
S7-300PLC和W incc在白灰窑除尘控制系统中的应用
2015-01-01 02:01文良华王贤武王显权宜宾学院物理与电子工程学院四川宜宾644007中国科学院近代物理研究所甘肃兰州70000兰州兴丰源电气有限公司甘肃兰州70000
宜宾学院学报 2015年6期
文良华,王贤武,王显权(1.宜宾学院物理与电子工程学院,四川宜宾644007;.中国科学院近代物理研究所,甘肃兰州70000;.兰州兴丰源电气有限公司,甘肃兰州70000)
S7-300PLC和W incc在白灰窑除尘控制系统中的应用
文良华1,2,王贤武2,王显权3
(1.宜宾学院物理与电子工程学院,四川宜宾644007;2.中国科学院近代物理研究所,甘肃兰州730000;3.兰州兴丰源电气有限公司,甘肃兰州730000)
设计了一种基于西门子S7-300PLC的白灰窑除尘控制系统,重点讨论其除尘工艺、系统构成、PLC的软件设计和现场监控界面的组态.采用MPI总线实现PLC和上位机之间的现场数据传输,完成生产现场的计算机监控.系统在白灰窑恶劣的现场环境中能稳定可靠地工作,并具有自动化程度高、监控直观、维护升级容易等优点.
除尘控制;组态软件;PLC;自动化
Wen LH,Wang XW,Wang XQ.Application of S7-300 PLC and Wincc in Control System for Dust Collecting of Lime Kiln[J].Journalof Yibin University,2015,15(6):24-27.
炼钢工序需要大量的石灰形成炉渣,而石灰在煅烧时排放大量的有害气体和10μm以下的有害粉尘[1].白灰窑排放的烟气和粉尘对环境造成了大量的破坏.目前有色冶炼行业主要采用袋式除尘、电除尘、湿法洗涤除尘等方法,其中袋式除尘特别适合在钢厂出料工序中使用,具有安全、经济、除尘效果好等优点,但其控制过程较复杂.某国有大型钢铁公司为完成炼钢工序中节能减排的任务,对已有三个白灰窑高炉进行除尘改造.参照行业相关的除尘工艺和成功案例,采用低压布袋除尘工艺对白灰窑烟气除尘,其具体的工艺流程如图1所示.
三个白灰窑排放的烟尘随钢管道到并网后,混风阀引入外风调节其温度.烟气在大型引风机正向风力作用下,流经布袋除尘箱体对其脱尘.低压脉冲阀离线反吹和定时清灰,粉尘将收集到除尘室的集灰斗中;再经卸灰阀汇集在刮板机上,最后传送至粉尘罐中待运输.为实现除尘系统自动控制和远程监控,采用了西门子S7-300系列PLC控制器,利用MPI总线实现场数据通信,并在Wincc环境下组态人机界面,完成生产现场的状态监视和控制.
1 控制系统组成
由于白灰窑烟尘颗粒大且流动性弱,需大型的引风机以增加其流动性.烟尘温度是低压脉冲布袋除尘的关键;温度过高会影响布袋的寿命,甚至烧毁布袋;温度过低又会出现糊袋现象,影响烟尘的过滤[1-2].整个系统采用烟气钢管道开放性散热,并在布袋进口处装混风阀控制空气流量,实现对烟气温度的调节.根据除尘工艺和设备特点,系统采用了如图2所示的S7-300PLC作为控制器.

图1 某白灰窑除尘工艺流程Fig.1 The schematic view of dustcollecting of lime kiln
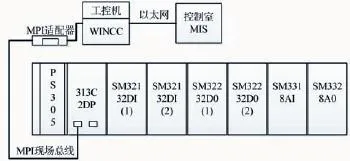
图2 控制系统结构Fig.2 The hardware configuration of PLC control system
以西门子313C-2DP模块作为系统控制器,SM321数字模块(64输入点)采集电机状态输入、操作开关和连锁保护输入,SM322数字模块(64输出点)的输出作为震打器、反吹阀、刮灰板、引风机、卸灰阀、空压机等设备的起停及时序控制.
系统配置SM331模拟输入模块,采集烟气温度、储灰塔粉尘高度以及混风阀的开度等模拟量.SM332模块输出电流控制混风阀开度.MPI总线实现PLC与本地机柜工控机的数据通信[3],在WINCC组态的界面下完成除尘现场的监控和MIS系统的数据集成.
布袋除尘箱体有12个除尘室.每个除尘室配有一个提升阀和8个脉冲阀,用以反吹;每两个除尘室装配1个集灰斗和1个震打器,以实现清灰工序;每三个安装有卸灰阀的集灰斗组成一条刮灰线,按照设定时间完成卸灰和刮灰的任务;加上运灰报警、手动操作按钮,系统需要大量I/O节点.系统设计了如图3所示的电气线路,配合PLC程序设计,用20个节点来完成96个反吹阀和12个提升阀的节点控制,大大减少PLC数字输出点数,降低成本.

图3 PLC矩阵输出点电气线路Fig.3 Thematrix outputstructure of PLC control system
2 流程控制
烟气除尘的主要过程分为离线反吹、循环清灰、卸灰和刮灰四个过程系统.难点是有限的PLC数字输出点,实现12个除尘室即96个脉冲阀的反吹.除采用图3所示的数字输出矩阵减少I/O点数外,设计了如图4所示的循环反吹、定时清灰、间隔卸灰和刮灰的PLC程序结构.

