
钳工锉配加工工艺的探讨
2015-01-03 05:27:38万勇刚
科学中国人 2015年29期
万勇刚
甘肃钢铁职业技术学院
钳工锉配加工工艺的探讨
万勇刚
甘肃钢铁职业技术学院
钳工讲究技巧,也讲究工艺的正确性。本篇文章引出锉配加工工艺的探讨,旨在希望广大钳工对此有个正确的认识和参考依据。锉配属复合作业,是钳工学生练习的主要课题,也是中、高级钳工职业技能鉴定考量的手段之一。它涵盖了钳工基本功的錾锯锉钻铰攻刮划量测几个知识点。因此,锉配就显得格外重要。
看图;检查;锉削基准;划线钻孔;先作公件;后作母件;修整配合;注意细节
锉配加工的工艺安排顺序,也是格外讲究的。如果顺序安排错误,就会导致费工费时,也出不了精品。因此,我就锉配加工工艺顺序安排这一话题,与同行们展开一次真诚的探讨。
工序一:看图,检查。无论制作什么样的锉配课件,依据的都是加工图样。因此,首先要把图纸看懂,对其形状、尺寸、加工位置、表粗、公差等等都要熟记在心。有时像对带燕尾角的图样,还须进行必要的计算。细心的学生会把公件与母件各自标记出来。原始板料长与宽应该是多大,应该十分清楚,然后对老师发给的原始板料进行尺寸检查。尺寸过小,应当提出申请找老师更换。有些学生之所以把工件形状做错,根本原因在于没有把图纸彻底看懂,蒙蒙正正、急急忙忙就开始下手制作了。
工序二:锉削基准面(边)。基准就是尺寸的起点。锉削基准边或基准面很重要,基础打不好,一切无从谈起。一般情况下,大面不须加工,主要是加工侧面。因此锉削出长度与宽度两个方向的基准足矣。锉削之前要先进行相邻夹角的选择,一块钢板有四组相邻夹角,应选择自然条件较好(指垂直度好)的一组对边作为基准边,进行锉削。关键技术在于单边(A边或A面)锉削后除了自身的直线度、平面度、表粗、纹理方向(延狭长方向)的要求外,还需和不加工大面保持垂直。然后锉削B边或B面,除了A边或A面的要求以外,还要做到B与A垂直。先锉较长边,后锉较短边,体现以长控短原则。有些特殊工件还需要锉削三个或四个基准边,这要视具体情况而定。
工序三:划线。这是一次全面的划线,工具为游标高度尺,将工件放在划线平台上,立起,靠在小方箱上。划出的线条最好是一周,为什么要求是这样,原因是,有的同学按照一边去加工,结果另一边产生歪斜并不知晓,在配合时就会产生间隙过大现象,所谓漏斗状。经过长、宽两个方向的划线以后,就会产生许多相交十字线,最好作下标记,在交叉点处打上样冲眼,分清哪要哪不要。
工序四:钻孔。强调指出,这一工序不是必要程序,有些配合根本不用钻床,就可以完成锉配,我这里指的是一般工序。对于一般工序而言,划线之后,紧接着进行钻孔,是非常明智正确的选择。理由有这样一些,现在的原始板料基本呈长方体或矩形,钻孔便于夹持,即便是夹伤了,后面的工序还可以弥补。这次钻孔包括图纸上要求钻的孔及去除材料的工艺孔。
工序五:加工公件。钳工讲究一些原则,以长控短、先公后母就是其中两条。在锉削基准边时,我们要先锉削较长的一边,后锉削较短的一边。在加工公母件的顺序上,是先加工公件,后加工母件。为什么要这样,因为只有先加工长边,才能保证长边的尺寸,否则,先加工短边,却不一定能保证长边的尺寸。先加工公件,是因为公件好加工、好测量,母件不好加工、不好测量。所以把先加工的A边作为B边的基准,把公件作为母件的基准。
工序六:加工母件。加工母件的前提,是要把公件加工好,公件一旦加工好,就不要再动了,它将作为基准。一边加工母件,一边用公件试配,配合不合适,应修理母件,不允许修理公件。由此可见,加工好公件是多么重要了。一般地说,加工好公件,成功已经一半了。无论公件还是母件,在加工每个小平面时,都要注意到他们统统都是矩形面,应该方方正正才行。除了自身的直线度、平面度均小于0.02mm外,纹理要延狭长方向,表粗Ra≤1.6μm,平行度、垂直度也要小于0.02mm。配合间隙≤0.04mm。
工序七:配合修整。钳工的锉配课题,又细分为镶配、对配、盲配、组合配等等。我这里所说的配合是指对配和镶配而言。配合就要做适当修理,这是需要耐心和精心的,要勤测量、勤配合。简单说,就是锉两刀,就配一下,直至理想为止。在锉配完成之后,去除飞边和毛刺,交出课件,加工结束。
其实,每个工件都应该有它自己独立的一套加工程序。有些工件还有多种加工工艺,限于篇幅,不能一一细说。上面的七道加工工艺安排是符合绝大多数工件制作程序的。有些工件还比较复杂,但所有工件加工的大致程序是跑不出这个范围的。所以说,大多数工件的加工工艺基本遵守这些规律。
每个工序的时间分配问题也必须注意。有的学生锉削基准边时间过长,势必影响后道工序的加工,因为每个工件的制作都有一定的时间限制。
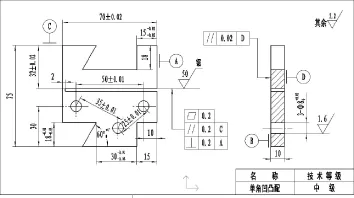
另外,关于对中性的问题,也是我们锉配学生应引以为戒的。比如单角凹凸配这个课件,见图所示,基准边为A和C,下面公头这边有两处是需要去除的,这就有了说道,是先去15尺寸这边,还是先去尺寸18这边,还是同时去除?我的回答是:先去除尺寸18这边,理由是,锉削60°夹角时,可以以A边作为测量基准,锉削与60°斜边相邻的水平边,可以以C边作为基准进行测量。在加工完这一夹角区域后,再加工15×18这一区域,这时的测量基准转化为60°斜面为二次基准和C面为原始基准。只有这样才能保证公头尺寸的正确性以及对中性。
我们说细节决定成败,在锉削过程中处处都要细心,因为钳工是一个充满技术含量的工种,制作的每一步都要动脑,凡事都要问个为什么,只有细心才能做好,只有细心才能胜利。以上粗略的和大家探讨了锉配加工工艺安排顺序问题,希望引起大家的思考和注意,从而找到一个合理、高效的工艺。
猜你喜欢
内燃机与配件(2022年2期)2022-01-17 23:46:44
内燃机与配件(2022年2期)2022-01-17 23:46:44
考试与评价·八年级版(2020年5期)2020-10-29 05:42:35
考试与评价·八年级版(2020年5期)2020-10-29 05:42:35
现代工业经济和信息化(2016年3期)2016-05-17 05:35:02
公民与法治(2016年19期)2016-05-17 04:18:15
现代制造技术与装备(2016年9期)2016-02-23 17:13:18
读者·校园版(2015年7期)2015-05-14 13:11:40
河南科技(2014年15期)2014-02-27 14:12:35
电子设计工程(2014年6期)2014-02-27 11:56:56
