
激光熔覆和电镀再制造的液压支架立柱效益分析
2015-01-03 02:56杨庆东高荣惠董春春杜学芸
中国煤炭 2015年1期
杨庆东高荣惠董春春杜学芸
(1.山东能源机械集团有限公司,山东省新泰市,271222; 2.山东能源机械集团大族再制造有限公司,山东省新泰市,271222)
激光熔覆和电镀再制造的液压支架立柱效益分析
杨庆东1高荣惠1董春春1杜学芸2
(1.山东能源机械集团有限公司,山东省新泰市,271222; 2.山东能源机械集团大族再制造有限公司,山东省新泰市,271222)
通过对激光熔覆再制造立柱和电镀修复立柱的密封、耐久、强度等性能进行对比检测试验,对比分析了液压支架立柱修复技术中激光熔覆再制造和电镀修复这两种技术产品的性能、经济效益和环境效益,结果表明,激光熔覆再制造技术具有涂层与基体结合牢固、组织致密等优点,再制造的立柱性能远优于电镀修复立柱的性能。
液压支架立柱 激光熔覆 电镀修复 再制造
液压支架立柱是煤矿机械关键设备,长期在酸、碱性腐蚀介质中工作,立柱表面承受着腐蚀、磨损和冲击。目前再制造修复技术主要采用电镀工艺,但是该工艺修复后的立柱使用寿命较短、可修复次数少、且有环境污染问题,因此,需要一种新涂层技术取代电镀。模拟试验和实际应用已经证明,激光熔覆再制造技术具有涂层与基体结合牢固、组织致密等优点,再制造的立柱性能远优于电镀修复立柱的性能。
1 激光熔覆再制造和电镀修复立柱的性能描述
2008-2010年,由国家煤矿支护设备质量监督检验中心组织,按照中国煤炭行业标准MT313-92,模拟液压支架立柱实际工作环境,对激光熔覆再制造立柱和电镀修复立柱的密封、耐久和强度等性能进行了对比检测试验。在空载行程试验中,立柱在空载工况下,全行程往复动作3次,其速度不大于200 mm/min,伸缩长度和伸缩程序符合设计要求,没有涩滞、爬行和外渗漏等现象。在最低启动压力试验中,立柱在空载工况下,逐渐升压,分别测定各级缸活塞腔和活塞杆腔的启动压力(均在无背压状况下试验),使小缸内保持额定泵压,当小缸中部通过大缸缸口导向套时,测定大缸活塞杆腔的启动压力。在活塞杆密封性能试验中,立柱缩至最小高度,各活塞杆分别在1 MPa和110 MPa额定泵压下稳压5 min,其中1根活塞杆稳压4 h,在同温度下压力未下降、也没有发生渗漏现象。在耐久性能试验中,立柱升至底阀开启前,以额定工作载荷轴向加载,底阀连续开启、立柱压缩速度不大于10 mm/min,每5 m稳压5 min,25 m后立在2/3行程处稳压4 h,稳压压力为额定压力的90%,立柱升至最大行程,在柱头和缸底同侧偏心20 mm的位置,以额定工作工载荷进行连续循环轴向加载试验,加载速度为20 mm/min,立柱活塞腔给以背压,使大缸活塞杆腔与小缸活塞杆腔加以泵站公称压力进行降柱,再空载升柱,全行程往复试验,累计行程25 m,稳压时立柱没有下缩,累计有效压缩行程300 m,加载压力至额定工作压力,然后卸载,循环次数不少于2000次。强度试验中,立柱升至全行程,以额定工作载荷的150%轴向加载,持续5 min。立柱升至全行程,活塞腔内加压至额定泵压的125%,持续5 min。立柱升至最大行程在柱头和缸底同侧偏心30 mm的位置,以110%额定工作载荷轴向加载持续5 min。立柱升至全行程,轴向预加额定初撑载荷,以15 k N·m能量冲击柱头2次。立柱升至2/3全行程以额定工作载荷的200%轴向加载持续5 min。试验发现导向套与活塞限位机构、立柱缸体均为产生永久变形和破坏,活塞和缸体永久变形不大于0.5 mm,通过实验,各项指标均符合标准。激光熔覆再制造立柱使用寿命是电镀修复立柱使用寿命的6倍,如图1所示。激光熔覆再制造立柱和电镀修复立柱在同一煤矿同一工作条件下的实际使用寿命对比如图2所示。电镀修复立柱使用寿命为1~1.5 a,使用激光熔覆再制造立柱4.5 a仍未出现生锈和密封性能下降等问题,故目前无法确定激光熔覆再制造立柱的使用寿命。

