
宽厚板MULPIC控制系统优化
2015-01-02 02:08邱芳
山东冶金 2015年1期
邱芳
(山钢股份莱芜分公司自动化部,山东莱芜 271104)
信息化建设
宽厚板MULPIC控制系统优化
邱芳
(山钢股份莱芜分公司自动化部,山东莱芜 271104)
结合莱钢宽厚板生产线实际情况,利用“位置+速度”耦合技术优化MULPIC冷却水开闭时序和区域隔离阀控制逻辑,实现了钢坯的终冷温度和冷却速度的精确控制,有效抑制钢坯长度方向的温度波动,各个钢种终冷温度在目标温度± 30℃命中率提高到了94.25%,且提高了钢板的性能。
耦合技术;控制系统;MULPIC;跟踪
1 前言
近年来,随着宽厚板生产线技术研究的深入发展,要求自动控制系统的控制精度不断提高,控制系统工艺自动化也需要不断升级优化,应用MULPIC控制系统对钢板进行冷却控制已经是现代轧钢的一个基本的控制手段,因此,研究MULPIC控制系统,提高冷却命中率显得格外重要。
2 存在的主要问题
1)MULPIC系统ABCD 4个区的集管预填充的触发时机是单纯位置触发方式,需冷却钢板头部位置到达240 m处时,触发所有集管进行预填充并达到设定流量。但不同规格的钢板,辊道速度设定不同,对于速度较小的钢板,以目前的控制方式会造成大量冷却水浪费,既增加了能耗,又增加了水处理的负荷。而且ABCD 4个区的集管预填充的触发时机是不分先后,同样造成了大量冷却水浪费,增加了系统能耗。
2)区域隔离阀控制逻辑不合理,只在冷却段的头尾开启喷射,影响冷却控制精度和产品质量。
3)在原控制系统中,头部遮挡的长度、尾部遮挡长度、遮挡量、斜坡长度等设定值都是由二级模型计算得出的[1],而由于多种原因,该设定值并不能完全满足现场需求,而且没有操作人员的手动修正功能,影响了头尾冷却效果和产品质量。
3 优化实施
3.1 优化MULPIC冷却水开闭时序
使用“位置+速度”耦合技术延时触发集管预填充的控制功能[2]。当钢板头部跟踪位置到达240 m时,“FLOW ON”信号置1,延时t时间后,A区开始建立流量,如图1所示。
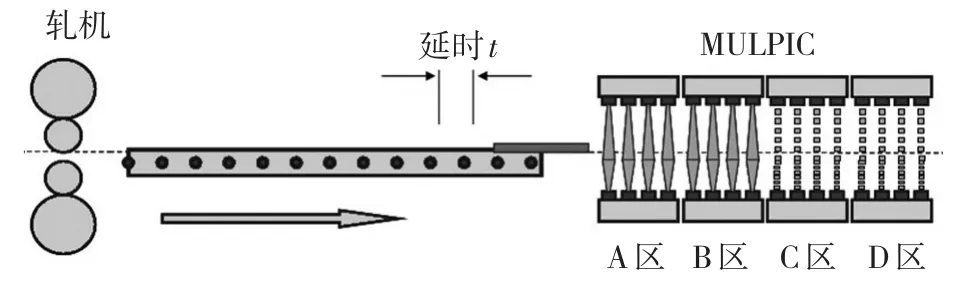
图1 MULPIC区域示意图
4个区集管喷射的时间计算:ABCD 4个区集管独立控制,根据各区域之间的距离和钢板设定速度来计算从A区到B区、C区、D区所需要的时间,分别延时触发B区、C区、D区集管预填充时机,针对不同规格、不同速度设定的钢板进行数据分析,总结出延时t的计算公式:

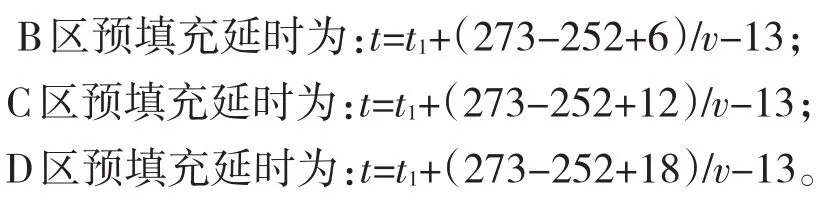
其中:t1为钢板头部跟踪从240 m到252 m所用的时间,s;v为钢板头部跟踪到达252 m时的瞬时速度,m/s;13为从开始建立流量到流量达到设定值且数值稳定所需的最大时间,s。
由于A/B/C/D 4个区相邻两区之间的距离为6 m,可推导出/B/C/D区集管预填充的延时时间公式,
在原有的西门子S7-400 PLC控制系统中编写程序[3],并通过模拟轧制技术对新功能进行在线测试后投入使用。
3.2 区域隔离阀控制逻辑优化
优化前MULPIC系统的控制逻辑中,区域分离喷射的开启逻辑只在冷却段的头尾进行喷射,不能满足分段冷却的要求,其逻辑为:第1组(在A区之前),只要该钢板是水冷钢板,进入MULPIC区域后,第1组阀门就打开,直到钢板离开水冷区域。第2组(A和B之间),首先是A区集管有流量设定,其次是B区没有流量设定,当进入MULPIC区域后,阀门打开;若AB两个区都有流量设定,则第二组不开阀门。第3组(C和D之间),首先是C区集管有流量设定,其次是D区没有流量设定,进入MULPIC区域后,阀门打开;若CD两个区都有流量设定,则第三组不开阀门。第4组(在D区之后),这一组有3个阀门,前两个一起控制,最后一个单独控制,前两组的逻辑是只要D区有流量设定值,进入MULPIC区域后,阀门就打开,后一个是只要是水冷钢板就一直打开。
通过工艺研究和参观学习,发现现场所使用的区域隔离阀控制方式是不合理的,区域隔离阀不能有效起到击穿水在高温钢板表面形成的“汽膜”,从而影响了钢板在下一个区域的冷却效果,导致产品质量也受到影响。
第一组和第四组的逻辑不需要修改,第二组和第三组进行修改,修改后逻辑如下:第二组(A和B之间):只要A区域有流量设定值,不管B区有没有流量设定,当“FLOW ON”信号来时,第二组阀门就打开。第三组(C和D之间):只要C区有流量设定值,不管D区有没有流量设定,当“FLOW ON”信号来时,阀门都会打开。若C区没有流量设定值,则不打开[4]。
