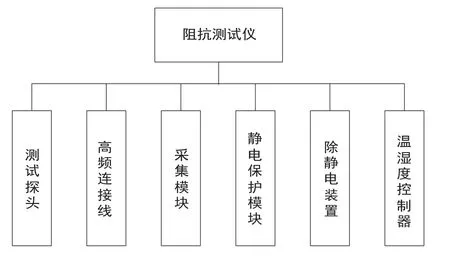
图2 阻抗测试仪系统可靠性关联图
阻抗测试系统包括:测试探头P8018(20G 抗静电单端探头或专门设计连接件)、高频连接线(20G)、采集模块(80E04)、静电保护模块(80A02)、除静电装置、阻抗测试室温湿度控制系统。
FMEA小组根据阻抗测试仪历史故障记录,针对所有失效部件的故障模式,评定该故障模式的故障发生次数。再通过故障发生次数与发生度给分表,以决定每一故障的发生度分数,表1为FMEA小组讨论后制定的发生度给分参考。
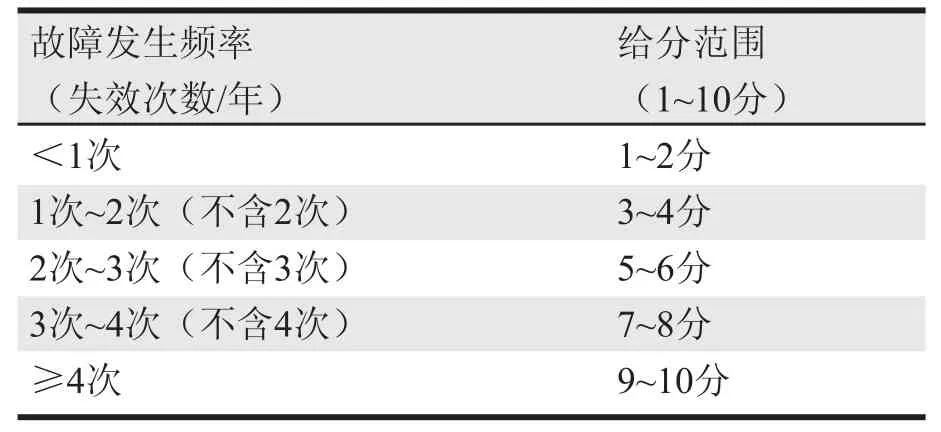
表1 发生度给分参考表
4.5 分析仪器故障严重度
4.4 分析仪器故障发生度
FMEA小组根据阻抗测试仪实际故障状态,针对所有失效部件的故障模式,评定该故障模式所造成的停机时间,再根据停机时间和给给分表,决定每一故障的严重度分数,表2为FMEA小组讨论后制定的严重度给分参考。
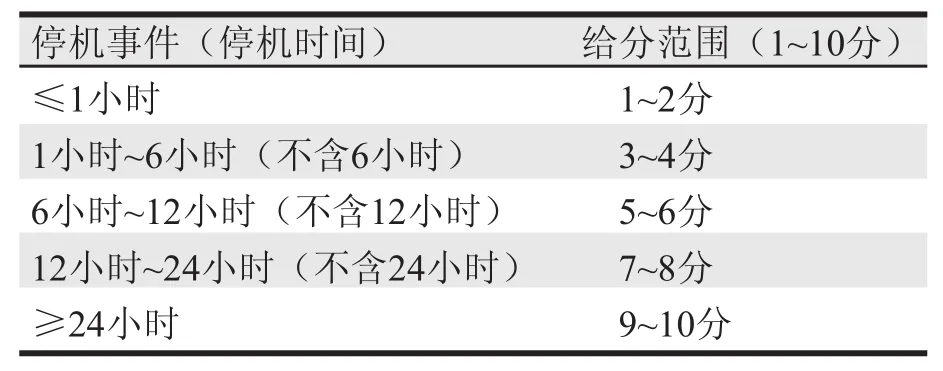
表2 严重度给分参考表
4.6 分析仪器故障难检度
FMEA小组根据阻抗测试仪实际故障记录,采用专家经验的方式,使用难检度评定准则,通过综合评定得到每一故障的难检度分数。
4.7 形成FMEA工作表
FMEA小组按照上述章节步骤得到严重度、发生度、难检度三项评分要素的得分,带入风险优先指数计算公式,形成FMEA工作表,表3为阻抗测试仪FMEA工作表。

表3 阻抗测试系统FMEA表
4.8 决定仪器故障模式的风险等级
FMEA小组根据阻抗测试系统FMEA表,绘制仪器故障模式风险等级柏拉图,见图3。

图3 仪器故障模式风险等级柏拉图
4.9 提出改善措施
依据图3,FMEA小组针对每一故障模式提出具体可行的改善措施,并经过成员的评估通过,表4为分析阻抗测试仪故障模式的原因、后果以及改善措施。
4.10 跟踪评价
FMEA小组结合图3,RPN越高,失效的风险越大,它确定了行动的优先级,率先对排列在最前面的问题和最关键的项目采取改善措施。FMEA小组也发现,根据“二八定律”,最具成效、快速解决阻抗测试仪管理中存在的问题的方法是找到降低采集模块、测试探头、静电保护模块风险指数的措施。