图1 激光熔覆再制造立柱和电镀修复立柱模拟对比试验
根据模拟试验结果,激光熔覆再制造立柱实际使用寿命应为电镀修复立柱实际使用寿命的6倍。激光熔覆层与立柱基体是牢固的冶金结合层,经过专门设计的激光熔覆不锈钢涂层组织致密,无裂纹和气孔,熔覆层厚,强韧性好,因此,激光熔覆再制造立柱具有很好的耐腐蚀、耐磨和抗冲击性能。而电镀镀层与立柱基体结合强度低,镀层中微裂纹和针孔多,耐腐蚀和耐磨损性能低,镀层薄而且脆,不耐冲击。
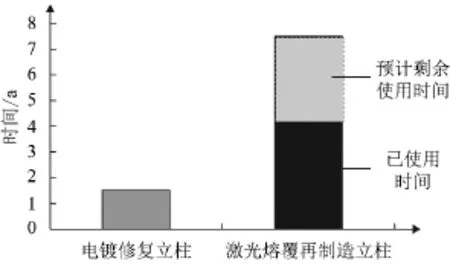
图2 激光熔覆再制造立柱和电镀修复立柱实际使用寿命对比
2 经济效益分析
2.1 立柱的激光熔覆再制造和电镀修复各环节费用及市场售价的对比
立柱的激光熔覆再制造及电镀修复再制造包括拆装、运输、清洗、激光熔覆或电镀、机械加工和净利润,各环节的成本比较见表1。对于立柱的修复或再制造而言,无论采用何种工艺进行拆装、运输、清洗和机械加工,成本相差不大,主要不同之处有两点:
(1)激光熔覆或电镀环节。单一激光熔覆环节的成本约为3500元/m2,约为单一电镀环节成本的7倍。
(2)净利润环节和市场售价。由于激光熔覆再制造立柱的使用寿命约为电镀修复立柱使用寿命的6倍,因此目前单位表面积激光熔覆再制造立柱的市场售价比电镀修复立柱的市场售价高出很多。
2.2 激光熔覆及电镀再制造立柱的经济效益发展趋势
激光熔覆再制造立柱是一种新兴技术,随着该技术的发展,成本和利润将会产生较大变化。激光熔覆再制造立柱整个过程中激光熔覆环节的成本随时间变化情况如图3所示,在激光熔覆再制造立柱技术应用初期(即2008年)成本很高,此时激光加工设备的投资和研发成本高,而实际加工量很少,导致了激光熔覆再制造的高成本,随着激光器的生产技术成熟,设备投入成本显著降低。随着近几年激光器的发展,大功率半导体激光器逐渐取代二氧化碳激光器,成为激光熔覆主要加工设备,生产用电和用气费用将显著下降;另外,合金粉末行业的发展也使激光熔覆再制造的成本下降;随着大功率半导体激光器和光纤激光器等新型高性能激光器的规模化、国产化生产,激光器的购置和运行成本会继续降低。但是,电镀技术的发展已趋于稳定,在成本方面变化不会很大,因此激光熔覆再制造立柱技术完全可以取代电镀修复。

表1 单位表面积立柱激光熔覆再制造和电镀修复各环节成本比较元/m2

图3 单位表面积立柱的激光熔覆成本变化趋势
激光熔覆再制造立柱和电镀修复立柱的成本、净利润和市场售价随时间变化而变化的情况如图4所示。由图4可以看出,单位表面积电镀修复立柱的成本、净利润和市场售价基本保持不变,其原因在于电镀修复立柱的技术和市场早已成熟和稳定。单位表面积激光熔覆再制造立柱的成本初期很高,随时间明显下降,截至2022年预计成本达到1700元/m2,其后由于激光熔覆再制造各环节的技术和市场趋于稳定,成本变化不大。单位表面积激光熔覆再制造立柱的市场售价在最初几年(2008-2012年)保持在8000~9000元/m2,其后由于成本的显著降低和市场竞争的加剧,市场售价预计逐渐下降,到2016年预计达到6000元/m2,到2022年预计达到4500~5000元/m2,其后变化不大。

