
50SiMnVB壳体裂纹原因分析
2014-12-31 11:49:00朱晓英庄明辉姜春茂宋瑞华刘有江刘淑艳刘典富
精密成形工程 2014年2期
朱晓英,庄明辉,姜春茂,宋瑞华,刘有江,刘淑艳,刘典富
(北方华安工业集团有限公司,齐齐哈尔 161046)
壳体作为某产品一重要零件,材料采用50SiMnVB钢。经冲压、热处理并采用水溶性淬火剂冷却后,机加到“车全形”,目测发现在距口部50~55 mm的位置,有横向环形裂纹。文中通过宏、微观观察、金相组织检查和化学成分分析检测、验证试验等,确定了壳体裂纹性质和原因,并提出了预防和改进措施。
1 原因分析
1.1 宏、微观分析
某产品重要零件壳体主要工艺流程:下料→钢坯感应加热→冲孔、拔伸→粗车外圆→收口前车外圆→收口前加热→收口→热处理→车全形→磁力探伤→表面处理。
该壳体首批机加到“车全形”工序,目测发现分布在距口部50~55 mm位置,存在横向环形裂纹,见图1。理化分析结果判定:“收口折叠引起的淬火扩展裂纹,折叠深度0.21 mm,扩展裂纹深度0.27 mm,组织为回火索氏体”。金相分析见图2。
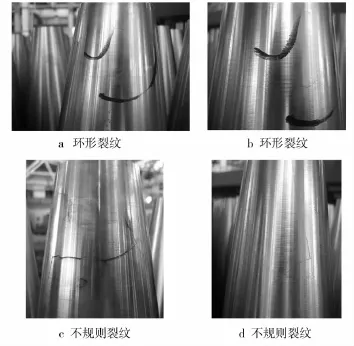
图1 横向环形裂纹Fig.1 Horizontal circumferential cracks
测量热处理前收口毛坯距口部70~75 mm位置(机加后为50~55 mm)存在环形“折叠”,见图3[1—5]。判定结果为:收口毛坯口部表面疵病为“折叠”,组织为珠光体+铁素体,深度0.3~0.5 mm,金相分析见图4。
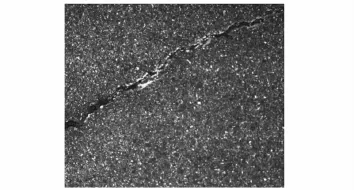
图2 折叠扩展裂纹(×200)Fig.2 Fold extension crack at a magnification of(×200)
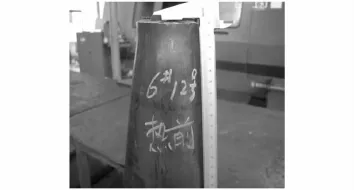
图3 口部折叠毛坯Fig.3 Blank with mouth folding

图4 折叠毛坯金相(×100)Fig.4 Metallograph of blank with folding at a magnification of(×100)
1.2 化学成分分析
对不同批次壳体材料50SiMnVB采用化学粉末法对其化学成分进行检测,结果见表1。由表1可知,壳体的化学成分符合技术要求。

表1 壳体化学成分Table 1 Chemical composition of the shell
1.3 加工过程
1)除了原材料的冶金过程可能带来一些缺陷外,热加工不当所造成缺陷都会造成后续热处理(淬火)时形成裂纹等疵病。锻件毛坯形成的裂纹是不易被发现的,所以裂纹的扩展只有在随后的淬火过程才能显著地暴露出来。机加毛坯一经淬火处理,将会使原来存留的裂纹扩展,使其暴露于钢件的表面。根据成品壳体裂纹分布位置规律性,且和收口毛坯口部“折叠”位置基本一致,因此工艺加工问题是主要原因,收口毛坯口部“折叠”是造成热处理时淬火“周向”裂纹的主要原因。
2)壳体口部裂纹的主要原因是收口毛坯折叠造成的,从毛坯投料顺序看,收口毛坯折叠是生产过程中逐步产生的,且由轻到重、由浅到深。分析认为,折叠产生的原因是收口模引模角偏大,经连续生产时收口模由于磨损产生挂腊,并逐渐加重,使口部引模角位置摩擦力增大,导致毛坯口部逐渐形成折叠[6—10]。
3)产品试制期间质量控制存在薄弱环节。一是执行过程(收口外观检查、磁力探伤工序)对工艺规定疵病和操作方法掌握不够细;二是对产品质量细小的变化情况未引起重视,疵病发现不及时造成了裂纹的出现。
2 验证试验
2.1 原材料试验
为验证原材料疵病和化学成分对裂纹的影响,利用4,7号炉进行试验。试验项目及结果见表2。