图4 PLC除尘程序设计Fig.4 The flowchartof PLC program configuration
首先通过提升阀截断1#除尘室正向引风机风力,依次以脉冲(宽度可调)方式启动1#至8#脉冲阀离线反吹吸附在布袋上灰尘.8个脉冲阀循环反吹结束,开启1#提升阀完成第一个除尘室的反吹;切换至下个除尘室继续相同的反吹,直至最后一个除尘室的最后一个脉冲阀反吹结束,执行下一次反吹循环.定时启动集灰斗上的震打器和卸灰阀,实现除尘清灰和卸灰功能;根据生产情况,可调整定时周期,同时要求能手动反吹、清灰、卸灰.
为实现良好除尘的烟气温度,SM331模块采集管道烟气温度和环境温度,在CPU中采用模糊规则查表混风阀开度值[4-5],经SM332模拟输出到混风阀电机控制器,以实现烟气温度的可靠控制.模糊控制可以准确地离散控制混风阀开度值,大大减少了混风阀电机因频繁连续调节而产生的机械故障和过流故障.
3 组态设计
除尘控制系统采用MPI总线实现PLC控制器与箱体工控机的数据传输.在WINCC组态软件环境下,设计了除尘工艺界面、卸灰流程监控界面、故障报警、历史记录以及数据打印等功能模块和人机接口(HMI),图5是其核心的除尘流程监控HMI.

图5 除尘人机界面Fig.5 The humanmachine interface of dustcollecting
该HMI主要分为除尘状态监控区,反吹定时设置区、手自动切换操作区、卸灰定时区以及系统参数曲线监控显示区,具有功能划分清晰、状态监视直观、操作简单等符合工业生产的特点,有效减少了生产一线的工作量.通过工控机间的工业以太网络,可实现工控MIS系统的集成.
4 现场调试
系统现场调试主要分为生产工艺基础调试和控制系统调试.工艺基础调试主要为布袋除尘箱体的安装调试,其调试现场如图6所示.控制系统调试主要分为控制机柜的安装调试、控制节点的电气调试、PLC程序调试、Wincc通信调试、人机几面的调整与优化等.控制系统调试如图7所示.难点主要为烟气温度模糊规则建立和调整,反吹脉冲宽度现场获取、反吹周期和清灰周期的现场优化等.
5 结语
该白灰窑除尘控制系统采用模糊算法控制烟气温度.利用数字节点矩阵输出线路,有效地减少了数字节点.组态设计了除尘工艺的人机界面,具有监控简单直观等优点.控制系统在生产现场稳定可靠地工作,取得了良好生产效益.

图6 除尘箱体的安装与调试Fig.6 The assembling of dust collecting cabinet

图7 控制系统机柜安装与调试Fig.7 The debugging of control system
[1]任绍峰.首钢京唐高炉干法除尘控制系统的设计与实现[D].沈阳:东北大学,2009.
[2]崔跃华.脉冲反吹袋式除尘器自控系统研制[J].微计算机信息, 2007(8):50-69.
[3] 张致维,张士聪,王然风.Modbus协议在S7-226PLC与伦茨变频器通信中的应用[J].工矿自动化,2011(8):142-146.
[4]郭志杰.反吹风除尘器和脉冲除尘器之浅议[J].轻金属,2011 (12):336-338.
[5]谷翠军,孟文,孟祥印,等.模糊PID在热泵热水器水温控制中的应用[J].自动化与仪表,2014(1):43-46.
(编校:王露)
Application of S7-300 PLC and W incc in Control System for Dust Collecting of Lime Kiln
WEN Lianghua1,WANGXianwu2,WANGXianquan3
(1.School ofPhysicsand Electronic Engineering,Yibin University,Yibin,Sichuan 644007,China;2.Institute ofModern Physics,Chi⁃nese Academy ofSciences,Lanzhou,Gansu 730000,China;3.Lanzhou Xingfengyuan Electric Co.,Ltd,Lanzhou,Gansu 730000,China)
A control system for dust collecting of lime kiln is designed and debugged,which adopted S7-300PLC and Wincc configuration software.Dust removal,module configuration,software design of PLC,and Human Machine Interface (HMI)for controlling andmonitoring are introduced in detail.The data exchange between field and control room computer is realized by MPIbus to accomplish remote control of dust collecting.This system is able towork reliably and stably in complex EMCElectrolytic environment.
controlofdust removal;configuration software;PLC;automation
TP273+.4
A
1671-5365(2015)06-0024-04
2014-12-09修回:2015-03-24
文良华(1980-),男,工程师,工学硕士,研究方向为工业控制相关技术
网络出版时间:2015-03-30 16:36网络出版地址:http://www.cnki.net/kcms/detail/51.1630.Z.20150330.1636.001.html
引用格式:文良华,王贤武,王显权.S7-300PLC和Wincc在白灰窑除尘控制系统中的应用[J].宜宾学院学报,2015,15(6):24-27.
猜你喜欢
环境卫生工程(2022年1期)2022-03-09
科技资讯(2019年12期)2019-07-08
工友(2018年10期)2018-10-19
大众考古(2017年7期)2017-12-04
民俗研究(2017年2期)2017-03-22
高中生学习·高一版(2017年1期)2017-02-18
学苑创造·C版(2016年11期)2016-12-07
作文与考试·初中版(2016年24期)2016-08-18
小学阅读指南·高年级版(2015年10期)2015-09-10
中国有色冶金(2015年1期)2015-03-07