逻辑优化之后,当相邻的两个区都有流量设定时,区域隔离阀打开,区域隔离阀喷出的水压远大于冷却水压力,可有效击穿钢板表面由于高温形成的汽膜,使冷却水更好地对钢板进行冷却,提高了冷却效率。
3.3 增加头尾遮挡修正功能
在MULPIC的一级画面,“L2 SETUP”—“Head/ Tail Mask”的画面上,增加A1~A6,头部遮挡长度、尾部遮挡长度、遮挡量、斜坡长度等设定值的修正功能,实现了操作人员在二级设定值的基础上可手动干预的参数调节,可根据钢板的实际情况通过对设定值的修正来控制钢板头部冷却的开启时间及尾部冷却的结束时间,以更好的提高冷却精度。
4 结语
本系统自投运以来,对宽厚板钢板进行全自动控制冷却,控制冷却系统不仅能对钢坯的终冷温度和冷却速度进行精确控制,而且对钢坯长度方向的温度波动也可以通过分段跟踪进行有效的抑制,钢坯长度方向的温度差<±15℃的合格率提高到了92.3%以上;各个钢种终冷温度在目标温度±30℃命中率提高到了94.25%,提高了钢板的性能。
[1]丁梦怡,侯炜,姜巍,等.提升MULPIC精准冷却系统功能的研究与应用[J].自动化与信息工程,2011(3):46-48.
[2]龚彩军,蔡晓辉,王国栋.中厚板控制冷却过程的轧件跟踪[J].轧钢,2003,20(3):45-47.
[3]柴瑞娟,陈海霞.西门子PLC编程技术及工程应用[M].北京:机械工业出版社,2008.
[4]卢子广,周永华.自动控制理论[M].北京:机械工业出版社,2009.
Optimization of the MULPIC Control System for Heavy Plates
QIU Fang
(The Automation Department of Laiwu Branch Company of Shandong Iron and Steel Co.,Ltd.,Laiwu 271104,China)
Optimization of MULPIC control system is an important measure to improve the performance of wide plate.With the refinement of new product development and product classification,generous mill cooling uniformity and finish cooling temperature control accuracy have put forward higher requirements.In this paper,combined with the actual situation of Laiwu wide plate production line,the use of"location+speed"coupling on MULPIC accelerated cooling control system optimized to improve the slab quality and better meet market demand.
coupling technology;control system;MULPIC;tracking
TG334.9
B
1004-4620(2015)01-0050-02
2014-11-10
邱芳,女,1983年生,2007年毕业于郑州大学西亚斯国际学院信息管理与信息系统专业。现为莱钢自动化部工程师,从事自动化控制技术工作。
猜你喜欢
流程工业(2022年3期)2022-06-23
湖北农机化(2021年7期)2021-12-07
煤气与热力(2021年3期)2021-06-09
石油化工建设(2020年1期)2020-08-24
能源(2016年2期)2016-12-01
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27
自动化仪表(2015年5期)2015-06-15
汽车维修与保养(2015年6期)2015-04-17
质量技术监督研究(2015年1期)2015-04-09
橡胶工业(2015年6期)2015-02-24