图4 激光熔覆再制造立柱和电镀修复立柱的成本、净利润和市场售价随时间变化趋势
2.3 激光熔覆再制造立柱性价比和电镀修复立柱性价比的比较
性价比一般用再制造或修复后的立柱使用年数除以市场售价来衡量,激光熔覆再制造立柱性价比和电镀修复立柱性价比随时间变化的情况如图5所示,由图5可以看出,电镀修复立柱性价比基本不随时间变化,保持在0.4左右;激光熔覆再制造立柱性价比在2008—2012年保持在0.75左右,之后随时间逐渐增加,预计到2016年达到1.0左右。随时间增长,激光熔覆再制造立柱性价比相对电镀修复立柱性价比有绝对优势。
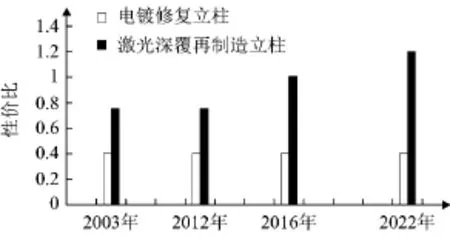
图5 激光熔覆再制造立柱性价比和电镀修复立柱性价比的发展趋势
3 环境效益益分析
(1)节能降耗。由于电镀层厚度的限制,一般立柱维修2次后,无法再恢复到新品尺寸,故而不能循环使用,彻底报废,报废立柱需要回炉冶炼,需要耗费大量能源,产生的CO2和SO2造成大气污染。激光熔覆再制造不受修复厚度和修复次数的限制,且使用寿命长,如果立柱均采用激光熔覆再制造技术,基本可避免回炉冶炼的工序。据统计,全国报废液压支架立柱约为45万t/a。如果采用激光熔覆再制造技术代替电镀,可以节约标准煤19万t/a,显著减少大气污染,数据见表2。
(2)消除水污染。电镀过程中会产生大量含重金属六价铬的废水,且电镀前需要对工件进行酸洗,会产生大量酸性废水和清洗废水,激光熔覆则不会产生污染环境的废水。可以估算,若全国立柱均用激光熔覆再制造取代电镀修复,将极大的减少废水量,数据见表2。

表2 激光熔覆再制造立柱的环境效益统计表
4 结论
激光熔覆再制造立柱的性价比更高、经济效益更好、环境友好、可循环利用,相对电镀修复产品有着明显的技术优势,发展空间大,在立柱再制造行业中,激光熔覆再制造技术将会逐渐取代电镀修复技术。
[1] 解文正.激光熔覆技术在液压支架上的应用研究[D].邯郸:河北工程大学,2011
[2] 杜伯奇,杨庆东,董和泉等.激光强化不锈钢立柱的研发[J].矿山机械,2009(5)
[3] 王志华.液压支架立柱的腐蚀机理及其防护[J].矿山机械,2011(9)
[4] 李秀云,牛曙光.液压支架防腐蚀研究[J].矿山机械,2005(8)
[5] 段孟杰.液压支架立柱腐蚀失效分析及防范措施[J].河北煤炭,2002(5)
[6] 李明.煤矿设备再制造产业存在问题和解决措施初探[J].中国煤炭,2014(4)
(责任编辑 孙英浩)
Analysis of hydraulic support column efficiency of laser cladding and electroplating remanufacturing
Yang Qingdong1,Gao Ronghui,Dong Chunchun1,Du Xueyun2
(1.Shandong Energy Machinery Group Co.,Ltd.,Xintai,Shandong 271222,China; 2.Dazu Remanufacturing Co.,Ltd.,Shandong Energy Machinery Group,Xintai,Shandong 271222,China)
According to comparing and testing the leakage,endurance and strength of laser cladding remanufacturing column and electroplating repairing column,the authors analyzed the performances,economic benefits and environmental benefits of these two technology products.The results showed that the performances of laser cladding remanufacturing technology was far better than electroplating repairing technology,for example,the laser cladding remanufacturing technology has such advantages:coating and matrix firmly combining,compact structure and so on.
hydraulic support column,laser cladding,electroplating repairing,remanufacturing
TD406
A
杨庆东(1968-),男,山东滕州人,工程师,本科学历,现任山东能源机械集团总经理。
猜你喜欢
沈阳理工大学学报(2022年3期)2022-08-11
表面工程与再制造(2022年1期)2022-05-25
小康(2021年13期)2021-05-11
中南大学学报(自然科学版)(2020年6期)2020-07-16
家庭影院技术(2018年3期)2018-05-09
科技创新与品牌(2017年9期)2017-10-20
Coco薇(2015年11期)2015-11-09
Coco薇(2015年10期)2015-10-19
中国新技术新产品(2014年21期)2014-03-28
表面工程与再制造(2014年2期)2014-02-27