表2 原材料试验项目及结果Table 2 Items and results of raw materials test
试验结果证明:4号炉26件超声波检验剔除的有伤料,调整收口模具消除收口折叠后水基淬火,试验结果证明,有疵病的材料采用水基淬火,没有壳体口部“周向”裂纹产生;7号炉98件含碳量上限料,调整收口模具取消收口折叠后水基淬火,试验结果证明,含碳量上限材料采用水基淬火,没有壳体口部“周向”裂纹产生。
以上结果说明,含碳量上限材料和有低倍缺陷材料的无折叠壳体,进行水基淬火均不产生“周向”裂纹,因此,壳体口部裂纹与钢材成分和低倍缺陷无关[11—15]。
2.2 淬火介质试验
为验证收口毛坯折叠和热处理不同淬火介质对裂纹的影响,进行了工艺试验。试验结果证明:
1)对不同炉号带有折叠的收口毛坯,热处理时分别采用AQ364水溶性淬火剂和油淬火,均产生淬火延展裂纹,水基淬火裂纹深度大于油淬火裂纹的深度;对不同炉号收口毛坯折叠车掉,热处理采用油基和水基介质淬火均不产生“周向”裂纹。因此,收口毛坯折叠是产生壳体口部淬火“周向”裂纹的直接原因。
2)对相同炉号带有折叠收口毛坯进行热处理,采用水基和油基介质进行淬火,裂纹比例分别为9%和1.9%,这说明,在壳体毛坯有缺陷的情况下,热处理采用油基介质淬火应力敏感小,对壳体口部裂纹有缓解作用。
3 采取措施
1)对未收口壳体,修改收口模引入角:由20°改为10°。经验证,在收口过程中没有产生局部金属堆积变形,消除了口部折叠,彻底解决了收口“折叠”问题。经过热处理、机加、磁力探伤考核,未出现壳体口部裂纹问题。
2)对已收口未热处理壳体毛坯,采用机加将口部“折叠”车掉。经过热处理、机加、磁力探伤考核,未出现壳体口部裂纹问题。
4 结论
综上所述,收口毛坯口部“折叠”是造成热处理时淬火“周向”裂纹的主要原因;其次,收口毛坯口部有“折叠”时,热处理采用AQ364水溶性淬火剂淬火,增加了裂纹的数量。
[1]陈飞,陈贤良,郭世斌,等.金刚石薄膜断裂强度及形貌分析[J].新技术新工艺,2010(5):113—115.
CHEN Fei,CHEN Xian-liang,GUO Shi-bin,et al.A-nalysis on the Fracture Strength and Morphology of the Diamond Film[J].New Technology and New Technology,2010(5):113—115.
[2]高霞,邝献任,王丽丽,等.油田钻铤断裂原因分析[J].失效分析与预防,2008,10(2):53—57.
GAO Xia,KUANG Xian-ren,WANG Li-li,et al.Such as Fracture Cause Analysis Oilfield Drill Collar[J].Failure Analysis and Prevention,2008,10(2):53—57.
[3]刘昌奎,臧金鑫,张兵,等.30CrMnSiA螺栓断裂原因分析[J].失效分析与预防,2008,10(2):42—46.
LIU Chang-kui,ZANG Jin,ZHANG Bing,et al.30CrMnSiA Bolt Fracture Analysis[J].Failure Analysis and Prevention,2008,10(2):42—46.
[4]樊东黎.热处理技术数据手册[M].北京:机械工业出版社,2000.
FAN Dong-li.Heat Treatment Technology Data Handbook[M].Beijing:Mechanical Industry Press,2000.