表4给出了各类潜在失效模式的原因、后果及改善措施。改善措施是否成功,需要重新按照表3阻抗
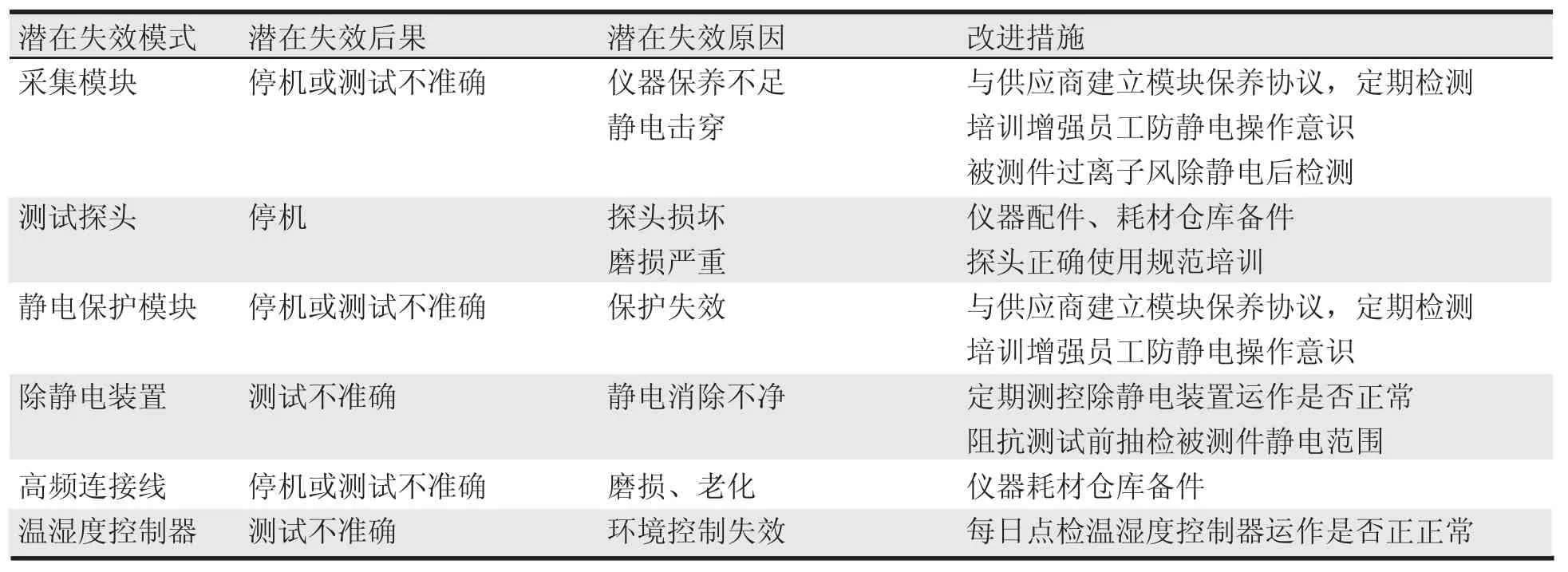
表4 阻抗测试仪故障模式的原因、后果以及改善措施
测试系统FMEA表,计算新的RPN。详见表5实施改善措施后阻抗测试系统RPN值有779降至97,即阻抗测试系统过程得到较好的控制。
Equipment management of PCB laboratory based on FMEA
SONG Jian-yuan
FMEA (Failure Mode and Effect Analysis) is a technique for reliability management. It is an analytic approach in advance. Based on the establishment of FMEA in PCB laboratory, we can save cost, reduce the shutdown, increase the efficiency, delay the equipment life, and etc.
FMEA; Equipment Maintenance; Shutdown; Equipment Life
TN41
A
1009-0096(2015)01-0055-04
猜你喜欢
现代仪器与医疗(2022年4期)2022-10-08
现代仪器与医疗(2022年2期)2022-08-11
纺织标准与质量(2022年2期)2022-07-12
纺织标准与质量(2022年2期)2022-07-12
潍坊学院学报(2021年2期)2021-07-22
山东水利(2020年12期)2021-01-18
铁道通信信号(2018年10期)2018-12-06
资源节约与环保(2018年1期)2018-02-08
百科探秘·航空航天(2017年12期)2018-01-31
山东工业技术(2016年15期)2016-12-01