[5]李泉华.热处理技术400问解析[M].北京:机械工业出版社,2002.
LI Quan-hua.Heat Treatment Technology 400Q Analysis[M].Beijing:Mechanical Industry Press,2002.
[6]杨秀英,刘春忠.金属学及热处理[M].北京:机械工业出版社,2010.
YANG Xiu-ying,LIU Chun-zhong.Metallography and Heat-treatment[M].Beijing:Mechanical Industry Press,2010.
[7]马仲华.热处理技术400问与缺陷控制案例及裂纹分析图谱实用手册[M].北京:中国知识出版社,2006.
MA Zhong-hua.Heat Treatment Technology of 400 Questions and Defect Control Case and the Analysis of Crack Graph of Practical Manual[M].Beijing:Chinese Knowledge Press,2006.
[8]邵红红,吴晶.热处理检验与质量控制[M].北京:机械工业出版社,2011.
SHAO Hong-hong,WU Jing.Heat Treatment,Inspection and Quality Control[M].Beijing:Machinery Industry Press,2011.
[9]刘宗昌.钢件淬火开裂及防治方法[M].北京:冶金工业出版社,2008.
LIU Zong-chang.Steel Quenching Cracking and Prevention and Cure[M].Beijing:Metallurgical Industry Press,2008.
[10]王彬良.弹体热冲压技术[M].北京:国防工业出版社,1987:120—123.
WANG Bin-liang.Elastic Body Heat Stamping Technology[M].Beijing:National Defense Industry Press,1978:120—123.
[11]姜国权.红冲工艺及模具设计[M].北京:机械工业出版社,2003:35—40.
JIANG Guo-quan.Red Technology and Die Design[M].Beijing:Machinery Industry Press,2003:35—40.
[12]潘玲,姜春茂,吴忠江,等.钢管收口代替方钢冲拔弹体毛坯加工工艺研究[J].精密成形工程,2011,3(5):14—15.
PAN Ling,JIANG Chun-mao,WU Zhong-jiang,et al.Shell Body Blank Processing Technology Research for Nosing of Steel Tube Instead of Hot Punching and Drawing of Square Steel[J].Journal of Netshape Forming Engineering,2011,3(5):14—15.
[13]姜春茂,潘玲,赵广军,等.浅谈50SiMnVB钢横向断裂原因分析[J].精密成形工程,2012,4(1):78—81.
JIANG Chun-mao,PAN Ling,ZHAO Guang-jun,et al.Horizontal Fracture Reason Analysis on a Product of 50SiMNVB Steel[J].Journal of Netshape Forming Engineering,2012,4(1):78—81.
[14]李春庄,秦贤军,张霞,等.缩径挤压工艺及模具设计[J].精密成形工程,2012,4(5):80—81.
LI Chun-zhuang,QIN Xian-jun,ZHANG Xia,et al.Necking and Extrusion Technology and Die Design[J].Journal of Netshape Forming Engineering,2012,4(5):80—81.
[15]李中麟,宋瑞华,姜春茂,等.50SiMnVB钢椭圆凹坑疵病原因分析[J].精密成形工程,2013,5(4):74—76.
LI Zhong-lin,SONG Rui-hua,JIANG Chun-mao,et al.50SiMnVB Steel Oval Pit Fault Reason Analysis[J].Journal of Netshape Forming Engineering,2013,5(4):74—76.
猜你喜欢
舰船科学技术(2022年11期)2022-07-15 07:53:32
河南科技(2022年8期)2022-05-31 22:28:08
小学生学习指导(中年级)(2021年12期)2021-12-30 07:57:22
塑料包装(2020年5期)2020-11-21 06:45:24
水上消防(2020年3期)2020-07-25 02:36:20
钻井液与完井液(2019年4期)2019-10-10 01:56:46
制造技术与机床(2017年10期)2017-11-28 05:20:58
轮胎工业(2017年11期)2017-03-10 19:33:31
中国洗涤用品工业(2015年9期)2015-02-28 19:03:04
汽车零部件(2015年5期)2015-01-03 08:00:48
